
Центросместители , обеспечивающие точность радиуса кривошипов, бывают регулируемые-для серийного ремонта валов различных конструкций и нерегулируемые-для обработки на предприятиях, специализирующихся на ремонте вала одной модели. [3]
Центросместитель ( рис. 242) — это надеваемая на коренную шейку втулка 3, на торце которой имеются центровые отверстия, смещенные относительно оси коренной шейки на величину эксцентриситета шатунной шейки. [5]
В центросместителях , служащих для окончательной обработки шатунных шеек, это отверстие выполняется с точностью по 2-му классу, а шейка вала под центросместитель обтачивается под посадку С. Центросме-стители устанавливаются на шейки коленчатого вала по разметочным рискам, нанесенным на них при разметке вала, и по осевым рискам, имеющимся на центросместителях. По кромкам отверстия центросместителя сняты предохранительные фаски, предохраняющие отверстие от забоин. При надевании центросместителя на шейку вала и съеме его не допускаются удары молотком или кувалдой. Эти операции необходимо производить при помощи специальных скоб с винтом по типу применяемых для стягивания шкивов. Отверстие для центра в центросместителях и сами центры рекомендуется делать конусными для того, чтобы их было легче выбивать из корпуса центросместителя при замене. [6]
Центрифуги 17, 253 Центросместитель 142 Цепные передачи 14, 75 Циклоны 186 ел. [7]
Подобным образом при помощи центросместителей ведется обработка шеек коленчатых валов. [8]
Торцы вала размечаются под установку центросместителей . На торцах вала наносятся и накерниваются риски таким образом, чтобы они проходили через центры шатунных и коренных шеек. [9]
Установка вала в патроны ( или центросместители ) станка. [10]
На патроне передней бабки и на центросместителе со стороны задней бабки станка крепят контргрузы, масса которых уравновешивает часть вала, вращающуюся эксцентрично. [12]
Каждая пара устанавливается на станке в центросместителях . После этого шейка подогревается до температуры 280 — 300 при вращении вала. [13]
Для шлифования шатунных шеек вал устанавливают в центросместители , совмещая ось шатунной шейки с осью станка. Обработку начинают с первой шейки. При шлифовании последующих шатунных шеек коленчатых валов V-образных двигателей вал поворачивают вокруг оси на соответствующий угол. Все коренные и шатунные шейки шлифуют под один ремонтный размер. Острые кромки фасок масляных каналов притупляют конусным абразивным инструментом, а затем шейки подвергают суперфинишированию. Если диаметры шатунных или коренных шеек меньше последнего ремонтного размера, шейки могут быть восстановлены наплавкой под флюсом или железнением. [14]
Большая Энциклопедия Нефти и Газа
Центросместитель
Длинные детали с эксцентричными поверхностями, например, коленчатые валы, обрабатываются на токарных станках в центрах с использованием соответствующего количества пар центровых отверстий, смещенных друг относительно друга на величину эксцентриситета, или с помощью специальных центросместителей . Аналогичным способом обрабатываются и короткие эксцентричные детали типа втулок, которые насаживаются на специальные центровые оправки со смещенными парами центровых отверстий. [31]
Базой для шлифования шатунных шеек служат обработанные ранее поверхности коренных шеек, поэтому в зажимах или центросместителях валы закрепляют за коренные шейки. Центросместители обычно применяют с двумя центрами, расположенными под углом 180, что соответствует углу расположения шатунных шеек. Этим исключается необходимость проверки сов 1адения центров с осью второй шейки при ее обработке. [32]
Обтачивается шатунная шейка под последующее шлифование. После десятой операции центросместители снимаются с вала и устанавливаются по рискам вновь. Шатунная шейка обтачивается до диаметра 66 5 о 2 мм на длину 123 0 26 мм, при этом выдерживаются радиусы галтелей R 5 мм и толщина буртика 2 5 0.i2 мм ( фиг. [33]
