
Центровка валов включает две основные операции: выверку оси общего вала (выверку линии валов) и устранение боковых и угловых смещений валов соединяемых машин и механизмов.
- Выверка линии валов.
- Центровка валов.
- Центровка валов с применением радиально-осевых скоб.
- Центровка валов электродвигателей и рабочих машин
- 1. Непосредственное соединение при помощи муфты
- 2. Соединение клиноременной передачей
- Монтаж и испытания эл. машин — Способы центровки валов
- Центровка валов с применением радиально-осевых скоб.
- Центровка валов по полумуфтам.
- Центровка валов с применением приспособлений с ленточным или электромагнитным прижимом.
- Центровка валов электрических машин и механизмов с зубчатой передачей (редукторов).
Выверка линии валов.
Под действием собственной массы ротора ось вала каждой электрической машины принимает несколько изогнутую форму. При соединении таких валов полу
муфтами образуется изгиб их осей, в результате чего торцовые плоскости полумуфт утрачивают параллельность, раскрываются вверху. В этом случае оси валов не будут продолжением одна другой (рис. 1, а). При работе такого агрегата его валы будут вибрировать, оказывая вредное воздействие на подшипники и другие части машин. Кроме того, в подшипниках 2 и 3 будут возникать значительные напряжения от изгибающих моментов, опасные для шеек валов.
Для обеспечения правильного распределения нагрузок между подшипниками валы соединяемых машин устанавливают в такое положение, при котором торцовые плоскости полумуфт в горизонтальной и вертикальной плоскостях будут параллельны, а оси валов — продолжением одна другой (без смещений). Данное условие можно выполнить, несколько приподняв крайние подшипники 1 и 4 по сравнению с подшипниками 2 и 3, как показано на рис. 1, б. При этом общая осевая линия двух валов примет вид плавной кривой (упругая линия вала), а плоскости полумуфт, будут параллельны.

Рис. 1. Положение валов, соединяемых при помощи муфт до выверки (а) и после выверки (б) линии вала
Центровка валов.
Кроме выверки линии валов необходимо выполнить их центровку, т. е. устранить несоосность.
Несоосностью валов называют такое их взаимное расположение, при котором центрируемые оси 1 и 2 имеют боковое (радиальное) или угловое (осевое) смещение относительно друг друга (рис. 3).

Практически, с какой бы тщательностью ни выполнялась центровка, муфты центрируемых валов приходится соединять при некоторой допустимой их несоосности. Допустимые боковые (рис. 3, а) и угловые (рис. 3, б) смещения валов обуславливаются главным образом конструкцией применяемых муфт, имеющих разную компенсационную способность.
Рис. 3. Смещение валов: а — боковое (радиальное); б — угловое (осевое)
Под компенсационной следует понимать способность отдельных типов муфт компенсировать некоторую неточность выверки соосности валов соединяемых машин.
Центровка валов с применением радиально-осевых скоб.

Наиболее распространена в монтажной практике. Перед началом измерения муфты разъединяют, а валы раздвигают для того, чтобы скобы и полумуфты при вращении валов не соприкасались.
Конструкция радиально-осевых скоб и их крепление на ступицах полумуфт показаны на рис. 4. При помощи хомута наружную скобу 1 закрепляют на ступице полумуфты установленной машины, а внутреннюю скобу 4 на ступице полумуфты машины, соединяемой с установленной.
Рис. 4. Центровка валов: а — центровочные скобы для центровки по втулкам полумуфт; б — для центровки по ободам полумуфт;
1,3 — скобы; 2 — болты для измерения зазоров;
4 — крепежные болты; 5 — хомут; 6 — риски
Поворачивая одновременно валы электродвигателя и механизма на 90, 180, и 360°, добиваются, чтобы зазоры а и b между центровочными скобами были постоянны. Для соединения хомутов со скобами используют болты 5 с гайками.
Для большей точности измерений при помощи измерительных болтов 2 и 3 устанавливают минимальные зазоры а и Ь. В процессе центровки боковые зазоры а и угловые зазоры b измеряют при помощи щупов, индикаторов или микрометров. В двух последних случаях индикатор или микрометрическую головку устанавливают на место болтов 2 и 3.
Биение полумуфт и соосность валов в зависимости от типа муфты и скорости вращения допускаются в пределах соответственно 0,02 — 0,05 и 0,04 — 0,15.
Центровка валов электродвигателей и рабочих машин
1. Непосредственное соединение при помощи муфты
Центровка валов электродвигателей и соединенных с ним рабочих машин непосредственно влияет на техническое состояние как электродвигателей, так и самих машин. Параллельное смещение осей валов электродвигателей и рабочих машин вызывает деформацию упругих элементов соединительных муфт, пульсацию передаваемых моментов, а также радиальные усилия, передаваемые на подшипники. Угловое смещение осей валов вызывает значительно меньшие пульсации скорости валов, чем их параллельное смещение. Как и параллельное, угловое смещение наиболее опасно при жестком соединении валов. Неправильная центровка валов электродвигателей и рабочих машин в некоторых случаях приводит к возникновению пульсаций токов и моментов.
Центровка электродвигателя относительно вала вращаемой им машины является одной из наиболее ответственных и трудоемких операций при монтаже.
Чтобы обеспечить нормальную работу центрируемых валов и правильное распределение нагрузок между подшипниками при непосредственном соединении электродвигателя с рабочей машиной (при помощи муфты), валы соединяемых машин должны быть установлены в такое положение, при котором торцевые поверхности полумуфт в горизонтальной и вертикальной плоскостях будут параллельны, а оси валов будут располагаться на одной линии. Практически бывает трудно добиться строгой параллельности плоскостей полумуфт, поэтому валы приходиться соединять при некоторой несоосности их. Величина несоосности зависит от типа применяемых полумуфт. При правильном (соосном) соединении электродвигателя и механизма они работают спокойно, без вибрации.
Путем перемещения двигателя на небольшие расстояния в горизонтальной и вертикальной плоскостях добиваются такого взаимного положения валов двигателя и рабочей машины, при котором величины зазоров между полумуфтами будут равны. Центровка производится в два приема: предварительная и окончательная. При предварительной центровке стальную линейку или стальной угольник прикладывают к образующим обеих полумуфт и проверяют, есть ли зазор между ребром линейки и полумуфтами.
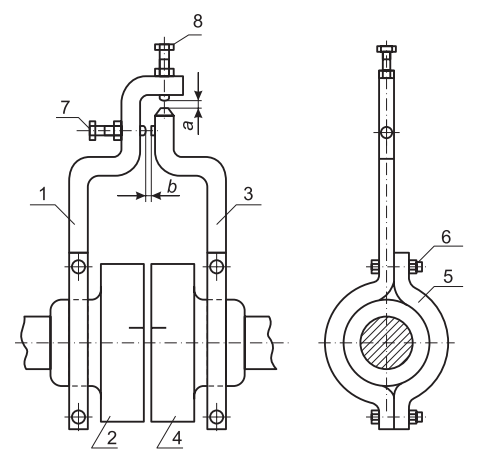
Рис. 1. Центровочные скобы: 1 — наружная скоба; 2 — полумуфта; 3 — внутренняя скоба; 4 — электродвигатель; 5 —хомут; 6, 7, 8 — болты
Такую проверку выполняют в четырех местах: вверху, внизу и в двух боковых направлениях. Если зазор есть, то под лапы электродвигателя подкладывают прокладки толщиной 0,5—0,8 мм. При этом число тонких прокладок не должно превышать 3—4 штук, так как при большем числе прокладок может нарушиться центровка. Если по условиям центровки прокладок оказывается больше, то их необходимо заменить общей прокладкой большей толщины.
Читайте также: Муфта эластичная рулевого вала 2114
Окончательную центровку проводят при помощи одной пары центровочных скоб (рис. 1). Наружная скоба 1 закрепляется на полумуфте 2 рабочей машины, а внутренняя скоба 3 — на полумуфте электродвигателя 4.
Скобы крепятся на полумуфтах при помощи хомутов 5 и болтов 6. В процессе центровки измеряют радиальные a и осевые b зазоры при помощи щупов, индикаторов или микрометров. При этом индикатор или микрометрическую головку устанавливают на место болтов 7 и 8.
Существуют и другие типы скоб для центровки электродвигателя с механизмом; некоторые из них изображены на рис. 2 и 3.
Центровочные скобы устанавливают друг против друга при совпадении маркировочных пометок (рисок) на полумуфтах, поставленных во время спаренной обработки полумуфт на станке или нанесенных перед рассоединением их в начале ремонта. Пометки лучше всего ставить зубилом.
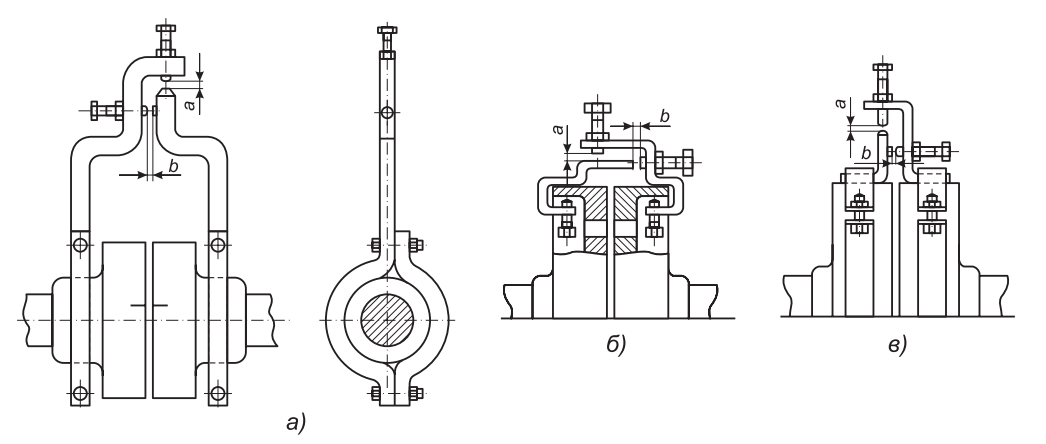

Рис. 2. Скобы для центровки полумуфт: а — центровочные скобы; б — центровочные приспособления; в — центровочные приспособления с хомутами
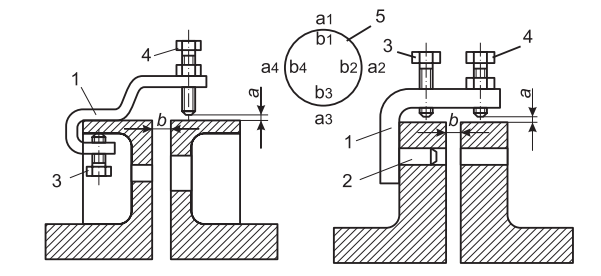
Рис. 3. Скобы для центровки электродвигателя с механизмом: 1 — скоба; 2 — палец; 3 — прижимной или стопорный болт; 4 — болт для замера зазора; 5 — рекомендуемая форма записи значений зазоров
Посредством винтов устанавливают зазоры по окружности и торцу в пределах 1—2 мм, проверяя отсутствие задевания скоб друг за друга при одновременном проворачивании обеих валов на 360° в направлении вращения электродвигателя. Для измерения зазоров по окружности и торцу оба вала одновременно поворачивают от исходного верхнего положения на 90, 180 и 270°. При каждом из этих положений пластинки щупа должны входить с легким усилием, одинаковым во всех замерах.
При помощи щупа измеряют радиальный зазор a между болтом скобы и полумуфтой и аксиальный зазор b между торцами полумуфт (рис. 3).
Затем поворачивают оба ротора относительно первоначального положения на 90, 180 и 270° и в каждом из этих положений замеряют зазоры a и b. Значения радиальных зазоров записывают вне окружности, аксиальных — внутри окружности, как указано на рис. 3.
Если при проворачивании валов радиальные зазоры a остаются неизменными, а аксиальные зазоры b меняются, то значит, что центры валов совпадают, но оси валов расположены одна к другой под некоторым углом (рис. 4а).
При параллельности валов двигателя и рабочей машины и наличии между ними сдвига (рис. 4б) аксиальные зазоры b при проворачивании валов остаются неизменными, а радиальные зазоры a изменяются.
Наконец, при сдвиге центров валов и расположении осей валов под углом (рис. 4в) будут меняться величины как аксиальных зазоров b, так и радиальных зазоров a.
В заключение валы устанавливают в первоначальное положение (скоба вверху) и вновь замеряют зазор a, который должен совпасть с тем же зазором, замеренным в начале проверки.
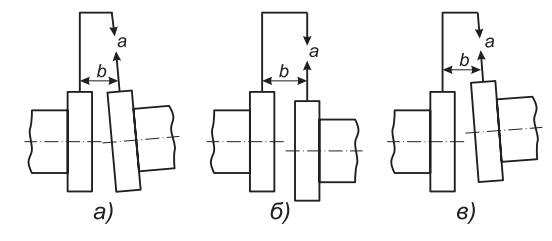
Рис. 4. Центровка валов при помощи одной пары скоб: а — центры валов совпадают, но оси расположены под углом; б — валы параллельны, но между ними имеется сдвиг; в — центры валов сдвинуты, а их оси расположены под углом
Отличие в результатах замера зазоров в начале и в конце проверки более чем на 0,02 мм недопустимо и свидетельствует о недостаточно жестком креплении скобы или о смещении валов в осевом направлении. В этом случае скобу следует укрепить более надежно и замер зазоров повторить. Для исключения ошибок от осевого смещения валов при первом замере и после каждого проворачивания необходимо при помощи лома или другим способом подавать валы друг к другу до упора.
Точность центровки определяется сравнением зазоров замеренных в противоположных точках полумуфт. Разность значений этих зазоров (a1 – a3; a2 – a4; b1 – b3; b2 – b4) должна быть не более указанной в табл. 1.1.
Таблица 1.1. Допустимая разность зазоров
Допустимая разница в значениях зазоров, мм, при частоте вращения, об/мин
Полужесткая или с полужесткими пальцами
Примечание. Меньшая разница в значениях зазоров относится к аксиальным зазорам, а большая — к радиальным.
Расцентровка в горизонтальной плоскости (большая разница в зазорах a2 и a4; b2 и b4) устраняется перемещением по горизонтали корпуса электродвигателя. Расцентровка в вертикальной плоскости (большая разница в зазорах a1 – a3; b1 – b3) устраняется путем изменения толщины подкладок под лапами электродвигателя. Для точной центровки применяется стальная фольга. Количество прокладок должно быть минимальным, так как при большом числе прокладок центровка со временем может нарушиться. Несколько тонких подкладок заменяйте на одну более толстую. Несколько более толстых — на одну еще более толстую. Обязательное условие центровки — после каждого изменения толщины подкладок производите полную затяжку крепежных болтов электродвигателя. Неполная или некачественная затяжка болтов, крепящих двигатель к фундаменту или к монтажной раме, дает неправильную картину изменения зазоров в процессе регулировки.
Хаотичная регулировка зазоров требует очень много времени и сил. Для более быстрого процесса регулировки необходима определенная последовательность в операциях по устранению зазоров.
Первое, что нужно сделать — установить валы параллельно в вертикальной плоскости (соблюдается равенство зазоров b1 = b3), подкладывая подкладки под передние лапы электродвигателя или удаляя их из-под задних лап. Когда равенство зазоров b1 и b3 установлено, проверяете вертикальное смещение валов электродвигателя и приводного механизма (разность зазоров a1 – a3). Если a1 больше a3, вал электродвигателя расположен ниже вала приводного механизма, если же a1 меньше a3 — электродвигатель поднят выше нормы. Разность зазоров a1 – a3 дает толщину подкладки, которую необходимо подложить под передние и задние лапы электродвигателя или, наоборот, удалить (толщину подкладок замеряйте микрометром). Затем снова проверьте допустимую разницу зазоров a1 – a3 и b1 – b3.
Если она находится в пределах нормы, приступайте к регулировке в горизонтальной плоскости. Регулировка производится смещением корпуса двигателя вправо или влево. В заключение еще раз проверьте точность центровки, сравнивая разность значений зазоров (a1 – a3; a2 – a4; b1 – b3; b2 – b4).
Читайте также: Подвесной подшипник карданного вала мазда трибьют
2. Соединение клиноременной передачей
В механических приводах ременные передачи могут служить как для увеличения вращающего момента на приводном валу, так и для увеличения скорости вращения. Клиновидные ремни имеют лучшее сцепление со шкивом и относительно малое скольжение по сравнению с плоскими
ремнями; благодаря этому можно осуществлять передачи с большим (до 10) передаточным числом.
При выборе минимального межосевого расстояния принимают
Монтаж и испытания эл. машин — Способы центровки валов
Центровку валов производят для устранения боковых и угловых смещений валов соединяемых между собой электрических машин или электрической машины и механизма.
Назовем условно боковые зазоры буквой а, а угловые — буквой b и рассмотрим четыре возможных взаимных положения валов машин, соединяемых при помощи полумуфт (рис. 6.6).

В положении I валы расположены на одной прямой и оси их совпадают. При одновременном проворачивании валов зазоры а и b остаются неизменными.
В положении II валы параллельны один другому, но между ними есть сдвиг. При проворачивании валов угловые зазоры 6 остаются неизменными, а боковые зазоры а изменяются.
В положении III центры валов совпадают, но оси их расположены под углом. В этом случае при проворачивании валов меняются угловые зазоры b, а боковые зазоры а сохраняются.
Рис. 6.6. Взаимные положения валов машин, соединяемых при помощи полумуфт
Наконец, в положении IV центры валов сдвинуты и оси их расположены под углом. При проворачивании валов будут меняться как угловые b, так и боковые а зазоры.
Из рассмотренного рисунка видно, что валы соединяемых между собой машин могут иметь различные по виду и величине смещения валов.
Существует большое количество способов и приспособлений для центровки валов. В связи с ограниченным объемом книги в ней рассматриваются лишь наиболее прогрессивные способы и приспособления для центровки валов.
Центровка валов с применением радиально-осевых скоб.
Этот способ наиболее распространен в монтажной практике. Перед началом измерения полумуфты разъединяют, а валы раздвигают с тем, чтобы скобы и полумуфты при вращении валов не соприкасались.
Конструкция радиально-осевых скоб и их крепления на ступицах полумуфт показаны на рис. 6.7. Наружную скобу 4 закрепляют при помощи хомута 3 на ступице полумуфты 1 установленной машины, а внутреннюю скобу 6 при помощи такого же хомута на ступице полумуфты 7 машины, соединяемой с установленной машиной. Для соединения хомутов со скобами используют болты 2 с гайками.
Для большей точности измерений при помощи измерительного болта 5 устанавливают минимальные зазоры а и b. В процессе центровки измеряют боковые зазоры а и угловые зазоры b при помощи щупов, индикаторов или микрометров. В двух последних случаях индикатор или микрометрическую головку устанавливают на место болтов 5.
При измерениях зазоров щупом пластинки щупа вводят в зазор с ощутимым трением на глубину не менее 2/3 их длины (практически до 20 мм). В связи с тем, что при замерах щупом возможны погрешности, значения которых зависят от опыта проверяющего, результаты измерений необходимо контролировать.

Рис. 6.7. Центровка валов с применением одной пары радиально-осевых скоб
В случае правильного выполнения замеров сумма числовых значений четных замеров равняется сумме числовых значений нечетных замеров, т. е.  (6.4)
(6.4)
Практически можно считать, что замеры выполнены правильно, если разница между этими суммами будет составлять не более 0,04 мм. В противном случае, не изменяя положения полумуфт, измерения следует повторить более тщательно.
Пример. Валы занимают положение, характеризующееся данными замеров, приведенными на рис. 6.8. Для замеров, показанных на рис. 6.8, а, это равенство составит:

Как показано на рис. 6.8, первое измерение зазоров a1 и b1 производят, когда скобы находятся в верхнем положении. Затем валы проворачивают на 90° в направлении вращения приводного механизма или генератора и снова замеряют зазоры а2 и b2 при совпадении рисок на валах. Всего делают четыре замера при каждом повороте валов на 90°. Пятый замер выполняют как контрольный, когда скобы снова приходят в верхнее положение. Зазоры в первом и пятом положениях скоб должны совпадать.

Рис. 6.8. Примеры выполнения замеров при центровке валов

Рис. 6.9. Приспособления для проворота вала крупной или средней машины:
а — вручную; б — при помощи крана
Во избежание неточностей при замерах рекомендуется повторно измерять зазоры (вновь проворачивая валы в те же положения), причем замеры должно производить одно и то же лицо.
Действительной величиной зазоров а и b в данной точке будет полусумма соответствующих зазоров, измеренных при двух замерах в этой точке. В зависимости от массы роторов проворот валов осуществляют вручную или при помощи крана. При этом проворот вала 1 вручную у электрических машин небольшой мощности производят без каких-либо приспособлений, а у средних или крупных машин применяют специальное приспособление, показанное на рис. 6.9, а. Это приспособление состоит из рычага 4, ленты 2 и зажима 3 для ленты.
Проворот вала с помощью крана (рис. 6.9, б) осуществляют при монтаже крупных электрических машин мощностью 1000 кВт и более. В этом случае на вал 1 навивают несколько витков стального каната 5 с петлями 7 и 8. Петлю 7 зацепляют за болт 6, проходящий через отверстие полумуфты, а петлю 8 прикрепляют к крюку крана, которым при помощи каната 5 вращают вал 1,

Рис. 6.10. Упор для предотвращения осевого хода вала
Перед измерениями после проворота валов на требуемый угол канат ослабляют и для исключения так называемого осевого хода валов, т. е. расхождения или сближения полумуфт, запирают валы специальными упорами, как показано на рис. 6.10. Измерение зазоров производят в одних и тех же точках, для чего на ободах полумуфт наносят риски с обозначением верха, низа и боков. Рассмотрим конкретный пример центровки валов с применением одной пары радиально-осевых скоб.
Читайте также: Ремонт карданных валов газель в воронеже
Пример. Значения измеренных зазоров, мм, для четырех положений валов приведены на рис. 6.11, а. При этом цифры в обозначениях зазоров показывают порядковые номера замеров зазоров. На рис. 6.11, б приведены отдельные установочные данные присоединяемой машины: расстояние от муфты до подшипника 3 l1 = 300 мм; расстояние от муфты до подшипника 4 12=1600 мм, а также расстояние от оси вала до болта r=350 мм.

Для центровки валов, т. е. для устранения их боковых и угловых смещений, необходимо переместить подшипники 3 и 4 присоединяемой машины, передвигая их по плите в горизонтальной плоскости, или переместить их в вертикальной плоскости, добавляя или убавляя подкладки под стояками подшипников.
Для расчета необходимых перемещений подшипников введем следующие обозначения:
Рис. 6.11. К примеру расчета центровки валов при помощи радиально-осевых скоб

Центровка валов по полумуфтам.
Скоба 2 для центровки валов и ее крепление на ободе полумуфты 1 с помощью болта 3 показаны на рис. 6.12. Боковые зазоры b измеряют между измерительным болтом 4, ввернутым в скобу, и внешней поверхностью полумуфты. Вместо измерительного болта можно также использовать индикатор.
Угловые зазоры b измеряют щупом между торцами полумуфт. При этом в каждом из четырех положений полумуфт (0, 90, 180 и 270°) замеряют один боковой зазор а и два или четыре угловых зазора b. Действительное значение углового зазора в каждом из четырех положений определяют как среднее арифметическое путем деления суммы числовых значений на количество замеров (соответственно два или четыре).
Расчет необходимых перемещений в горизонтальной и вертикальной плоскости (значения x1 и х2, у1 и у2) производят по формулам, приведенным выше в примере центровки при помощи одной пары радиально-осевых скоб.

Рис. 6.12. Центровка валов по полумуфтам
Рис. 6.13. Приспособления с ленточным и электромагнитным прижимами 
Центровка валов с применением приспособлений с ленточным или электромагнитным прижимом.
Такие приспособления позволяют проводить измерения как индикаторами, так и пластинчатыми щупами. Применение прижимов обеспечивает более точную центровку, чем использование центровочных скоб. Приспособления имеют одинаковую измерительную часть и отличаются друг от друга лишь устройством прижимов.
В приспособлении с ленточным прижимом (рис. 6.13, а) измерительную часть прижимают к полумуфтам 1 и 4 с помощью мягкой стальной ленты 6 и винтового натяжного устройства 5, принцип действия которых ясен из рисунка.
Приспособление с электромагнитным прижимом (рис. 6.13,б) состоит из двух П-образных электромагнитов 7, питающихся от батареек карманного фонаря и снабженных шарнирными полюсными башмаками, которыми оно удерживается на ободах полумуфт центрируемых валов. Форма полюсных башмаков обеспечивает плотное прилегание их к ободам полумуфт независимо от диаметра полумуфт.
Установка двух индикаторов непосредственно на приспособлении позволяет выполнять измерения одновременно в горизонтальной и вертикальной плоскостях и с большей точностью, чем при измерениях индикаторами, укрепленными на штативах, когда мерительный штифт индикатора скользит по грубообработанным поверхностям обода и торца полумуфт. При отсутствии индикаторов приспособление позволяет произвести измерения щупом. Для этого в держателе 2 индикаторов устанавливают мерительный штифт, подобный установочному винту 3.

Центровка способом обхода одной точкой применяется, когда один из валов не может проворачиваться. Тогда центровку валов и соответственно измерения зазоров производят при вращении только одного вала.
Для измерения зазоров к полумуфте 3 вращающегося вала прикрепляют скобу 2 с измерительным болтом 4 (рис. 6.14) или скобу, показанную на рис. 6.12. Такой способ, при котором измерительный болт 4 практически обходит (обегает) поверхность полумуфты 5 при проворачивании вала 1, получил название способа обхода одной точкой.
Рис. 6.14. Центровка валов способом обхода одной точкой

Рис. 6.15. Центровка валов при наличии промежуточного вала
При этом способе боковое смещение контролируют щупом по зазору между штифтом 4 приспособления 2 и ободом полумуфты 5, установленной на валу 6. Угловое смещение измеряют при помощи щупа 7 по зазору между торцами полумуфт 3 и 5.
Центровка валов электрических машин и механизмов с зубчатой передачей (редукторов).
В данном случае за базу прицентровки принимают редуктор. Все перемещения производят за счет электрической машины, прицентровываемой к редуктору. В процессе центровки таких машин необходимо учитывать, что вал ведущего колеса редуктора при работе обычно поднимается на размер вертикального зазора в подшипниках. Поэтому вал прицентровываемой электрической машины устанавливают выше вала зубчатого колеса на размер вертикального зазора.
В отдельных случаях, например при соединении приводного двигателя прокатного стана с редуктором клети, вал 1 электродвигателя соединяют с валом 5 редуктора (рис. 6.15) с помощью промежуточного вала, не имеющего подшипников.
Так как длина промежуточного вала достигает 1,5— 2 м, проверка взаимного расположения валов 1 и 5 приводного двигателя и редуктора с помощью щупа, индикатора или другого измерительного инструмента в таких случаях невозможна. Наиболее простой и достаточно достоверной для данного случая является центровка валов при помощи специально изготовленных угольников 2 и визирной струны 3.
Внешние стороны каждого угольника должны быть простроганы под углом 90°. Угольники крепят одной стороной к торцовым плоскостям полумуфт, а по другим их сторонам натягивают струну из стальной проволоки. По струне и угольникам измеряют как боковые, так и угловые смещения 4 валов двигателя и редуктора. Для крепления угольников к плоскостям полумуфт и для натяжки визирной струны применяют болты 6 с гайками.

Таблица 6.1. Замеры радиального биения вала

Рис. 6.16. Схема выверки трехмашинного агрегата:
I, III — генераторы; II — приводной двигатель; 1—4 — подшипники
При выборе диаметра болтов и затяжке гаек следует учитывать, что любое перемещение болтов в отверстиях полумуфт в процессе проворачивания валов может привести к искажению результатов замеров и неудовлетворительному качеству центровки.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала