
Полый вал обеспечивает передачу крутящего момента от гедомого колеса тягового редуктора через эластичную муфту колесной паре. Полый вал изготовлен из стальной трубы 325X25 мм (ГОСТ 8732—70). На обработанные торцы трубы диаметром 320 мм насаживают горячей посадкой литые детали, получившие название приводов эластичной муфты 3 и 7.
На средней части полого вала имеются шесть резьбовых отверстий диаметром 16 мм. Для центровки сформированной колесной пары в отверстия вворачивают болты. В окончательно готовой колесной паре в эти отверстия заворачивают заглушки 10, которые для фиксации кернят в резьбовом соединении.
Приводы, служащие для крепления ведомой шестерни тягового редуктора и поводков эластичной муфты, насаживают на полый вал с температурой их нагрева до 120—150°С. Кроме того, устанавливают четыре штифта и обваривают торцы трубы полого вала и привода. Внутренний диаметр трубы полого вала 280 мм. Поэтому радиальный зазор между осью колесной пары и внутренним диаметром полого вала 35 мм.
Полый вал с приводами вращается в моторно-осевых подшипниках скольжения, устанавливаемых в остове (корпусе) тягового электродвигателя, что обеспечивает постоянство централи — размера между осями ведомой и ведущей шестерней тягового редуктора. Диаметр шейки подшипника полого вала 315 мм.
На наружной поверхности трубы полого вала на специальном бурге имеется проточка И для установки разъемного венца шестерни привода маслопрокачивающего насоса для смазки моторно-осевых подшипников, изготовленных из стальной втулки с баббитовой заливкой. Диаметр подшипника и его конструкция такие же, как у тепловоза ТЭП60.
Смазка моторно-осевых подшипников (рис. 101) осуществляется при помощи фитилей из грубой чистошерстной пряжи, вставленных в войлочную обойму, которая смонтирована в металлической оправе. Конец каждого фитиля диаметром 15—18 мм, а всего их 40,
ровно обрезают и обвязывают ниткой. Пряжа фитиля должна выступать из войлочной обоймы на 5—8 мм.
При закладке обоймы с фитилями в камеру подшипника концы фитилей равномерно распределяют по камере. Вся обойма прижимается пружиной. Масляная камера моторно-осевых подшипников с фитилями интенсивно пополняется маслом шестеренчатым насосом, который приводится во вращение шестерней, закрепленной на наружной поверхности полого вала. Ведущая шестерня состоит из двух половин, соединенных четырьмя болтами.
Насос прикреплен к крышке осевого подшипника тягового электродвигателя в нижней части подшипниковой камеры. Расчетная производительность насоса за один оборот колесной пары равна 6 см3 смазки. Конструкция насоса обеспечивает подачу смазки при любом направлении движения тепловоза. Для смазки моторно-осевых подшипников применяют осевое масло в летний период марки Л, в зимний — марки 3 (ГОСТ 610—72). Для защиты подшипников от попадания пыли и предотвращения вытекания смазки по торцам масляной камеры установлены лабиринтные уплотнения с войлочной набивкой. Уплотнение масляной полости выполняют особенно тщательно со стороны тягового редуктора для защиты могорно-осевых
подшипников от попадания осерненной смазки, которую применяют для смазки шестерен тягового редуктора.
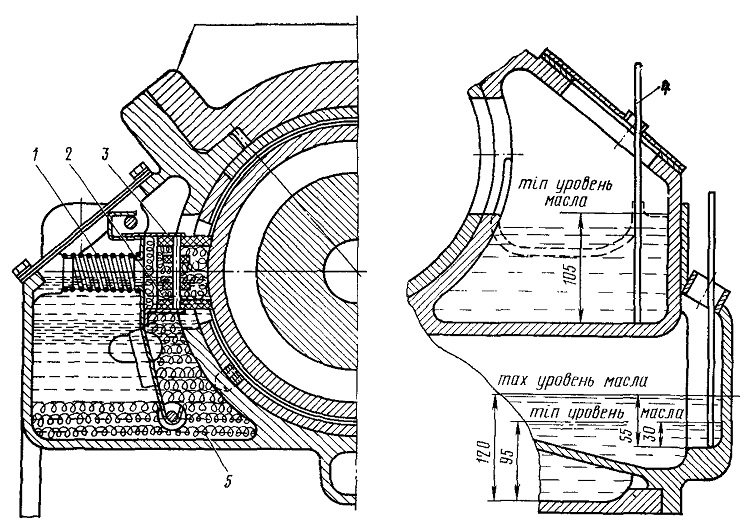
Рис. 101. Смазка моторно-осевых подшипников:
1 — пружина; 2 — войлочная обойма; 3 — металлическая оправа; 4 — масломер; 5 — фитильная набивка
Центровка полых валов тэп70
Тележки трёхосные тепловоза ТЭП70
Колесно-моторный блок тележки тепловоза ТЭП70 — часть 1
Колесно-моторный блок (рис. 99) включает в себя колесную пару 1, полый вал с приводами 2, моторно-осевые подшипники 3, шестеренчатый насос для смазки подшипников, тяговый редуктор с кожухом 5, две шарнирно-поводковые муфты 6 и тяговый электродвигатель 4.
Колесная пара (рис. 100) тележки с опорно-рамным подвешиванием тяговых электродвигателей отличается от колесных пар с опорно-осевой подвеской наличием звена, обеспечивающего свободное перемещение оси колесной пары относительно тягового электродвигателя. Главные элементы колесной пары: колесные центры 1 и бандажи 2 с укрепляющими кольцами 14; ось 5 и полый вал 6, надетый на ось с гарантированным радиальным зазором 35 мм.
Все колесные пары тележки одинаковые и имеют упругое поперечное перемещение ±8 мм за счет резиновых амортизаторов буксовых поводков. Для улучшения горизонтальной динамики средняя колесная пара относительно буксы имеет свободный поперечный разбег ±14 мм. Поперечное перемещение оси обеспечивается тем, что в буксе средней оси не установлен шариковый подшипник, фиксирующий положение оси относительно буксы. Привод передачи крутящего момента от тягового электродвигателя к колесу определил конструктивные особенности колесной пары и прежде всего колесного центра.
Колесные центры дисковые, литые из стали 25JI-III (ГОСТ 977—65) с наружным диаметром 1070 мм. На колесном центре два прилива с отверстиями диаметром 70 мм и два отверстия диаметром 200 мм, выполненных при литье. В отверстия диаметром 70 мм запрессовывают пальцы 13 крепления поводка, соединяющего колесный центр и траверсу эластичной муфты. Через отверстия диаметром 200 мм проходят цапфы привода полого вала, в которые запрессовывают пальцы крепления поводка, соединяющего полый вал с траверсой.
Отверстия диаметром 70 и 200 мм расположены на тех же радиусах от центра, что и у колесных центров тепловоза ТЭП60.
В средней части на внутренней поверхности ступицы колесного центра сделана проточка, соединенная каналом с наружной поверхностью ступицы, служащая для гидравлического ослабления натяга (0,16—0,22 мм) между колесным центром и
осью при демонтаже колесной пары. В эксплуатации канал в ступице заглушают резьбовой пробкой 9. Обработанный колесный центр балансируют статически. Допустимый дисбаланс не более 12,5 кгс/см. На колесный центр с натягом 1 — 1,45 мм насаживают в горячем состоянии бандаж.
Колесные центры формируют, т. е. собирают с осью тепловым способом. Перед посадкой колесного центра поверхность оси под посадку покрывают лаком ВДУ-3 или клеем ГЭН-150 в 12—15 слоев.
Бандаж из стали марки Ш (ГОСТ 398—71) изготавливают шириной 140 мм. Диаметр по кругу катания 1220+ -у- мм. Профиль бандажа по ГОСТ 11018—64. Осевую фиксацию бан-дажа на колесном центре выполняют обычным способом при помощи укрепляющего кольца 14, которое заводят в выточку бандажа при его температуре не ниже 200°С. После установки укрепляющего кольца прижимной бурт бандажа обжимают и внутреннюю его поверхность протачивают до диаметра 1070-1 мм. Наличие точеного диаметра позволяет в эксплуатации определять величину износа бандажей по кругу катания без выкатки колесных пар из-под тепловоза.
Ось колесной пары из стали марки ОСЛ (ГОСТ 4728—72) выполнена полой с диаметром центрального отверстия 70 мм, диаметр шейки 160 мм, в средней части 210 мм, а в местах посадки колесных центров 235 мм. Размеры буксовых шеек, под-ступичных частей, переходных галтелей и общая длина такие же, как у оси тепловоза ТЭП60.