Производится в том случае, если предыдущая операция выполнялась на токарном станке. Коленчатый вал с центросместителями устанавливается в центрах токарного станка, и производится обточка шатунных шеек и радиусов галтелей с припуском под последующее шлифование от 2 до 3 мм на диаметр. [34]
Читайте также: Класс валов в машиностроении
Выполняется на токарном станке ( фиг. На проточенные концы вала надеваются центросместители , устанавливаются по рискам, нанесенным на торцах концов вала и самих центросместителях, и закрепляются. Коленчатый вал с центросместителями устанавливается в центрах станка длинным концом к задней бабке. [35]
Подрезаются внутренние плоскости щек, и обтачивается шатунная шейка. На шейках вала диаметром 75С3 устанавливаются центросместители по рискам, нанесенным наторцахвала и центросместителях, после чего они закрепляются. Вал с центросместителями устанавливается в центрах станка длинным концом к задней бабке. Вначале врезаются в шатунную шейку прорезным резцом и протачивают ее вразгонку до диаметра 73 0 5 мм на длину, приблизительно равную 80 мм. Затем подрезают внутренние плоскости щек до буртиков галтелей диаметром 85 о 5 мм, выдерживая при этом радиусы перехода R 10 мм и размеры 40 о з4 мм от наружной плоскости щеки и 128 0 53 мм между внутренними плоскостями щек. [36]
Затруднительна обработка цилиндрических и сферических выступов, ось которых не совпадает с осью вращения детали. Для обтачивания их необходимы специальные приспособления ( центросместители ); шлифование возможно только при помощи чашечных кругов. Такие части целесообразно делать отъемными. [38]
Для наплавки шеек коленчатых валов используются токарные станки с необходимой высотой центров и с соответствующим расстоянием между ними. Токарный станок для наплавки шатунных шеек дооборудуется центросместителем . На суппорте станка устанавливается наплавочная головка аппарата А-409 ( фиг. [39]
Для шлифования коренных шеек зажимают вал в центрах станка, а для шлифования шатунных шеек его помещают в цен-тросместителе, установленном на станке; ось вращения тогда проходит по оси крайних шатунных шеек, которые и обрабатывают первыми. После обработки крайних шеек вал устанавливают в центросместителе так, чтобы его ось вращения проходила по оси средних шатунных шеек, и производят обработку этих шеек. Так попарно обрабатывают все шейки вала. [40]
Шейки, имеющие овальность и конусо-образность, шлифуют до следующего ре монтного размера с заменой вкладышей. Коренные шейки шлифуют на круглошли-фовальных станках, шатунные-с применением центросместителей . [41]
При обработке валов производят их зацентровку с учетом величины смещения, предусмотренной чертежом изделия. В тех случаях, когда тела изделия не хватает, применяют центросместители ( бугеля), которые имеют уже смещенные центры и крепятся за шейку вала. Точность установки на токарных станках приведена в схемах установки. [42]
При монтаже и разборке коленчатого вала, в процессе наплавки, правки возможна его деформация, поэтому механическая обработка его начинается с исправления центровых фасок. Затем на токарном станке обрабатывают точением шатунные шейки, установив в центросместители . Существуют различные варианты обтачивания шеек вала, но наиболее часто применяется обработка в два прохода правым и левым резцами, заправленными по радиусу галтели. [43]
Коленчатый вал устанавливается в центрах токарного станка ( фиг. В начале обтачивается длинный конец вала до диаметра 90С3 на длину приблизительно 80лшпод центросместитель , затем деталь перекрепляется и протачивается короткий конец вала под те же размеры. [44]
Подрезаются внутренние плоскости щек, и обтачивается шатунная шейка. На шейках вала диаметром 75С3 устанавливаются центросместители по рискам, нанесенным наторцахвала и центросместителях , после чего они закрепляются. Вал с центросместителями устанавливается в центрах станка длинным концом к задней бабке. Вначале врезаются в шатунную шейку прорезным резцом и протачивают ее вразгонку до диаметра 73 0 5 мм на длину, приблизительно равную 80 мм. Затем подрезают внутренние плоскости щек до буртиков галтелей диаметром 85 о 5 мм, выдерживая при этом радиусы перехода R 10 мм и размеры 40 о з4 мм от наружной плоскости щеки и 128 0 53 мм между внутренними плоскостями щек. [45]
Большая Энциклопедия Нефти и Газа
Центросместитель
Для валов, у которых восстанавливаются шатунные шейки, установка вала несколько усложнена. Прежде чем установить вал, на первую и последнюю коренную шейки надевают специальные приспособления — центросместители , при помощи которых устанавливается новая линия центров. Поэтому установка центросме-стителей на шейки вала должна быть очень тщательной. Обычно при индивидуальном ремонте валов центросместители устанавливают при помощи разметки, при которой строят всю линию центров на валу. [46]
Читайте также: Пружинные кольца вала гост
Установка вала на станке более усложнена при обработке шатунных шеек. Прежде чем установить вал на станке на первую и последнюю коренные шейки надевают специальные приспособления — центросместители , которые определяют новую линию центров, а затем вал сцентросместителями устанавливают в центрах станка. [47]
При обработке шатунных шеек вал должен лишиться всех шести степеней свободы. Для этого необходима угловая фиксация вала за счет контакта технологической лыски на щеке вала с фиксатором делительной скобы центросместителя или фиксации вала штифтом поводкового патрона, входящим в одно из отверстий фланца. [48]
Выполняется на токарном станке ( фиг. На проточенные концы вала надеваются центросместители, устанавливаются по рискам, нанесенным на торцах концов вала и самих центросместителях , и закрепляются. Коленчатый вал с центросместителями устанавливается в центрах станка длинным концом к задней бабке. [49]
В центросместителях, служащих для окончательной обработки шатунных шеек, это отверстие выполняется с точностью по 2-му классу, а шейка вала под центросместитель обтачивается под посадку С. Центросме-стители устанавливаются на шейки коленчатого вала по разметочным рискам, нанесенным на них при разметке вала, и по осевым рискам, имеющимся на центросместителях . По кромкам отверстия центросместителя сняты предохранительные фаски, предохраняющие отверстие от забоин. При надевании центросместителя на шейку вала и съеме его не допускаются удары молотком или кувалдой. Эти операции необходимо производить при помощи специальных скоб с винтом по типу применяемых для стягивания шкивов. Отверстие для центра в центросместителях и сами центры рекомендуется делать конусными для того, чтобы их было легче выбивать из корпуса центросместителя при замене. [50]
При этой операции выполняется вторичная обточка шатунных шеек под шлифование, для чего коленчатый вал вновь устанавливается в центросместители. Это вызывается тем, что во время первой, черновой обточки при обдирке внутренних поверхностей щек колен вала из-за больших ударных нагрузок возможно изменение первоначального положения вала в центросместителях . Шатунные шейки и радиусы галтелей обтачиваются чисто, с припуском под последующее шлифование от 0 5 до 1 8 мм на диаметр. [51]
Подрезаются внутренние плоскости щек, и обтачивается шатунная шейка. На шейках вала диаметром 75С3 устанавливаются центросместители по рискам, нанесенным наторцахвала и центросместителях, после чего они закрепляются. Вал с центросместителями устанавливается в центрах станка длинным концом к задней бабке. Вначале врезаются в шатунную шейку прорезным резцом и протачивают ее вразгонку до диаметра 73 0 5 мм на длину, приблизительно равную 80 мм. Затем подрезают внутренние плоскости щек до буртиков галтелей диаметром 85 о 5 мм, выдерживая при этом радиусы перехода R 10 мм и размеры 40 о з4 мм от наружной плоскости щеки и 128 0 53 мм между внутренними плоскостями щек. [52]
Следующая операция ( двадцать вторая) — зачистка конусов центровых отверстий резцом — выполняется на токарном станке в люнете, после чего ( двадцать третья операция) производится предварительное шлифование коренных и всех других шеек вала и радиусов перехода от одного диаметра к другому. Припуск на окончательное шлифование устанавливается в пределах 0 4 — 0 8мм на диаметр. Шейки вала под центросместители шлифуются с точностью под посадку С. Обработка шеек выполняется на кругло-шлифовальном станке. [53]
В центросместителях, служащих для окончательной обработки шатунных шеек, это отверстие выполняется с точностью по 2-му классу, а шейка вала под центросместитель обтачивается под посадку С. Центросме-стители устанавливаются на шейки коленчатого вала по разметочным рискам, нанесенным на них при разметке вала, и по осевым рискам, имеющимся на центросместителях. По кромкам отверстия центросместителя сняты предохранительные фаски, предохраняющие отверстие от забоин. При надевании центросместителя на шейку вала и съеме его не допускаются удары молотком или кувалдой. Эти операции необходимо производить при помощи специальных скоб с винтом по типу применяемых для стягивания шкивов. Отверстие для центра в центросместителях и сами центры рекомендуется делать конусными для того, чтобы их было легче выбивать из корпуса центросместителя при замене. [54]
Читайте также: Подшипник первичного вала форд фокус замена
Выполняется на токарном станке ( фиг. На проточенные концы вала надеваются центросместители, устанавливаются по рискам, нанесенным на торцах концов вала и самих центросместителях, и закрепляются. Коленчатый вал с центросместителями устанавливается в центрах станка длинным концом к задней бабке. [55]
Для шлифования шатунных шек коленчатый вал закрепляют в специальном центросместителе, установленном на станке. После обработки крайних шеек коленчатый вал устанавливают в центросместителе так, чтобы ось вращения проходила по оси средних шатунных шеек; обрабатывают все шейки коленчатого вала попарно. [56]
Двадцать четвертая операция — шлифовальная. Шлифуются шатунные шейки и радиусы галтелей в окончательный размер. Шлифование шатунных шеек выполняется либо на круглошлифовальном станке в центросместителях , либо на специализированном шлифовальном станке, снабженном эксцентричными планшайбами с вкладышами для установки коленчатого вала. [57]
Двадцать четвертая операция — шлифовальная. Шатунные шейки вала и радиусы галтелей шлифуются в окончательный размер. Шлифование шатунных шеек производится на круглошлифовальном станке в специальных приспособлениях — центросместителях — или же на специализированном шлифовальном станке ( фиг. Установка центросместителей на вал производится по рискам, предварительно нанесенным на торцах концевых шеек и центросместителях. [58]
Разработка конструкции центросместителя для наплавки шатунных шеек коленчатого вала ЯМЗ-238
При наплавке шатунных шеек коленчатых валов вследствие сокращения длины поверхностных слоев шеек происходит закономерная деформация отсеков. Это приводит к изгибу валов и их укорочению.
Осевая сила, сжимающая коленчатый вал во время наплавки в значительной мере усиливает деформации вала. Следовательно, возникает вопрос, как поведет себя коленчатый вал, если в процессе наплавки шатунных шеек на него воздействовать не сжимающей, а растягивающей силой. Предполагается, что в процессе наплавки в зоне наложения валиков (швов), где происходит расплавления поверхностных слоев металла, момент сопротивления изгибу уменьшается. Изгибающий момент, создаваемый осевой силой, будет восприниматься внутренними упругими слоями шейки. В то же время кристаллизация металла вблизи сварочной ванны будет происходить без воздействий на него напряжений от растягивающей силы.
После завершения наплавки и снятия осевой силы, наведенные сварочные остаточные напряжения растяжения в опасной зоне шатунной шейки уменьшаются за счет упругой деформации сердцевины шейки, что очень полезно. Внешняя растягивающая сила не вызовет снижение усталостной прочности. Предполагается, что она будет препятствовать при наплавке шатунных шеек сближению щек смежных с наплавляемой шейкой и, следовательно, будет способствовать снижению деформации вала не только по уменьшению длины, но и по изогнутости.
С целью устранения выше указанных недостатков нами разработан способ наплавки шатунных шеек в предварительно фиксированном состоянии.
Суть этого способа в том, что перед наплавкой вал растягивается с определенным усилием, фиксируется и затем наплавляется.
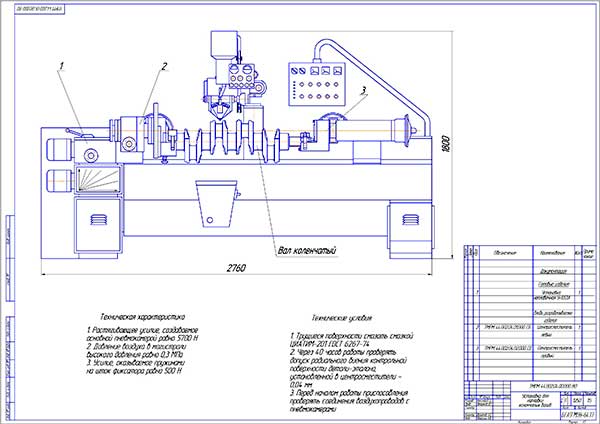
Общий вид установки центросместителя для наплавки шатунных шеек коленчатого вала ЯМЗ-238
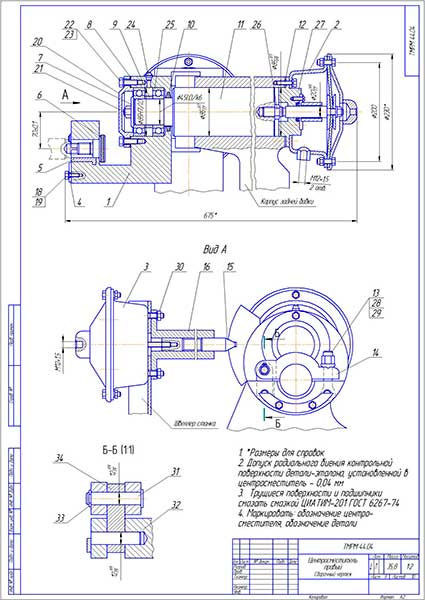
Сборочный чертеж центросмесителя
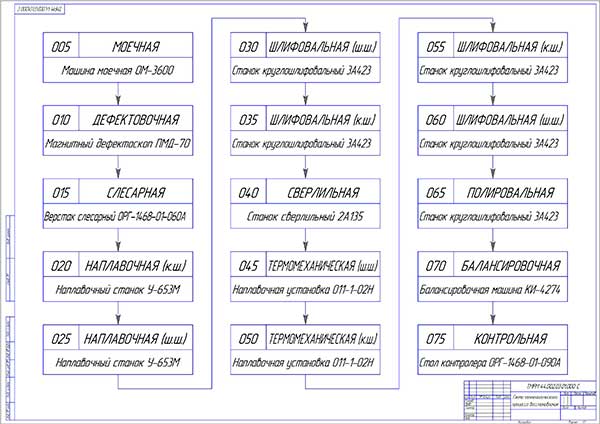
Технологическая схема восстановления шатунных шеек коленчатого вала
4 Разработка конструкции центросместителя для наплавки шатунных шеек коленчатого вала ЯМЗ-238
- 4.1 Назначение и принцип действия приспособления
- 4.2 Технологические и конструктивные расчеты
- 4.2.1 Расчет пневмокамеры цетросместителя
- 4.2.2 Расчет штока пневмокамеры
- 4.2.3 Расчет хода штока
- 4.2.4 Расчет геометрических параметров центросместителя
- 4.2.5 Расчет подшипников
- 4.2.6 Расчет болтов крепления крышки подшипников
- 4.2.7 Расчет болтов крепления крышки пневмокамеры
Пояснительная записка 12 листов описания и расчетов, спецификации + Экономический расчет устройства.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала