

Насосы или насосные агрегаты, как правило, в качестве привода компонуются электродвигателем или ДВС (двигателем внутреннего сгорания, дизелем), реже – турбиной с редуктором. Валы насоса и двигателя вращаются вокруг собственных осей, называемых центрами вращения. Центры вращения – прямые линии, которые, применительно к валам насоса и двигателя, могут совпадать между собой – и в этом случае говорят о соосности валов, или же не совпадать – и в данном случае имеет место расцентровка валов.
Центровка насосов или центровка насосного агрегата – комплекс технических мероприятий, направленных на достижение соосности валов насоса и двигателя в пределах установленных допусков. Центровка насоса с электродвигателем проводится с целью достижения оптимальных эксплуатационных показателей и энергопотребления, уменьшения динамических вибраций, предупреждения аварийных отказов, и, как следствие, снижения затрат на ремонт и переход от планово-предупредительного обслуживания насосного агрегата к обслуживанию по состоянию.
При центровке валов насоса и двигателя определяют стационарную и подвижную машины: как правило, в качестве стационарной машины принимают насос, а в качестве подвижной – электродвигатель. Центр вращения насоса принимают за опорную «нулевую» линию, относительно которой определяют параллельную и угловую несоосность валов.

- Параллельная несоосность – случай, когда центры вращения валов насоса и двигателя находятся в параллельных плоскостях, расположенных на некотором расстоянии друг от друга. Расстояние между этими плоскостями (в мм) и есть величина параллельной несоосности.
- В случае угловой несоосности (или раскрытия полумуфт, излом) – центры вращения валов насоса и двигателя расположены под некоторым углом друг к другу, оценить который можно, произведя замеры смещения вала двигателя в двух плоскостях, перпендикулярных линии опорного вала (вала насоса) и расположенных на расстоянии L друг от друга. Абсолютная сумма этих смещений, деленная на L и выраженная в [мм/100 мм] и есть величина углового раскрытия (фактически, угловая несоосность – это 100 х tgα; где α – угол между валами в измеряемой плоскости).
На практике, в большинстве случаев, одновременно наблюдается и параллельная и угловая несоосность. Несоосность же в целом является причиной повышенной вибрации, перегрева муфтовых соединений, преждевременного износа подшипников и уплотнений, и, в конечном итоге приводит к аварийному останову оборудования.
Среди основных факторов, вызывающих несоосность валов, необходимо отметить следующие:
- влияние трубной обвязки;
- неправильное соединение муфт с нарушением требованиями по зазору и смазке;
- неровности поверхностей сопряжения (фундамента, корпуса, станины, лап и болтов);
- биения свободного конца вала;
- тепловые расширения узлов насосного агрегата при выходе в рабочий режим;
- всплытие вала на масляном клине (в случае подшипников скольжения);
- наличие «мягкой лапы»;
- нарушение геометрии и выверки (прямолинейности, плоскостности, параллельности, перпендикулярности).
Особо отметим, что требования к несоосности валов тем жестче, чем больше скорость вращения вала. Это наглядно видно из таблицы допусков, приведенной ниже:
Центровка валов электродвигателей и рабочих машин
Видео:Основы центровки валовСкачать

1. Непосредственное соединение при помощи муфты
Центровка валов электродвигателей и соединенных с ним рабочих машин непосредственно влияет на техническое состояние как электродвигателей, так и самих машин. Параллельное смещение осей валов электродвигателей и рабочих машин вызывает деформацию упругих элементов соединительных муфт, пульсацию передаваемых моментов, а также радиальные усилия, передаваемые на подшипники. Угловое смещение осей валов вызывает значительно меньшие пульсации скорости валов, чем их параллельное смещение. Как и параллельное, угловое смещение наиболее опасно при жестком соединении валов. Неправильная центровка валов электродвигателей и рабочих машин в некоторых случаях приводит к возникновению пульсаций токов и моментов.
Центровка электродвигателя относительно вала вращаемой им машины является одной из наиболее ответственных и трудоемких операций при монтаже.
Чтобы обеспечить нормальную работу центрируемых валов и правильное распределение нагрузок между подшипниками при непосредственном соединении электродвигателя с рабочей машиной (при помощи муфты), валы соединяемых машин должны быть установлены в такое положение, при котором торцевые поверхности полумуфт в горизонтальной и вертикальной плоскостях будут параллельны, а оси валов будут располагаться на одной линии. Практически бывает трудно добиться строгой параллельности плоскостей полумуфт, поэтому валы приходиться соединять при некоторой несоосности их. Величина несоосности зависит от типа применяемых полумуфт. При правильном (соосном) соединении электродвигателя и механизма они работают спокойно, без вибрации.
Путем перемещения двигателя на небольшие расстояния в горизонтальной и вертикальной плоскостях добиваются такого взаимного положения валов двигателя и рабочей машины, при котором величины зазоров между полумуфтами будут равны. Центровка производится в два приема: предварительная и окончательная. При предварительной центровке стальную линейку или стальной угольник прикладывают к образующим обеих полумуфт и проверяют, есть ли зазор между ребром линейки и полумуфтами.
Читайте также: Гибкие валы для моторов
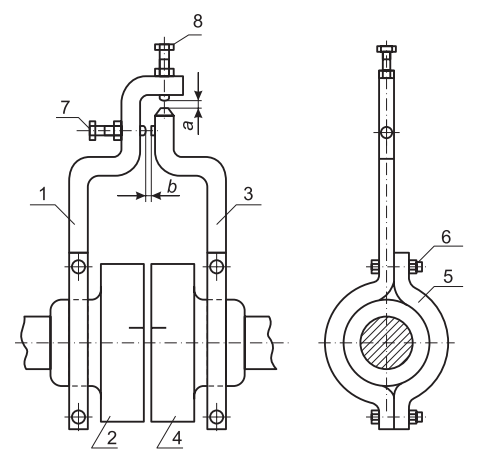
Рис. 1. Центровочные скобы: 1 — наружная скоба; 2 — полумуфта; 3 — внутренняя скоба; 4 — электродвигатель; 5 —хомут; 6, 7, 8 — болты
Такую проверку выполняют в четырех местах: вверху, внизу и в двух боковых направлениях. Если зазор есть, то под лапы электродвигателя подкладывают прокладки толщиной 0,5—0,8 мм. При этом число тонких прокладок не должно превышать 3—4 штук, так как при большем числе прокладок может нарушиться центровка. Если по условиям центровки прокладок оказывается больше, то их необходимо заменить общей прокладкой большей толщины.
Окончательную центровку проводят при помощи одной пары центровочных скоб (рис. 1). Наружная скоба 1 закрепляется на полумуфте 2 рабочей машины, а внутренняя скоба 3 — на полумуфте электродвигателя 4.
Скобы крепятся на полумуфтах при помощи хомутов 5 и болтов 6. В процессе центровки измеряют радиальные a и осевые b зазоры при помощи щупов, индикаторов или микрометров. При этом индикатор или микрометрическую головку устанавливают на место болтов 7 и 8.
Существуют и другие типы скоб для центровки электродвигателя с механизмом; некоторые из них изображены на рис. 2 и 3.
Центровочные скобы устанавливают друг против друга при совпадении маркировочных пометок (рисок) на полумуфтах, поставленных во время спаренной обработки полумуфт на станке или нанесенных перед рассоединением их в начале ремонта. Пометки лучше всего ставить зубилом.
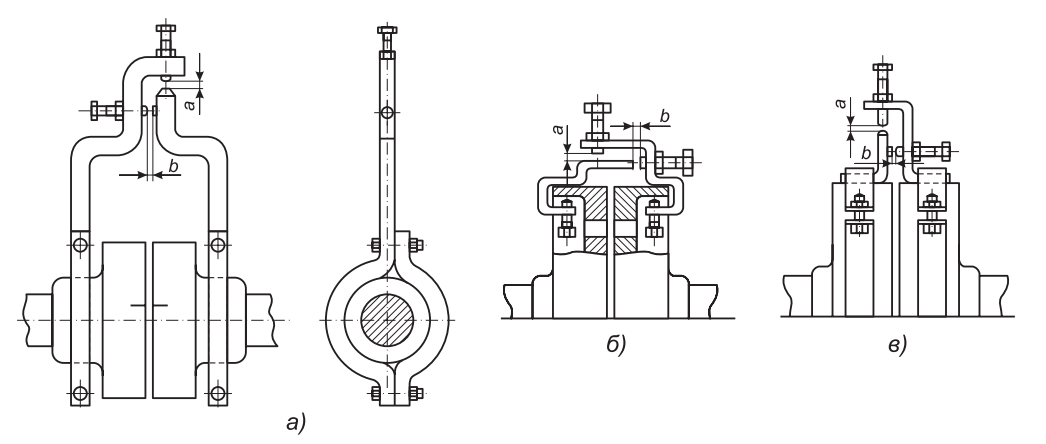

Рис. 2. Скобы для центровки полумуфт: а — центровочные скобы; б — центровочные приспособления; в — центровочные приспособления с хомутами
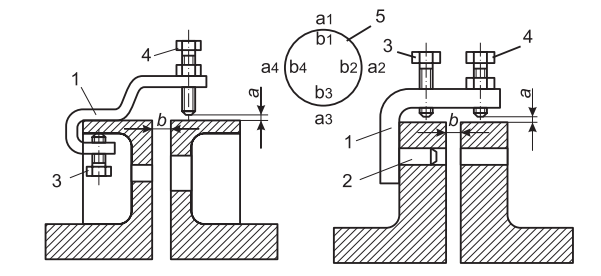
Рис. 3. Скобы для центровки электродвигателя с механизмом: 1 — скоба; 2 — палец; 3 — прижимной или стопорный болт; 4 — болт для замера зазора; 5 — рекомендуемая форма записи значений зазоров
Посредством винтов устанавливают зазоры по окружности и торцу в пределах 1—2 мм, проверяя отсутствие задевания скоб друг за друга при одновременном проворачивании обеих валов на 360° в направлении вращения электродвигателя. Для измерения зазоров по окружности и торцу оба вала одновременно поворачивают от исходного верхнего положения на 90, 180 и 270°. При каждом из этих положений пластинки щупа должны входить с легким усилием, одинаковым во всех замерах.
При помощи щупа измеряют радиальный зазор a между болтом скобы и полумуфтой и аксиальный зазор b между торцами полумуфт (рис. 3).
Затем поворачивают оба ротора относительно первоначального положения на 90, 180 и 270° и в каждом из этих положений замеряют зазоры a и b. Значения радиальных зазоров записывают вне окружности, аксиальных — внутри окружности, как указано на рис. 3.
Если при проворачивании валов радиальные зазоры a остаются неизменными, а аксиальные зазоры b меняются, то значит, что центры валов совпадают, но оси валов расположены одна к другой под некоторым углом (рис. 4а).
При параллельности валов двигателя и рабочей машины и наличии между ними сдвига (рис. 4б) аксиальные зазоры b при проворачивании валов остаются неизменными, а радиальные зазоры a изменяются.
Наконец, при сдвиге центров валов и расположении осей валов под углом (рис. 4в) будут меняться величины как аксиальных зазоров b, так и радиальных зазоров a.
В заключение валы устанавливают в первоначальное положение (скоба вверху) и вновь замеряют зазор a, который должен совпасть с тем же зазором, замеренным в начале проверки.
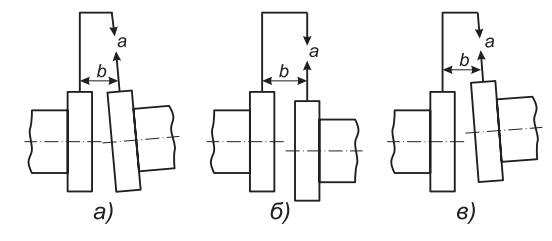
Рис. 4. Центровка валов при помощи одной пары скоб: а — центры валов совпадают, но оси расположены под углом; б — валы параллельны, но между ними имеется сдвиг; в — центры валов сдвинуты, а их оси расположены под углом
Отличие в результатах замера зазоров в начале и в конце проверки более чем на 0,02 мм недопустимо и свидетельствует о недостаточно жестком креплении скобы или о смещении валов в осевом направлении. В этом случае скобу следует укрепить более надежно и замер зазоров повторить. Для исключения ошибок от осевого смещения валов при первом замере и после каждого проворачивания необходимо при помощи лома или другим способом подавать валы друг к другу до упора.
Читайте также: Подшипник первичного вала 2108 номер
Точность центровки определяется сравнением зазоров замеренных в противоположных точках полумуфт. Разность значений этих зазоров (a1 – a3; a2 – a4; b1 – b3; b2 – b4) должна быть не более указанной в табл. 1.1.
Таблица 1.1. Допустимая разность зазоров
Допустимая разница в значениях зазоров, мм, при частоте вращения, об/мин
Полужесткая или с полужесткими пальцами
Примечание. Меньшая разница в значениях зазоров относится к аксиальным зазорам, а большая — к радиальным.
Расцентровка в горизонтальной плоскости (большая разница в зазорах a2 и a4; b2 и b4) устраняется перемещением по горизонтали корпуса электродвигателя. Расцентровка в вертикальной плоскости (большая разница в зазорах a1 – a3; b1 – b3) устраняется путем изменения толщины подкладок под лапами электродвигателя. Для точной центровки применяется стальная фольга. Количество прокладок должно быть минимальным, так как при большом числе прокладок центровка со временем может нарушиться. Несколько тонких подкладок заменяйте на одну более толстую. Несколько более толстых — на одну еще более толстую. Обязательное условие центровки — после каждого изменения толщины подкладок производите полную затяжку крепежных болтов электродвигателя. Неполная или некачественная затяжка болтов, крепящих двигатель к фундаменту или к монтажной раме, дает неправильную картину изменения зазоров в процессе регулировки.
Хаотичная регулировка зазоров требует очень много времени и сил. Для более быстрого процесса регулировки необходима определенная последовательность в операциях по устранению зазоров.
Первое, что нужно сделать — установить валы параллельно в вертикальной плоскости (соблюдается равенство зазоров b1 = b3), подкладывая подкладки под передние лапы электродвигателя или удаляя их из-под задних лап. Когда равенство зазоров b1 и b3 установлено, проверяете вертикальное смещение валов электродвигателя и приводного механизма (разность зазоров a1 – a3). Если a1 больше a3, вал электродвигателя расположен ниже вала приводного механизма, если же a1 меньше a3 — электродвигатель поднят выше нормы. Разность зазоров a1 – a3 дает толщину подкладки, которую необходимо подложить под передние и задние лапы электродвигателя или, наоборот, удалить (толщину подкладок замеряйте микрометром). Затем снова проверьте допустимую разницу зазоров a1 – a3 и b1 – b3.
Если она находится в пределах нормы, приступайте к регулировке в горизонтальной плоскости. Регулировка производится смещением корпуса двигателя вправо или влево. В заключение еще раз проверьте точность центровки, сравнивая разность значений зазоров (a1 – a3; a2 – a4; b1 – b3; b2 – b4).
Видео:ОТВЕТЫ НА ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ: центровка валов насосных агрегатовСкачать

2. Соединение клиноременной передачей
В механических приводах ременные передачи могут служить как для увеличения вращающего момента на приводном валу, так и для увеличения скорости вращения. Клиновидные ремни имеют лучшее сцепление со шкивом и относительно малое скольжение по сравнению с плоскими
ремнями; благодаря этому можно осуществлять передачи с большим (до 10) передаточным числом.
При выборе минимального межосевого расстояния принимают
Видео:Как правильно сделать центровку валов | Соосность | ВыравниваниеСкачать

Центрование вала насоса с электродвигателем (или мотор-редуктором).
Опыт некоторых специалистов нашей компании в области насосного оборудования исчисляется десятками лет. Мы решили, опираясь на этот опыт, привести статистику, какой же главный фактор больше всего влияет на преждевременный выход из строя насоса. Оказалось, что насосы, которые работают от сжатого воздуха (без электродвигателя) в 99.9% случаев без проблем отрабатывают заявленный производителем ресурс, а часто значительно преодолевают его. Совсем по-другому обстоят дела с насосами, которые поставляются с электродвигателями. Особенно велик риск преждевременной поломки, когда насосная часть поставляется отдельно, а агрегатированием занимается непосредственно Покупатель своими силами, либо с помощью сторонней компании. При чем больше всего процент преждевременного отказа на центробежных насосах, поставленных без мотор-редуктора и шестеренных насосов внешнего зацепления, которые работают без редуктора на высоких скоростях. Самая стандартная картина выглядит следующим образом:
Поставка насосной части без двигателя «по шильдику». Предыдущий такой же насос (одного производителя и той же модели) отработал без проблем в течение нескольких лет. Через 1-2 месяца после установки нового насоса — звонок от Покупателя: «Насос протекает». Наш сервисный инженер выезжает на объект. Запускают насос и картина примерно такая: насос вибрирует, отклонение вала по осям (вертикальной и горизонтальной) видно невооруженным глазом.
Читайте также: Гайки вала кпп приора

На вопрос, каким способом осуществлялась центровка вала, в большинстве случаев «На глаз, по линейке» или «Какая центровка? Насосы одинаковые, на то же место встал». При этом скорость вращения вала электродвигателя в некоторых случаях 3000 об/мин. Снимаем муфту, разбираем насос. Осматриваем торцевое уплотнение и видим это:

Не удивительно, что насос стал протекать. Следующий вопрос по рекламации. Как говорится «За чей счет банкет, Господа? ?». Мы являемся максимально клиентоориентированной компанией. Никогда не просим Покупателя оплатить транспортные расходы, проживание в гостинице и работу нашего специалиста по выявлению причины неисправности насоса, который мы поставили, и наши постоянные Покупатели об этом знают. Если расстояние слишком большое (мы часто работаем с Владивостоком и Сахалином), то стараемся решить вопрос дистанционно. С помощью skype, пересылки видео, фото и т.д. Но также стоит отметить, что Производитель не берет на себя расходы по ремонту насоса у которого была нарушена центровка вала. Чтобы избежать подобной неприятной ситуации, при покупке насоса мы предлагаем бесплатно произвести центровку вала c Вашим электродвигателем или мотор-редуктором, либо поставить насос в сборе. Особенно это касается насосов, которые работают на высоких скоростях. Если насос работает через редуктор на низких скоростях, то последствия неправильной центровки проявятся позже. Может через год или два, но обязательно проявятся…
Случай из практики. Поставили Очень надежный и, соответственно, дорогой насос компании, которая занимается перекачкой мазута. Насос работал на скоростях порядка 150 об/мин. Стоит отметить, что максимальная скорость вращения для этого насоса порядка 600 об/мин. Т.е. насос работал в очень комфортных для себя условиях, поставлялся агрегатированный производителем. Примерно через 3 месяца после установки звонок от Покупателя. «Насос течет и развалил бетонное основание». Мы поставили в Россию больше сотни таких насосов и не было ни единого замечания по их работе. Экстренно выезжаем к заказчику и видим картину…Патрубки насоса приварены (!) к трубопроводу. Фундамент разбит и насос висит на этих патрубках. Оказывается, система трубопровода располагалась таким образом, что насос было сложно установить, и было принято решение ломом (!) подтянуть трубы к патрубкам насоса, и т.к. прикручивать их в таком положении было неудобно, их «прихватили» сваркой ?. Ну а потом, для большей надежности, обварили по кругу…
Возвращаясь к теме центровки вала, хотелось бы привести примеры допусков в кулачковом насосе, который работает на относительно низких оборотах:

Как видите, допуски достаточно серьезные и «на глаз» или «по линейке» правильно отцентровать насос вряд ли получится. Стоит отметить, что в настоящее время приборостроение в области центровки валов очень продвинулось. Сейчас без труда можно приобрести или взять в аренду очень точные лазерные приборы для выверки соосности валов. Очень рекомендуем их к приобретению. Дело в том, что даже корректно отцентрованный вал может со временем «сместиться» и выйти за пределы допусков. Стоимость такого прибора легко окупится средствами, сэкономленными на покупке торцевых уплотнений, не говоря уже о более серьезном ремонте насоса. Мы рекомендуем проверять соосность вала не реже 1 раза в 6 месяцев или немедленно, если появились отклонения от нормальной работы насоса (вибрация, посторонние звуки и т.д.).
Еще, на что стоит обратить внимание – это опора насосного агрегата (плита, фундамент, рама). Если она «кривая», неустойчивая, не достаточно жесткая, то правильно отцентровать вал не получится даже самым точным прибором. Точнее отцентровать получится, но толку от этого не будет.
Обобщим всё вышесказанное. Чтобы насос не создавал проблем при эксплуатации, необходимо соблюсти ряд условий для его корректной работы. Одним из наиболее Важных параметров – это правильная центровка вала насоса и электродвигателя. Чем выше обороты на валу насоса, тем более точной должна быть центровка вала. Центровку вала необходимо производить с помощью специальных приборов. По нашему мнению, лучше остановить выбор на лазерных системах. Также необходимо проверить, насколько устойчиво основание насосного агрегата. Оно должно быть устойчивым, достаточно жестким и не вибрировать при работе насоса. Если провести центровку вала самостоятельно не представляется возможным, то обратитесь к проверенным специалистам.
Москва,
проспект Андропова, 22, оф. 1815
Санкт-Петербург,
Новочеркасский пр-т, 58, оф. 511
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала
💥 Видео
Как выставить соосность вала, и устранить эффект мягкой лапы.Скачать

Лазерная центровка валов, полумуфт.Скачать
Ремонт электродвигателей Центровка электродвигателей часовыми индикаторамиСкачать
Устранения вибрации электродвигателяСкачать
Центровка. Электродвигатель и насосСкачать
Ремонт насосов Биение валов и муфт Центровка валовСкачать
Центровка центробежных насосов типа-ДСкачать
Соединение электродвигателя и насосаСкачать
Особенности центровки валов насосных агрегатов с установленной упругой пластинчатой муфтойСкачать
Выставить соосность при помощи проволоки? Показываем, как это сделать подручными средствами.Скачать
ВИБРАЦИЯ ЭЛЕКТРОДВИГАТЕЛЯ ИЗ-ЗА НЕПРАВИЛЬНОЙ ЦЕНТРОВКИ. ОСНОВНЫЕ ПРАВИЛА ЦЕНТРОВКИ.Скачать
Люфт в муфтовом соединении Центровка валовСкачать
Центровка валов. Приборы для центровки валов. Для чего нужна центровка валов?Скачать
Центровка учебное пособие курса ТОР-101 (Балтех)Скачать
Центровка насосаСкачать
Ремонт насосов, ремонт электродвигателей Предварительная центровкаСкачать
Вебинар на тему "5 ошибок при центровке или как получить максимальную выгоду от проведенных работ"Скачать
















