
Как известно, валы электродвигателя и основного механизма соединяют муфтами. Непременным условием такого соединения является соосность валов, т. е. совпадение их осей. При отсутствии соосности нарушается нормальная работа агрегата, в результате чего появляется вибрация, вызывающая ускоренный износ подшипников и полумуфт. Несоосность валов и повышенная вибрация часто являются причиной поломок и аварийных остановов оборудования. Операцию по приведению валов в соосное состояние называют центровкой.
Смещения соединяемых валов могут быть трех видов: продольное, поперечное и угловое. У каждой пары соединяемых валов обычно имеются все три вида смещений, так как с абсолютной точностью отцентровать валы невозможно. Центровку считают выполненной, если отклонения валов от правильного положения находятся в пределах норм, установленных сборочными чертежами или техническими условиями на сборку агрегата.
Для сборки и установки механизмов существуют общие правила: вначале по чертежу устанавливают основной (приводимый) механизм, а затем – электродвигатель. Вал электродвигателя прицентровывают к валу основного механизма. Если между основным механизмом и электродвигателем имеются зубчатый привод и редуктор, привод прицентровывают к основному механизму, редуктор – к приводу, а электродвигатель – к редуктору. Соосности валов при центровке добиваются во всех случаях, изменяя положение прицентровываемого механизма, а не ранее установленного.
До начала центровки должны быть закончены ремонтные работы по основному механизму и электродвигателю и проверено состояние узлов агрегата. Болты крепления фундаментной рамы и подшипников должны быть прочно затянуты.
Валы механизма и электродвигателя центрируют обычно по полумуфтам в следующей последовательности: предварительно выверяют ось вала электродвигателя по оси вала механизма; устанавливают центровочные скобы на полумуфты и скобы с отжимными болтами на фундаментную раму электродвигателя; окончательно центрируют вал электродвигателя относительно вала механизма по диаграмме центровки и также по диаграмме производят контрольную проверку центровки валов.
Электродвигатель устанавливают на фундаментную раму таким образом, чтобы было выдержано осевое расстояние между полумуфтами, предусмотренное чертежом. Перед замером этого расстояния роторы электродвигателя и механизма сдвигают друг к другу до упора. Если специальных указаний не имеется, расстояние между полумуфтами при сдвинутых роторах – не менее 4 мм для небольших агрегатов и не менее 8 мм – для больших.
Линейкой и клиновым щупом предварительно выверяют ось вала электродвигателя по оси вала механизма. Вначале накладывают линейку на верхние образующие полумуфт (рис. 3.11, а) и проверяют совпадение осей валов в вертикальной плоскости. Оси валов совпадают, если линейка прилегает к обеим полумуфтам без просвета.
Чтобы оси валов совпали по вертикали, поднимают вверх или опускают вниз электродвигатель, подкладывая стальные прокладки под его лапы. Достигнув совпадения осей валов по вертикали, проверяют клиновым щупом горизонтальность вала электродвигателя. Для этого заводят щуп в зазор между полумуфтами сверху и снизу (рис. 3.11, б). Неравенство зазоров свидетельствует о негоризонтальности вала электродвигателя. Горизонтальности добиваются, устанавливая подкладки под соответствующие лапы электродвигателя или снимая их. При этом стараются не нарушить ранее достигнутую выверку валов по высоте.
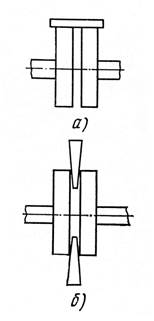
Рис. 3.11. Предварительная выверка осей валов по вертикали линейкой (а), по горизонтали – клиновым щупом (б).
После достижения горизонтальности вала электродвигателя проверяют совпадение осей валов в горизонтальной плоскости, прикладывая к боковым образующим полумуфт линейку. Одновременно клиновым щупом проверяют зазоры между полумуфтами и выравнивают электродвигатель в горизонтальной плоскости.
Окончив предварительную выверку, поворачивают валы в положение, при котором риски на полумуфтах совпадут. На полумуфты устанавливают центровочные скобы (рис. 3.12, а), а на фундаментную раму электродвигателя – скобы с отжимными болтами (рис. 3.12, б).Между центровочными скобами винтами устанавливают зазоры в пределах 1–2 мм. Чтобы убедиться, что скобы не будут задевать друг друга, оба вала одновременно поворачивают на один оборот.
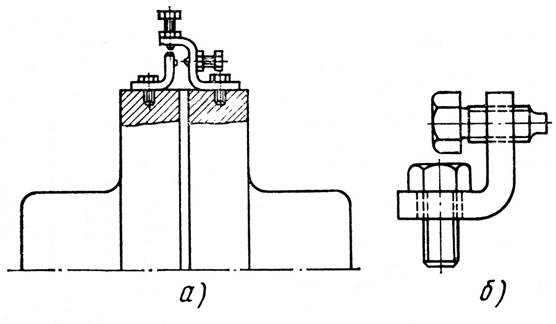
Рис. 3.12. Приспособления для центрирования валов:
а – центровочные скобы, б – скоба с отжимными болтами
При окончательной центровке поворачивают обе полумуфты в положении I, II, III и IV (рис. 3.13, а) и в каждом из них замеряют пластинчатым щупом радиальные и торцевые (осевые) зазоры между центровочными скобами. Размеры зазоров записывают на круговой диаграмме (рис. 3.13, б), где отмечают соответствующие положения. Радиальные зазоры а1 – а4 обычно записывают снаружи окружности, а торцевые Т1 – Т4 – внутри.
При проверке центровки по скобам вращают полумуфты в одну сторону. В каждом положении перед замером зазоров сближают полумуфты до предела и затягивают все фундаментные болты электродвигателя. Центровку по круговой диаграмме ведут до тех пор, пока не будут одинаково расположены на одном диаметре радиальные зазоры и соответствующие им торцевые.
Для частот вращения вала 1500; 750; 500 об/мин допустимая разница диаметрально противоположных зазоров между центровочными скобами составляет 0,07–0,11; 0,1–0,12; 0,15–0,2 мм соответственно.
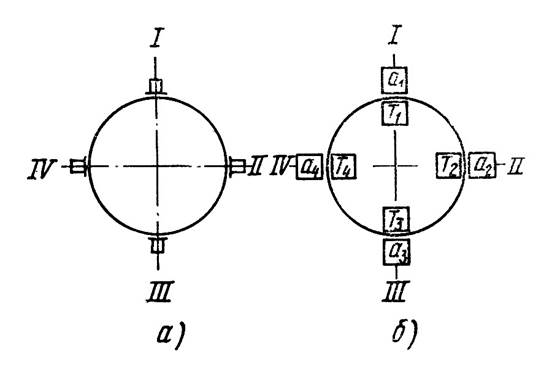
Рис. 3.13. Центрирование осей валов по круговой диаграмме:
а – положение полумуфт, при котором замеряют зазоры между центровочными скобами, б – круговая диаграмма
Читайте также: Шланги для компрессоров шланг 16 мм внутренний диаметр
Для получения равенства зазоров между центровочными скобами в диаметрально противоположных положениях осторожно перемещают электродвигатель в горизонтальной плоскости отжимными болтами, а по высоте – рычагами или домкратами. При этом уменьшают или увеличивают общую толщину прокладок под соответствующими лапами электродвигателя. Нельзя перемещать электродвигатель ударами кувалды. После каждого перемещения привода туго затягивают болты, которыми электродвигатель крепится к фундаментной раме.
Контрольную проверку правильности замеров при центровке выполняют в положении I после поворота полумуфт на 360°. При повторном измерении зазоры в положении I должны быть равны зазорам, полученным при первоначальном измерении в этом же положении.
Для ускорения центровки валов применяются также центровочные скобы с микрометрическими винтами и клиновые домкраты.
Центровочные скобы с микрометрическими винтами показаны на рис. 3.14. К концу 1 вала хомутом 3 крепится штатив 2 с кронштейном 4 и микрометрическим винтом 5. На конце 10 вала закрепляется штатив 8 с кронштейном и микрометрическим винтом 7.Микрометрические винты 5 и 7 служат для измерения радиальных и осевых зазоров соответственно.

Рис. 3.14. Центровочные скобы с микрометрическими винтами для центрирования валов:
5, 7 – микрометрические винты
Зазоры измеряют так же, как и при обычной центровке. При совместном вращении обеих полумуфт (или валов) в четырех положениях замеряют зазоры с помощью микрометрических винтов, возвращая каждый раз винт в первоначальное положение. Использование микрометрических винтов повышает точность замеров и ускоряет центровку.
Перемещение тяжелых электродвигателей при центровке в вертикальной плоскости производят клиновыми домкратами (рис. 3.15), которые устанавливают между фундаментом (фундаментной рамой) и электродвигателем. Домкрат состоит из корпуса 4,винта 3,верхнего 2 и нижнего 1 клиньев. Домкрат заводится под электродвигатель клиновой частью и при вращении винта клин 1 приподнимает клин 2,поджимающий электродвигатель.
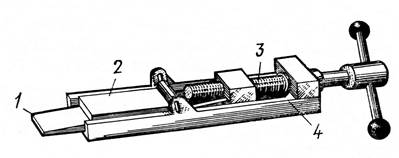
Рис. 3.15. Клиновой домкрат для центрирования валов:
1, 2 – нижний и верхний клинья, 3 – винт, 4 – корпус
- Центровка
- Центровка вращающихся механизмов
- Центровка агрегата
- Требования к соединительным муфтам
- Горизонтальность установки валов
- Приспособления для контроля центровки
- Методика центровки агрегата
- Факторы, влияющие на центровку агрегата
- Каусов М. А. , Центровка вращающихся механизмов
- Коментарии
- Оставить комментарий
- Тематические закладки (теги)
- 🔥 Видео
Видео:Основы центровки валовСкачать

Центровка
Вращающиеся детали имеют центр вращения в виде прямой линии — оси вращения. Для работы механизмов соединяемые детали (например, вал двигателя и вал редуктора) должны находиться на единой оси вращения. В этом случае принято говорить о соосности. Если оси вращения деталей не совпадают, то говорят о несоосности, и это проблема, которую нужно решать центровкой валов.

Несоосность — это отклонение центров вращения соединяемых деталей от единой оси вращения.
Параллельная. Подразумевается, что оси вращения находятся на одинаковом расстоянии друг от друга по всей длине вращающихся деталей.
Угловая. Оси вращения находятся под углом друг к другу.
Реальная. На практике валы имеют несоосность, состоящую одновременно из параллельной и угловой.
Решается проблема несоосности центровкой валов.
Центровкой называется принудительное пространственное смещение осей вращающихся соединяемых деталей до совмещения с единой осью вращения. При центровке оборудования один центрируемый агрегат принимают за неподвижный (как правило, более массивный и габаритный), а второй — за подвижный. Перемещением подвижного агрегата и добиваются совпадения осей вращения. Центровка полумуфт (гибких и зубчатых) также должна производиться, несмотря на их способность компенсировать осевое смещение валов.
Горизонтальная. Смещение подвижной детали (агрегата) в горизонтальной плоскости до совпадения осей вращения.
Вертикальная. Смещение подвижной детали (агрегата) в вертикальной плоскости до совпадения осей вращения. Выполняется подставкой калиброванных пластин под опорные лапы оборудования.
После горизонтальной и вертикальной центровки несоосность должна находиться в пределах допуска, тогда агрегаты могут работать в проектном, штатном режиме.
Проблемы, решаемые центровкой:
Вибрация. Несоосность приводит к неравномерному распределению вращающихся масс, как следствие — к вибрации. Вибрация — это колебания точки в пространстве, эксплуатация во внештатном режиме, потеря мощности, преждевременный выход из строя оборудования.
Потери мощности. При отсутствии центровки в месте соединения возникают усилия трения, а это приводит к потере полезной передаваемой мощности.
Дополнительная нагрузка на опорные узлы — подшипники, сальники, шарнирные соединения, полумуфты. Игнорирование центровки полумуфт сокращает срок их службы, увеличивает частоту и стоимость техобслуживания.
Падение производительности. Несоосность оборудования вынуждает эксплуатировать его в режимах, ниже расчетных эксплуатационных. Потери от простоя оборудования из-за поломки по причине несоосности на порядок выше затрат на центровку.
Падение качества продукции. Вибрация, эксплуатация во внештатных режимах не позволяют строго выдерживать технологический процесс, а это приводит к потере качества.
Центровка валов позволяет сократить потребление электроэнергии до 15 %.
- С помощью линейки. Достаточно грубая центровка. Допускается в малоответственных соединениях. Для угловой центровки дополнительно применяются щупы и конусные калибры.
- Радиально-осевой метод. Метод с использованием индикаторов часового типа. Применяется чаще, особенно эффективен для полумуфт большого диаметра. Метод длительный, т.к. последовательно проводятся параллельная и угловая центровки.
- Метод обратных индикаторов. Для измерения используются сразу два индикатора, проводятся два измерения в двух точках. Это позволяет одновременно контролировать параллельное и угловое смещение. Методы 2 и 3 более точные, но предполагают графическое построение и вычисление корректировочных значений вручную по показаниям индикаторов.
- С помощью лазерного луча. В этом методе вместо линеек и индикаторов используется лазерный луч и измерительные блоки-детекторы. Метод быстрый, точный, технологичный. Магазин Техноберинг предлагает услугу лазерной центровки с помощью современного прибора Fixturlaser NXA Pro.+
Читайте также: Замена датчика входного вала акпп шевроле круз
Метод лазерного луча
Теоретически используется метод обратных индикаторов, но лазерный метод практически гораздо точнее, быстрее и предоставляет комфорт и удобство визуализации оператору диагностики. Прибор лазерной центровки комплектуется несколькими прикладными программами: центровка горизонтальных валов, центровка вертикальных валов, проверка прилегания опорных лап к станине и др. программы.
Для диагностики требуется только закрепить детекторы в нужных точках соединяемых валов. Система лазерного контроля (прибор, детекторы, программное обеспечение) сама вычисляет значения, строит интуитивно понятные изображения, выводит значения, по которым можно судить о размере несоосности. Оператор контролирует все подвижки оборудования при корректировке несоосности, которые мгновенно отображаются на экране вплоть до момента финишной затяжки крепёжных болтов.
Примерная последовательность действий при лазерной центровке:
- Установить допустимую несоосность проверяемого оборудования по техпаспорту.
- Проверить крепление опорных лап.
- Закрепить детекторы в нужных точках проверяемых валов или полумуфт.
- Выбрать необходимую программу центровки.
- Провернуть вал. При этом система сама определяет положение датчиков и формирует, визуализирует результат.
- Скорректировать положение подвижного агрегата перемещением в вертикальной и горизонтальной плоскости. При необходимости применить калибровочные пластины.
- Закрепить опорные лапы.
- Провернуть вал. Убедиться, что несоосность находится в пределах допуска.
Видео:Как правильно сделать центровку валов | Соосность | ВыравниваниеСкачать

Центровка вращающихся механизмов
М. А. Каусов, консультант журнала «Новости теплоснабжения»
Одним из распространенных дефектов в работе насосов, дымососов и вентиляторов является расцентровка роторов агрегата. О методах центровки и основных факторах, влияющих на нее, пойдет речь в этой статье.
Видео:Центровка валов. Приборы для центровки валов. Для чего нужна центровка валов?Скачать

Центровка агрегата
Как известно, задача центровки — установить оси валов так, чтобы они составляли одну прямую линию. Понятие «ось» само по себе идеально, а в жизни приходится иметь дело с реальными предметами (деталями машин), у которых всегда есть погрешности изготовления. Поэтому, чтобы избежать возникновения нагрузок от несоосно вращающихся валов, применяют компенсирующие соединительные муфты. Они способны передавать крутящий момент от привода рабочему органу с некоторой расцентровкой валов, компенсируя возникающие нагрузки своими упругими элементами. Допуски на центровку валов агрегатов задаются в зависимости от типа соединительной муфты и рабочей скорости вращения роторов агрегата. Измерительной базой для контроля соосности валов служат поверхности самих полумуфт.
Напомним что, нормативной документацией предъявляются требования к радиальной и торцевой расцентровке. Радиальной расцентровкой называют взаимное смещение осей, а торцевая расцентровка определяет угол перегиба общей оси валов агрегата. В общем случае присутствуют обе составляющие, расположенные в горизонтальной и вертикальной плоскостях.

В большинстве машин, работающих в теплоэнергетике, применяются муфты упругие втулочно-пальцевые (МУВП). Для машин большой мощности применяют компенсирующие зубчатые муфты (МЗ). Допустимую радиальную расцентровку R контролируют по взаимному смещению цилиндрических поверхностей полумуфт, а торцевую — T — по разнице раскрытия торцов в вертикальной и горизонтальной плоскостях. Для МЗ допускается R = 0,05 мм и T = 0,04 мм. Для МУВП, работающей с синхронной частотой 1500 об./мин, R = 0,12 мм и T = 0,12 мм, а для частоты 3000 об./мин R = 0,05 мм и T = 0,05 мм.
Видео:Лазерная центровка валов, полумуфт.Скачать

Требования к соединительным муфтам
Компенсирующий эффект соединительной муфты зависит от ее фактического состояния. Поэтому перед центровкой необходимо убедиться, что муфта соответствует ТУ, по радиальному и осевому биению относительно оси вращения (норма обычно не более 0,05 . 0,08 мм), а также имеет плотную посадку на валу (задается сборочным чертежом). Кроме того, необходимо помнить, что собирать полумуфты можно только в единственном взаимном положении (в котором производилась расточка). Желательно до разборки муфты нанести на полумуфты метки, определяющие их взаимное положение. Любой из этих дефектов соединительной муфты может отрицательно сказаться на точности центровки, а при работе агрегата привести к ее нарушению.
Видео:Ремонт электродвигателей Центровка электродвигателей часовыми индикаторамиСкачать

Горизонтальность установки валов
Под действием собственного веса и рабочих нагрузок ось вала представляет собой плавную кривую линию. При центровке агрегата необходимо контролировать положение валов относительно горизонта. Если подшипники скольжения установлены на рабочей машине или на электродвигателе, то линии валов целесообразно расположить как показано на рис. 2, причем горизонтальное положение должен занимать вал с подшипниками скольжения. Для большинства агрегатов характерно положение осей, с горизонтальным положением опор N2 и N3 (рис. 3). Вариант на рис. 4 имеет место для неравномерной осадки фундамента и дефектах монтажа агрегата. Средством контроля может служить уровень «Геологоразведка» с ценой деления 0,1мм на 1м. Контроль производится непосредственно на подшипниковых шейках или на ближайшей ровной поверхности вала.
Видео:Центровка валов видеоСкачать

 Приспособления для контроля центровки
Приспособления для контроля центровки
 Приспособления для контроля центровки
Приспособления для контроля центровки
Зачастую, не имея необходимого приспособления, слесарь, чтобы проконтролировать центровку, прикладывает линейку к муфте и, глядя на просвет, определяет отклонение валов. Но надеяться на глазомер в таком ответственном деле опрометчиво, слишком много факторов упускается из виду (точность порядка 0,1мм). Да и как определить, достигнута норма или нет? Хотя следует отметить, что не перевились еще мастера, способные и таким образом отцентровать агрегат. С другой стороны, существуют лазерные приборы для центровки со встроенным компьютером, имеющие точность до 0,001 мм, которые рассчитывают необходимое перемещение опор агрегата для обеспечения оптимальной соосности валов. Но если необходимо добиться точной центровки и уверенно уложиться в норму, не покупая прибор за 10 000$, то можно воспользоваться несложными приспособлениями — индикатором часового типа «ИЧ 0,01» или пластинчатым щупом, которые дают точность измерения 0,01 мм, достаточную для соответствия норме.
Читайте также: Признак неисправности подшипника первичного вала
Приспособление для центровки агрегатов с зубчатыми муфтами показано на рис. 5. На полумуфте оно закрепляется с помощью хомута, а начальные зазоры R и T устанавливаются регулировочными болтами. Для измерения используются пластинчатые щупы, требующие определенного навыка работы. При замере зазора набор пластин должен входить с небольшим усилием и оставаться неподвижным без поддержки. Измеряемый размер высчитывается по сумме номинальных толщин щупов. По аналогии можно изготовить устройство с индикаторами часового типа. Применение индикатора существенно облегчит и ускорит процесс измерения радиального смещения. Раскрытие торцев измеряется щупами непосредственно между полумуфтами.
Простейшее устройство для центровки МУВП изображено на рис. 6.
Видео:Центровка валов и валопроводов, ремонт насосов, валов, муфтСкачать

Методика центровки агрегата
Перед центровкой необходимо проверить затяжку крепежных болтов корпусов подшипников и анкерных болтов. Любое ослабление крепления агрегата к основанию, а также трещины в раме, неравномерная осадка и разрушение фундамента способны нарушить центровку агрегата во время его работы.
Для проверки центровки валов по полумуфтам устанавливают приспособление и производят исходные замеры R, T1 и Т2. Затем, совместно поворачивая валы по направлению рабочего вращения на 90°, 180° и 270°, повторяют измерения и записывают в круговые диаграммы (рис. 7).

Совместный поворот валов необходим, чтобы избежать влияния торцевого и радиального биения полумуфт на измерение расцентровки. (Рекомендуется записывать измерения соответствующие положению наблюдателя, при котором он смотрит со стороны рабочей машины на электродвигатель.) Возвращают валы в исходное положение и проверяют первоначальные измерения. Рассчитывают средние значения и проверяют равенство сумм (Rв + Rн) = (Rп + Rл) и (Тв + Тн) = (Тп+Тл). Допустимое неравенство сумм — не более 0,05мм. Неравенство более допустимого значения свидетельствует о неточности некоторых измерений. Далее приводят показания к нулю вычитанием минимального значения R и Т из остальных. Таким образом получается наглядная картина расцентровки агрегата.
Фактическую расцентровку рассчитывают по формулам:
Еу = (Rв — Rн)/2 — радиальная расцентровка в вертикальной плоскости;
Ex = (Rп — Rл)/2 — радиальная расцентровка в горизонтальной плоскости;
Sу = (Tв — Tн)/2 — торцевая расцентровка в вертикальной плоскости;
Sх = (Tп — Tл)/2 — торцевая расцентровка в горизонтальной плоскости.
По полученным результатам в случае необходимости проводят корректировку положения осей валов, перемещая опоры. Для большинства машин центровку осуществляют перемещением электродвигателя. В вертикальной плоскости положение регулируют подкладками. Подкладки набирают из металлических пластин и фольги П-образной формы, причем габариты прокладок должны соответствовать опорной поверхности лапы электродвигателя. При установке двигателя на подкладки необходимо проверить плотность прилегания лап щупами. Двигатель должен стоять на опорах всеми лапами. Затяжку производят «крест на крест» равномерно. В противном случае при затяжке крепежных болтов произойдет перекос электродвигателя.

В горизонтальной плоскости двигатель удобно перемещать специальными болтами, установленными на раму.
Перемещение оси вала двигателя можно контролировать по перемещению полумуфты, используя центровочное приспособление. При этом необходимо установить центровочную скобу в положение, соответствующее измерению корректируемого параметра расцентровки со стороны большего значения. Затем переместить опоры двигателя так, чтобы измеряемый размер уменьшился на величину, соответствующую фактической расцентровке.
Центровку проводят последовательно в вертикальной и горизонтальной плоскостях.
Перемещение опор можно рассчитать по схеме показанной на рис. 8.
Y1 = Ey + L2.Sу/D — перемещение подшипника №1 в вертикальной плоскости;
Y2 = Ey + L1.Sу/D — перемещение подшипника №2 в вертикальной плоскости;
XI = Eх + L2.Sх/D — перемещение подшипника №1 в горизонтальной плоскости;
Х2 = Eх + L1.Sх/D — перемещение подшипника №2 в горизонтальной плоскости,
где D — диаметр полумуфты, на которой производят измерения.
После перемещения и фиксации опор проводят контрольное измерение расцентровки, при необходимости ее корректируют. Там, где это предусмотрено, устанавливают контрольные штифты, предотвращающие перемещения опор от вибрации и случайных нагрузок.
Видео:ОТВЕТЫ НА ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ: центровка валов насосных агрегатовСкачать

Факторы, влияющие на центровку агрегата

Если шейки полумуфт валов агрегата имеют прогиб, то отцентровать их в пределах нормы невозможно, т. к. величина прогиба будет оказывать влияние на измерение центровки.
При работе насоса центровку могут нарушить нагрузки от трубопроводов при разрушении опор или недостаточной компенсации их деформаций. По требованиям ТУ трубопроводы не должны передавать нагрузок на насос.
Центровка — тонкая заключительная сборочная операция, поэтому на стадии ремонта необходимо выявить и устранить все неисправности агрегата и причины расцентровки.
Каусов М. А. , Центровка вращающихся механизмов
Источник: Журнал «Новости теплоснабжения», № 03 (03), ноябрь 2000, www.ntsn.ru
Видео:Центровка валов Польза центровкиСкачать

Коментарии
Михаил Александрович К, [ 15:04:33 / 15.04.2009]
Продолжение статьи в обсуждении на форуме http://www.rosteplo.ru/forum.php?id=2&id2=2937
Оставить комментарий
Тематические закладки (теги)
Тематические закладки — служат для сортировки и поиска материалов сайта по темам, которые задают пользователи сайта.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала
- Правообладателям
- Политика конфиденциальности
Механика © 2023
Информация, опубликованная на сайте, носит исключительно ознакомительный характер🔥 Видео
Люфт в муфтовом соединении Центровка валовСкачать

Ремонт насосов Биение валов и муфт Центровка валовСкачать
Центровка учебное пособие курса ТОР-101 (Балтех)Скачать
Как выставить соосность вала, и устранить эффект мягкой лапы.Скачать
ВИБРАЦИЯ ЭЛЕКТРОДВИГАТЕЛЯ ИЗ-ЗА НЕПРАВИЛЬНОЙ ЦЕНТРОВКИ. ОСНОВНЫЕ ПРАВИЛА ЦЕНТРОВКИ.Скачать
Горизонтальная центровка валов часовым методомСкачать
Центровка длинных валов.Скачать
Выставить соосность при помощи проволоки? Показываем, как это сделать подручными средствами.Скачать
Беспроводная система лазерной центровки валов BALTECH SA 4500Скачать
Центровка валов,шкивов,звёздочек без использования токарного станкаСкачать
Как работает современный прибор для центровки валовСкачать