Рис. 100. Колесная пара:
1 — колесный центр; 2 — бандаж; 3 — привод эластичной муфты с фланцем крепления ведомой шестерни; 4 — ведомая шестерня; 5 — ось; 6 — полый вал; 7 — привод эластичной муфты; 8 — палец эластичной муфты; 9 — пробка резьбовая; 10 — заглушки; 11 — проточка для установки ведущего венца шестеренчатого насоса смазки подшипников; 12 — болт крепления ведомой шестерни тягового редуктора; 13 — палец колесного центра; 14 — кольцо укрепляющее
Центровка полых валов тэп70
СБОРКА, ПРОВЕРКА И РЕГУЛИРОВКА ТЕПЛОВОЗА ТЭП70
6.1 Общая сборка дизель-генератора 2А-9ДГ
6.1.1.1 Детали и узлы дизель-генератора 2А-9ДГ поступающие на сборку, должны удовлетворять требованиям чертежей и настоящего Руководства, должны быть чистыми, не иметь следов коррозии, забоин и заусенцев. Внутренние полости и каналы должны быть защищены пробками, щитками или заглушками.
6.1.1.2 Узлы и детали, подлежащие приёмке, должны иметь клеймо ОТК.
Читайте также: Виды привода распределительного вала
6.1.1.3 При сборке все трущиеся поверхности, а также резьбы болтов, шпилек и гаек должны быть смазаны.
Длина части болтов, винтов, шпилек, выступающая из гаек, должна быть от одной до трех ниток резьбы.
6.1.1.4 Масляные каналы деталей, полости трубопроводов водяной, масляной и топливной систем перед установкой продуваются сухим сжатым воздухом.
6.1.2.1 Штифты крепления антивибратора к коленчатому валу устанавливаются с натягом по отверстиям от 0,01 до 0,02 мм.
6.1.2.2 Прилегание плоскости шестерни к кольцу коленчатого вала должно быть плотным. Щуп толщиной 0,03 мм не должен проходить между шестерней и кольцом коленчатого вала.
Призонные болты устанавливаются с сопряжением:
Допуск радиального биения зубчатого венца шестерни относительно оси вала 0,1 мм.
6.1.2.3 Болты и штифты пластинчатой муфты устанавливаются с натягом от 0,01 до 0,02 мм.
Прилегание боковой поверхности пластинчатой муфты к коленчатому валу по краске не менее 75%.
Допускается отверстия под болты в ведущем диске муфты использовать для установки штифтов, а отверстия под штифты для болтов.
Биение пластинчатой муфты относительно оси коленчатого вала должно быть не более 0,15 мм.
6.1.2.4 При замене противовесов в случае обнаружения дефектов, вал балансируется динамически. Разрешается при замене противовесов последние подбирать по весу и размеру.
Допускаемый дисбаланс 0,05 кгм на каждую из двух сторон.
Съём корректирующей массы производится на противовесах засверловками диаметром 50 мм.
Демонтаж и монтаж противовесов коленчатого вала производятся по «Инструкции по демонтажу и монтажу противовесов коленчатого вала» приложение 23 Руководства по эксплуатации 2А-9ДГ.16РЭ.
Прилегание противовесов к щекам коленчатого вала должно быть плотным. Щуп 0,03 мм не должен закусываться.
6.1.2.5 Разбег коленчатого вала в блоке от 0,1 до 0,5 мм регулируется при помощи полуколец за счёт подбора полуколец по толщине. При этом прохождение щупа между упорным буртом 9-й коренной шейки и упорными кольцами блока по широкому участку бурта коленвала, отжатом в сторону генератора, должно быть не более 0,06 мм.
6.1.2.6 Отбойник перед посадкой на коленчатый вал нагревается до температуры 423ºК (150ºС).
6.1.2.7 Прилегание затылков вкладышей к подвескам по краске должно быть равномерным, не менее 60% на дуге, не менее 120° в вертикальной плоскости, и остальной части подвесок к постелям блока не менее 40% при затяжке болтов подвесок до отправной точки. При этом прохождение щупа 0,03 мм между постелью и вкладышем не допускается.
6.1.2.8 Вкладыши коренных и шатунных подшипников заменяются.
6.1.2.9 Величина превышения торцов вкладышей относительно разъёма контрольного приспособления (натяг) должна быть:
— для вкладышей коренных подшипников (на один вкладыш) от 0,18 до 0,22 мм;
— для вкладышей шатунных подшипников (на один вкладыш) от 0,12 до 0,16 мм.
6.1.2.10 Диаметральный зазор между шатунной, коренной шейкой и вкладышами должен быть соответственно от 0,14 до 0,27 мм и от 0,2 до 0,33 мм.
6.1.2.11 Радиальный зазор между маслоуловителем и отбойником коленчатого вала должен быть от 0,23 до 0,48 мм. Разница зазора допускается не более 0,1 мм.
6.1.2.12 3атяжка болтов подвесок производится согласно Руководству по капитальному ремонту 2А-9ДГ.34РК.
6.1.3 Лоток с распределительным механизмом.
6.1.3.1 Прилегание роликов топливных к кулакам должно быть не менее 75%. Контроль производится по краске.
6.1.3.2 Не допускается свисание торцов роликов топливных насосов относительно торцов кулаков.
6.1.3.3 При сборке допускается свисание торцов роликов относительно торцов газораспределительных кулаков.
6.1.3.4 Лоток с распределительным механизмом устанавливается на блок дизеля на старые прокладки перед установкой привода распределительного вала.
6.1.3.5 Осевой разбег распределительного вала должен быть от 0,121 до 0,6 мм.
6.1.4 Привод распределительного вала. Корпус и закрытие коленчатого вала
6.1.4.1 Прилегание зубьев шестерни привода распределительного вала должно быть по длине не менее 60% и по высоте не менее 40%.
6.1.4.2 Зазор между приводной шестернёй распределительного вала и шестернёй коленчатого вала должен быть от 0,25 до 0,5 мм.
6.1.4.3 Допускается смещение осей распределительного вала и шестерни привода распределительного вала не более 0,4 мм.
6.1.4.4 Повреждённые отверстия под штифты и болты крепления привода распределительного вала допускается увеличивать на 1 мм, с постановкой болтов и штифтов увеличенного диаметра, с сохранением допуска посадки по чертежу.
6.1.4.5 3азор в зубьях ведущего диска и червяка валоповоротного механизма должен быть от 0,4 до 1,0 мм.
6.1.5 Установка регулятора частоты вращения. Предельный выключатель
6.1.5.1 Шлицевой валик регулятора частоты вращения должен плотно заходить в шлицевую втулку привода регулятора.
После установки регулятора заедание рычажной передачи не допускается.
6.1.5.2 После установки предельного выключателя на дизель проверяется его работа согласно техническим условиям завода-изготовителя.
6.1.6 Цилиндровые комплекты
6.1.6.1 Допуск овальности цилиндровой втулки с собранной крышкой цилиндров дизеля должен быть не более 0,035 мм.
6.1.6.2 Разбег главного шатуна на оси коленчатого вала должен быть от 0,4 до 0,9 мм, а прицепного шатуна в проушинах главного от 0,3 до 0,9 мм.
6.1.6.3 Прилегание шатунных вкладышей к шапке и стержню должно быть не менее 75% площади после полной затяжки болтов. Затяжка шатунных болтов производится по инструкции завода-изготовителя.
6.1.6.4 Диаметральный зазор между диаметром направляющей части поршня и диаметром втулки должен быть от 0,36 до 0,52 мм.
6.1.6.5 Комплекты после сборки опрессовываются водой давлением 1,2 МПа (12 кГс/см 2 ) в течение 5 мин. Течь и потение не допускаются.
6.1.6.6 Затяжка гаек крепления комплектов к блоку дизеля производится после установки и закрепления выхлопных коллекторов к клапанным крышкам.
6.1.6.7 Установка опережения подачи топлива производится до установки штанг. Штанги устанавливаются в соответствии с чертежами завода-изготовителя.
6.1.7 Установка блока дизеля
6.1.7.1 Ступенчатость торцевых плоскостей блока и рамы в местах установки закрытия коленчатого вала и привода насосов допускается не более 0,8 мм.
6.1.7.2 Щуп 0,1 мм не должен проходить между плоскостью блока и поддизельной рамой при незатянутых болтах крепления блока к поддизельной раме.
6.1.7.3 Крепление блока к поддизельной раме вести равномерно с переходом от середины к краям блока дизеля.
6.1.8 Охладитель водомасляный. Охладитель наддувочного воздуха
6.1.8.1 После установки охладителей водомасляных на поддизельную раму проверяется прилегание опорных поверхностей к ней, допускается местный зазор до 0,3 мм. Сквозное прохождение щупа 0,03 мм не допускается.
6.1.8.2 Не допускается прохождение щупа 0,03 мм между фланцем кронштейна и охладителем воздуха.
6.1.9.1 Сборка и регулировка рычажного механизма производятся согласно требованиям технических условий, чертежей и инструкций завода-изготовителя.
6.1.10 Установка насосов и форсунок
6.1.10.1 Подбираются прокладки под топливные насосы, согласно величинам, выбитым на корпусах топливных насосов.
Допускается отклонение по толщине не более 0,15 мм.
При толщине прокладок до 1,5 мм устанавливается одна прокладка, а свыше 1,5 мм не более двух прокладок. При этом прокладки меньшего размера должны располагаться со стороны фланца топливного насоса.
6.1.10.2 Прилегание форсунки к конусной поверхности в крышке должно быть непрерывным по окружности пояском шириной не менее 7 мм на расстоянии не более 1 мм от наименьшего диаметра конуса.
6.1.11 Выпускной коллектор Трубопровод газовый
6.1.11.1 Допускается несоосность воздуховода турбокомпрессора и охладителя наддувочного воздуха не более 5 мм.
6.1.11.2 После установки коллектора на дизель проверяется прилегание фланцев звеньев к крышкам цилиндров в затянутом состоянии, при этом прохождение щупа 0,05 мм между крышкой и фланцем не допускается.
Читайте также: 4200 втулка вала переноса
Исправление производится шабровкой фланцев звеньев.
6.1.11.3 Осевой размер компенсаторов должен быть 145±1 мм. Смещение и перекос фланцев закреплённых компенсаторов не более 1 мм.
6.1.12.1 Вал отбора мощности должен свободно перемешаться в шлицах ступицы и втулке коленчатого вала. Проверку произвести трижды.
6.1.12.2 Осевой разбег торсионных валов водяных насосов должен быть от 1,5 до 8,0 мм.
6.1.12.3 Допускается местное неприлегание заднего корпуса привода не более 0,1 мм.
6.1.13 Трубопровод охлаждения
6.1.13.1 Коробление соединительных фланцев труб допускается не более 0,5 мм. Натяг в соединительных фланцах должен быть от 5 до 7 мм.
6.1.13.2 Перекос привалочных поверхностей фланцев водяного коллектора должен быть не более 0,5 мм. Отклонение от плоскостности не более 1,5 мм.
6.1.13.3 После сборки водяного трубопровода опрессовывается водяная система дизеля давлением 0,3 МПа (3 кГс/см 2 ) в течение 5 мин. Течь воды в соединениях не допускается.
После сборки масляный трубопровод опрессовывается давлением 1,0 МПа (10 кГс/см 2 ) в течение 5 мин. Течь и потение не допускаются.
6.1.15 Топливный трубопровод
Перед сборкой все узлы и детали трубопровода обдуваются сжатым воздухом. После сборки топливный трубопровод испытывается на герметичность прокачкой дизельного топлива давлением 0,5 МПа (5 кГс/см 2 ) в течение 5 мин. Подтекание и потение в местах соединения трубопровода не допускаются.
6.2.1 Сборка тележки производится согласно требованиям чертежей, руководства на капитальный ремонт, технологического процесса на сборку тележки ПО «Коломенский завод».
6.2.2 3аправляются буксы и кожухи тяговых редукторов смазкой.
6.2.3 При сборке тележки на стенде проверяется зазор между головками болтов муфты со стороны коллектора и рамой тележки, который должен быть не менее 40 мм.
6.2.4 Наружные поверхности тележки покрываются эмалью ПФ-115 ТУ 2312-002-36239053-97 или эмалями ХВ-113, ХВ-110 ГОСТ 18374-79, ХВ-124 ГОСТ 1044-89.
6.2.5 Подъём тележки производится одновременно за все шесть колёс, другие способы подъёма не допускаются.
6.3.1 Сборка шкворневого устройства производится с соблюдением следующих требований:
— перед сборкой поверхность прилегания шкворня к раме тепловоза покрывается грунтовкой ФЛ-ОЗК ГОСТ 9109-81;
— между поверхностями прилегания шкворня и рамы тепловоза допускаются местные зазоры не более 0,4 мм, а в районе болтов крепления — не более 0,2 мм;
— зазоры между опорными поверхностями головок болтов и гаек крепления шкворня к раме не допускаются;
— гайки крепления после затяжки раскерниваются в трёх точках;
— при запрессовке втулки в корпус пружины нанесение ударов по втулке не допускается, после запрессовки втулка стопорится с обеих сторон раскерниванием в четырёх точках;
— зазор между крышкой и корпусом при свободно прижатой к пружине крышке должен быть 2 мм;
— суммарный зазор между корпусом и упорами от 0,2 до 0,6 мм, при этом корпус должен свободно передвигаться от среднего положения в обе стороны;
— размеры от корпуса до упоров (30±1 мм) контролируются на выверенном прямом пути с суженной колеёй;
— в шкворневое устройство залить 30 л масла осевого ГОСТ 610-72;
— покрытие наружных поверхностей — эмаль ПФ-115 серая ТУ 2312-002-36239053-97.
6.4 Автосцепное устройство
6.4.1 Установка автосцепного устройства производится в соответствии с требованиями «Инструкции по ремонту и содержанию автосцепного устройства подвижного состава железных дорог».
6.5 Опуск тепловоза на тележки и установка амортизаторов
6.5.1 Перед опуском на тележку кузов выставляется на тепловозных домкратах с помощью специальных технологических тележек на прямом горизонтальном участке пути с суженной колеёй.
6.5.2 Регулировка размеров, ограничивавших отклонения кузова (40±5 и 105-5 мм), производится на прямом горизонтальном участке пути с суженной колеёй на экипированном тепловозе (2/3 массы топлива и песка) подбором прокладок, устанавливаемых под упоры. Разница в величинах размеров между правой и левой сторонами тепловоза не более 5 мм.
6.5.3 Разность размеров между упорами и корпусом шкворневого устройства (30±1 мм) с одной и другой стороны не более 2 мм.
6.5.4 После опуска тепловоза устанавливаются амортизаторы. Оси пальцев вертикальных гидроамортизаторов должны быть направлены к центру тележки. Установка горизонтальных гидроамортизаторов производится в соответствии с маркировкой «низ».
6.6 Установка дизель-генератора
6.6.1 После опуска рамы тепловоза на тележки предварительно устанавливается осевой вентилятор и центруется по фланцу диффузора.
6.6.2 Устанавливаются амортизаторы на раму тепловоза и проверяется допуск плоскостности верхних поверхностей амортизаторов по линейке, отклонение не более 0,15 мм. Выравнивание производится пластинами. Под один амортизатор допускается ставить не более четырёх пластин. Более жёсткие амортизаторы, т.е. с меньшим значением статического прогиба, устанавливаются по концам дизель-генератора.
6.6.3 Местные неприлегания амортизаторов к опорной поверхности рамы тепловоза допускается не более 0,15 мм на 1/5 периметра амортизатора.
6.6.4 При среднем ремонте СР разрешается использовать амортизаторы, удовлетворяющие следующим показателям:
— разница величин статического прогиба каждой пары амортизаторов по сторонам (правой, левой) дизель-генератора не должна превышать 0,3 мм;
— разница статического прогиба амортизаторов, входящих в один комплект не должна быть более 0,1 мм;
— отсутствие трещин, надрывов резинового слоя, отслоение резины от металла.
6.6.5 При капитальном ремонте КР амортизаторы заменяются новыми. Жёсткость амортизаторов должна соответствовать требованиям чертежей.
6.6.6 Дизель-генератор устанавливается на амортизаторы и производится предварительная центровка вала генератора с валом вентилятора с соблюдением следующих требований:
— обеспечивается размер между фланцами эластичной муфты в пределах от 175 до 181 мм;
— допустимое предельное перемещение дизель-генератора относительно амортизаторов вдоль продольной оси контролируется размером «Д» равным 50±2,5 мм (расстояние от переднего торца блока дизеля до амортизатора №4);
— производится предварительная центровка валов генератора и вентилятора стрелками, закреплёнными на фланцах муфты генератора и вентилятора. Разность размеров между стрелками в четырёх диаметрально противоположных точках должна быть не более 0,3 мм на радиусе 250 мм;
— изменение положения дизель-генератора и вентилятора в вертикальной плоскости регулируется прокладками под вентилятор и дизель-генератор;
— параллельное смещение и излом осей в горизонтальной плоскости компенсируется сдвижкой дизель-генератора и осевого вентилятора, допустимое поперечное смещение дизель-генератора относительно амортизаторов должно быть не более 7 мм;
— производится подметка резьбовых отверстий для крепления дизель-генератора в амортизаторах и снимается дизель-генератор с тепловоза.
6.6.7 Изготавливаются резьбовые отверстия в амортизаторах и закрепляются амортизаторы к раме тепловоза.
6.6.8 Дизель-генератор устанавливается на амортизаторы и производится окончательная центровка вентилятора с дизель-генератором при помощи стрелок (см.п.6.6.9).
6.6.9 По окончании центровки дизель-генератор закрепляется на раме тепловоза, и устанавливаются упоры. При установке упорных амортизаторов предварительный натяг должен быть в пределах от 0,2 до 0,35 мм. Натяги регулируются планками. Опоры вентилятора обвариваются.
6.6.10 Производится монтаж эластичной муфты вентилятора согласно п.6.11.
6.6.11 Центровка вала дизеля 2А-5Д49 с валом генератора ГС-501А-У2 производится дважды:
— первоначально — после сборки и экипировки тепловоза;
— вторично — после путевых испытаний (обкатки).
Допустимая расцентровка не более 0,15 мм. В случае исправления центровки генератора с дизелем производится повторная центровка вентилятора с дизель-генератором.
6.7 Компрессор с электродвигателем
6.7.1 Прилегание конических поверхностей полумуфты и вала электродвигателя проверяется по краске, прилегание должно быть равномерным и не менее 75 % площади.
6.7.2 Центровка электродвигателя относительно компрессора производится подбором регулировочных прокладок, устанавливаемых под лапы электродвигателя, при этом допускается:
— параллельное смешение осей валов не более 0,1 мм;
— угловое смещение (излом) осей валов не более 0,1 мм на радиусе 100 мм.
Читайте также: Сколько конусов у гребного вала
6.8.1 При снятой крыше кузова блока глушителя устанавливаются воздухоочистители и закрепляются к стенке кузова.
6.8.2 Соединяются патрубки и резиновые рукава.
6.8.3 После установки колеса проверяется зазор между кассетами и корпусом.
6.8.4 Полости подшипников жалюзи заполняются смазкой (солидолом ГОСТ 1033-79, ГОСТ 4366-76) перед установкой валов привода.
6.8.5 Жалюзи должны работать от одного привода, причём при открытии наружных жалюзи должны закрываться внутренние и наоборот.
6.8.6 По окончании монтажа в воздухоочистители заливается масло, уровень которого должен быть между верхней и нижней рисками масломерного стекла. Колесо поворачивается на один оборот для промасливания подвижных кассет.
6.9.1 Установка глушителя в нижнюю крышу производится до постановки ее на тепловоз.
6.9.2 Глушитель устанавливается на поперечные балки.
6.9.3 Производится монтаж патрубка к дизелю.
6.9.4 Несоосность осей патрубков дизеля и глушителя не более 2 мм. Разность размеров по высоте между патрубками в четырёх диаметрально противоположных точках не более 4 мм.
6.9.5 Глушитель закрепляется хомутами, устанавливается соединительный канал на асбестовых прокладках и ограждения.
6.9.6 Устанавливается блок крыши над глушителем.
6.9.7 Все резьбовые соединения глушителя смазываются графитом, марки ГС-1 ГОСТ 8295-73 смоченным водой.
6.10.1 Перед установкой мотор-вентиляторов от них отсоединяются рычаги, а после окончательной установки нагнетательного канала устанавливаются на место.
6.10.2 При выполнении такелажных работ не допускается зачаливание мотора-вентилятора за стеклопластиковый корпус.
6.10.3 Несовпадение проточных частей блока сопротивлений и нагнетательного канала допускается не более 2 мм.
6.11 Система централизованного воздухоснабжения (ЦВС)
6.11.1 Конические посадочные поверхности фланцев эластичной муфты и валов тягового генератора и вентилятора ЦВС проверяются по краске, прилегание не менее 75% площади сопряжения.
6.11.2 При установке вентилятора производится центровка фланца вентилятора и фланца диффузора, несовпадение не более 1 мм.
6.11.3 Центровка валов вентилятора и дизель-генератора производится приспособлением «стрелки», разность замеров в четырёх диаметрально противоположных точках не более 0,3 мм на радиусе 250 мм. При этом допустимая поперечная и продольная сдвижка вентилятора не более 3 мм.
6.11.4 Болты муфты затягиваются равномерно с моментом от 80 до 100 Нм (от 8 до 10 кгсм).
6.11.5 Вентилятор заправляется маслом трансмиссионным ТСп-10 (зимнее) или ТСп-14 (летнее) ГОСТ 23652-79 в количестве 35 литров, уровень масла должен находиться между двумя рисками на масломерном щупе.
6.11.6 Устанавливаются воздуховоды к электрическим агрегатам и воздухоочиститель ЦВС в сборе с блоком крыши.
6.12 Редуктор гидронасосов
6.12.1 Прилегание конических поверхностей фланца и ведущего вала редуктора должно быть равномерным и не менее 65% площади сопряжения.
6.12.2 Напрессовка фланца на ведущий вал производится следующим образом:
— технологическим болтом затягивается фланец на конус вала ключом моментом 90 Нм (9 кгсм), считая полученное положение отправной точкой;
— гидравлическим приспособлением обеспечивается дополнительное осевое перемещение фланца; линейный (осевой) натяг должен быть 1,5±0,2 мм и выдерживается за счёт проставочного кольца на ведущем валу;
— проверка установки редуктора производится стрелками, укрепленными на фланцах, разность замеров в четырёх диаметрально противоположных точках должна быть не более 0,3 мм на радиусе 150 мм. Регулировка производится прокладками под лапы редуктора, количество прокладок в одном месте не должно превышать пяти штук.
— установка валопровода производится в соответствии с его маркировкой, стрелки должны лежать в одной плоскости.
6.13.1 После монтажа трубопровод тормоза в кабинах машиниста испытывается на герметичность воздухом при этом:
— падение давления в питательной сети с 0,7 до 0,65 МПа (с 7 до 6,5 кГс/см 2 ) допускается не менее чем за 10 мин;
— падение давления в тормозной сети с 0,5 до 0,48 МПа (с 5 до 4,8 кГс/см 2 ) допускается не менее чем за 1 мин.
6.13.2 Открытием концевых кранов производится продувка тормозной сети при давлении в главных резервуарах 0,8 МПа (8 кГс/см 2 ).
6.14.1 Монтаж привода скоростемера производится с соблюдением следующих требований:
— центровка промежуточных редукторов производится прокладками, установленными под корпус редуктора, при этом смещение и излом осей валиков не более 0,3 мм;
— система валов, при отсоединённом от червячного редуктора телескопическом вале должна свободно вращаться от усилия руки.
6.15.1 Трубы перед постановкой на место обстукиваются и продуваются сжатым воздухом давлением не менее 0,3 МПа (3 кГс/см 2 ).
6.15.2 Трубы должны быть надежно укреплены в поддержках и хомутах, допускается подгибка труб по месту.
6.15.3 Уплотнение резьбовых соединений производится шпагатом ШЛ 2,5 ГОСТ 17308-88 на герметике У-ЗОМ ГОСТ 13489-79.
6.15.4 Плоскость среза концевого резинотканевого шланга должна быть параллельна головке рельса, и отстоять от него в интервале от 50 до 60 мм, а продольная ось концевого шланга должна лежать в плоскости круга катания бандажей.
6.15.5 Питательный воздухопровод проверяется на герметичность при испытании всей воздушной системы тепловоза воздухом рабочего давления.
6.15.6 Регулируются форсунки песочниц на расход песка от 1 до 1,5 кг/мин.
6.16.1 После монтажа калорифера проверяется его работа в двух режимах:
6.16.2 Резиновые прокладки под опоры калорифера приклеиваются к угольникам каркаса клеем 88-НПМ ТУ 2242-007-39998138-96.
6.16.3 Запас проводов к электродвигателю должен быть не менее 1 м для обеспечения возможности ремонта электродвигателя вне пульта.
6.17.1 Стеклоочиститель должен работать плавно без заеданий при давлении воздуха в системе от 0,5 до 0,8 МПа (от 5 до 8 кГс/см 2 ).
6.17.2 Неприлегание щётки стеклоочистителя в среднем положении к стеклу не допускается.
6.17.3 Бачок заполняется водой. Регулируется подача воды в зону очистки стекла при давлении воздуха в системе 0,25±0,05 МПа (2,5±0,5 кГс/см 2 ).
6.18 Установка газового пожаротушения
6.18.1 Перед постановкой трубы продуваются воздухом давлением 0,3 МПа (3 кГс/см 2 ), все элементы резьбовых соединений плотно затягиваются.
6.18.2 Тросы ручного пуска покрываются солидолом.
6.18.3 После сборки тепловоза снимается замок с пускового рычага и в него вворачивается винт, поступающий с огнетушителем.
6.18.4 Провисание цепочки от отключателя до рычага допускается не более 14 мм, регулировка производится изменением количества звеньев.
6.19 Установка воздухопенного пожаротушения
6.19.1 Монтаж установки выполняется согласно чертежу.
6.19.2 После монтажа трубопровод воздухопенного пожаротушения испытывается воздухом на герметичность при проверке тормозного трубопровода на тепловозе.
6.19.3 После монтажа установки производится заполнение резервуара 6% водным раствором пенообразователя, допускается поочерёдное заполнение резервуара: сначала водой (260 л), затем пенообразователем, затем производится опробование действия установки с каждого поста в течение 5 сек. Из генератора должна выходить сплошная струя пены.
6.19.4 После испытания установки производится дозаправка резервуара, проверяется щупом уровень жидкости. Уровень жидкости меньше нижней риски не допускается. Система продувается сжатым воздухом.
6.20.1 При монтаже ручного тормоза регулируется свободный ход системы привода, который должен быть в пределах от 50 до 90 мм подъёма гайки привода. 3убчатая передача должна работать плавно без заеданий и заклиниваний. Осевое перемещение вала привода не более 1,5 мм.
6.21 Рычажная передача тормоза
6.21.1 Производится регулировка рычажной передачи на собранном тепловозе по инструкции ТЭП70.40-01И. При этом размер от оси шарниров крепления тормозного цилиндра и шарнира крепления штока с балансиром при отпущенном тормозе должен быть в пределах от 340 до 365 мм, выход штока тормозного цилиндра регулируется согласно требованиям «Инструкции по техническому обслуживанию, ремонту и испытанию тормозного оборудования локомотивов и моторвагонного подвижного состава».
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала