

Детали, обрабатываемые на круглошлифовальных и токарных станках с установкой заготовки в центрах или в патроне с поддержкой другого конца заготовки в пиноли, снабжают центровыми отверстиями.
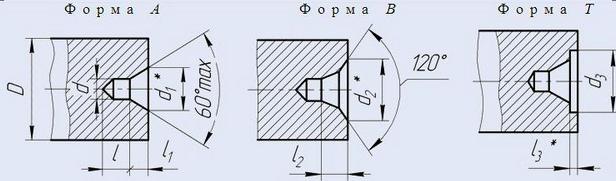
По ГОСТ 14034-74 предусмотрены следующие типы центровых отверстий: А, В, Т, R, F, N. Форма и размеры некоторых из них показаны на рис. 537. Центровые отверстия с предохранительной фаской (вид б) или выточкой (вид в), защищающими центрирующий конус от забоин, применяют, когда деталь при контроле устанавливают в центрах, а также когда необходимо обеспечить сохранность центров в эксплуатации на случай ремонтной переточки при перешлифовке. Центры с резьбовым отверстием (вид г) применяют при необходимости установки болта, а также (для тяжелых валов) как средство крепления вала при такелажировании.
Точность изготовления размера d и углов 60 и 120° обеспечивается центровочным режущим инструментом. При обработке углов рабочего конуса 60° другими видами режущего инструмента отклонение угла должно быть не более минус 30’.
Длина конической поверхности l1 в центровых отверстиях с углом конуса 60° в технически обоснованных случаях может быть уменьшена до 0,5l1.
Параметры шероховатости посадочных поверхностей центрового отверстия должны быть не более Ra = 2,5 мкм.

Данные для выбора центровых отверстий в зависимости от массы изделий (заготовок) приведены в рекомендуемом приложении к ГОСТ 14034-74.
Центровые отверстия на чертежах обозначают по ГОСТу, как показано на рис. 538. Отсутствие сведений о центрах указывает, что деталь обрабатывают без их использования (точение с креплением в патроне, бесцентровое шлифование и т. д.) или что наличие центров недопустимо по функциональному назначению детали. В этом случае предпочтительнее во избежание ошибок сделать в технических требованиях на поле чертежа соответствующую надпись: «Центровые отверстия недопустимы».

Для удаления центровых отверстий необходимо отрезать зацентрованные концы вала, что вызывает непроизводительную затрату материала и увеличение объема механической обработки, поэтому применять этот способ следует лишь при необходимости.
Введение центровых отверстий нередко предопределяет конструктивную форму деталей. Такие случаи приведены на рис. 539, а, б (криволинейный рычаг), в, г (болт с асимметричной головкой) и д, е (трехопорная деталь).

В пустотелых валах центрирующие поверхности выполняют в виде фасок с центральным углом 60°. Для расширения выбора технологических операций, а также уменьшения массы деталей и приближения их формы к форме тела равного сопротивления изгибу рекомендуется торцы отверстий пустотелых цилиндрических деталей во всех случаях выполнять с конической фаской с центральным углом 60° (рис. 540, б) вместо обычной фаски под углом 45° (вид а). Если деталь обрабатывается в центрах, то поверхности центровых фасок выполняют с необходимой шероховатостью и снабжают защитными фасками или выточками (виды в—е).

Не рекомендуется выполнять центровые фаски на прерванных поверхностях, например, на валах с торцовыми пазами (рис. 541, а) и шлицами (вид б). Центровая фаска должна быть отнесена на расстояние, достаточное для пропуска центра (вид в). При больших размерах отверстия, когда возможно применение срезанных центров (вид г), это ограничение отпадает.

Нельзя допускать, чтобы резьба выходила на центровую фаску (вид д). Смятие начальных витков резьбы при завинчиваниях и отвинчиваниях портит центрирующую поверхность, исключая возможность повторного пользования центровой фаской. Резьбовой пояс должен быть отделен от фаски выточкой (вид е), имеющей длину l, достаточную для прохода центра.
Видео:Виды и назначение центровых отверстийСкачать

Центровые отверстия вала чертеж
Постановлением Государственного комитета стандартов Совета Министров СССР от 27 сентября 1974 г. № 2253 дата введения установлена
Ограничение срока действия снято Постановлением Госстандарта СССР от 1 апреля 1981 г. № 1638
Издание 2006 г. с Изменениями № 1, 2, утвержденными в декабре 1978 г., апреле 1981 г. (ИУС 5-80, 6-81).
1. Настоящий стандарт устанавливает формы и размеры центровых отверстий. Стандарт соответствует рекомендации СЭВ по стандартизации PC 2772-70.
В стандарте учтены требования международных стандартов ИСО 866-75, ИСО 2540-73 и ИСО 2541-72.
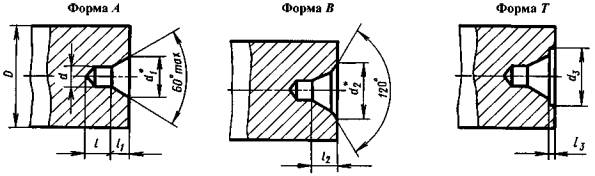
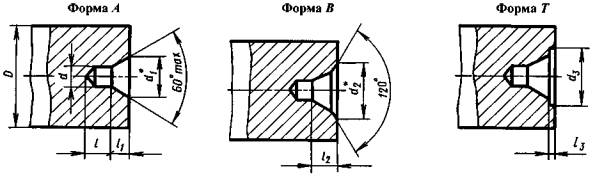
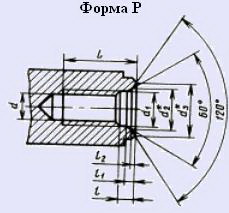
2. Размеры центровых отверстий форм А, В, Т, С, Е, R , F и Н должны соответствовать указанным на черт. 1 — 4 и в табл. 1 — 4. Размеры центровых отверстий формы Р указаны в приложении 3.
ЦЕНТРОВЫЕ ОТВЕРСТИЯ С УГЛОМ КОНУСА 60°
1. Размеры, заключенные в скобки, применять не рекомендуется.
2. Размеры D рекомендуемые.
Пример условного обозначения центрового отверстия формы А диаметром d = 1 мм:
Читайте также: Принцип работы двухкамерного холодильника с двумя компрессорами
Отв. центр. AI ГОСТ 14034-74
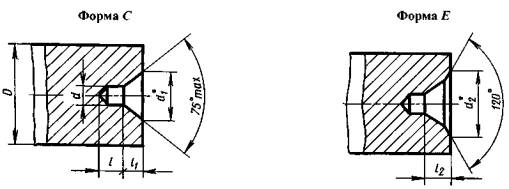
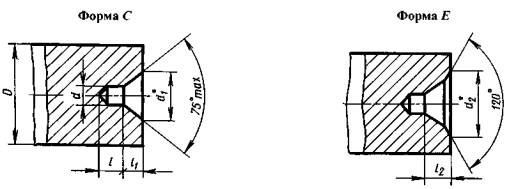
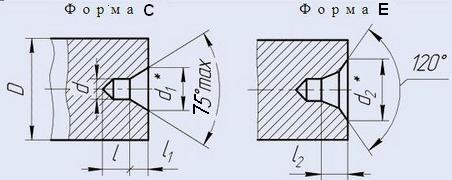
ЦЕНТРОВЫЕ ОТВЕРСТИЯ С УГЛОМ КОНУСА 75°
Примечание. Размеры D рекомендуемые.
Пример условного обозначения центрового отверстия формы C диаметром d = 8 мм:
Отв. центр. С8 ГОСТ 14034-74
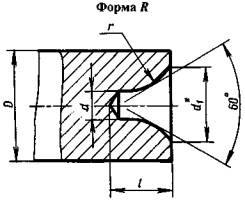
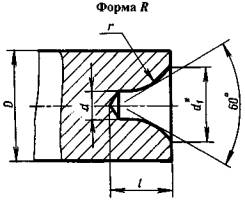
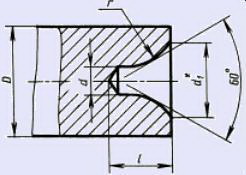
ЦЕНТРОВОЕ ОТВЕРСТИЕ С ДУГООБРАЗНОЙ ОБРАЗУЮЩЕЙ
1. Размеры, заключенные в скобки, применять не рекомендуется.
2. Размеры D рекомендуемые.
Пример условного обозначения центрового отверстия формы R диаметром d = 1 мм:
Отв. центр. R 1 ГОСТ 14034-74
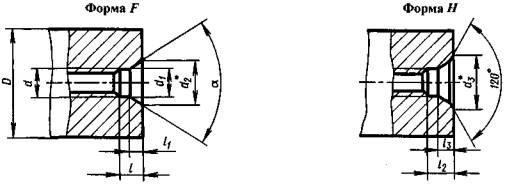
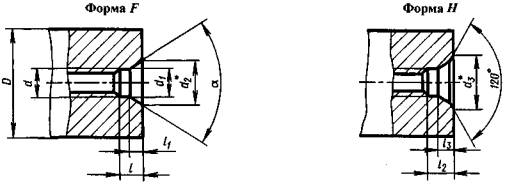
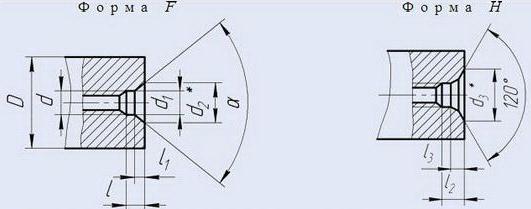
ЦЕНТРОВЫЕ ОТВЕРСТИЯ С МЕТРИЧЕСКОЙ РЕЗЬБОЙ
1. Размеры D рекомендуемые.
2. Формы F и Н не должны применяться для режущего и вспомогательного инструмента с коническими хвостовиками с конусностью 1:10, 1:7, 7:24, метрической и Морзе.
Пример условного обозначения центрового отверстия формы F с диаметром резьбы d = M 3 :
Отв. центр. F М3 ГОСТ 14034-74
1.1, 1.2. (Измененная редакция, Изм. № 1, 2).
3. Точность изготовления размера d и углов 60°, 75° и 120°, а также радиуса г в центровом отверстии с дугообразной образующей обеспечивается центровочным режущим инструментом. При обработке углов рабочего конуса 60° и 75° другими видами режущего инструмента отклонение угла должно быть не более минус 30′.
4. Длина конической поверхности l 1 в центровых отверстиях с углом конуса 60° в технически обоснованных случаях может быть уменьшена до 0,5 l 1 .
Поле допуска резьбы — 7Н по ГОСТ 16093-2004.
6. Параметры шероховатости поверхностей центровых отверстий по ГОСТ 2789-73 должны быть:
посадочных (конусной и дугообразной) поверхностей — Ra ≤ 2,5 мкм; поверхностей резьбы и предохранительных фасок — Rz ≤ 80 мкм.
(Измененная редакция, Изм. № 1).
7. Сведения о применении центровых отверстий даны в приложении 1.
8. Данные для выбора центровых отверстий в зависимости от массы изделий (заготовок) приведены в приложении 2.
СВЕДЕНИЯ О ПРИМЕНЕНИИ ФОРМ ЦЕНТРОВЫХ ОТВЕРСТИЙ
Форма центровых отверстий
а) В случаях, когда после обработки необходимость в центровых отверстиях отпадает.
б) В случаях, когда сохранность центровых отверстий в процессе их эксплуатации гарантируется соответствующей термообработкой
В случаях, когда центровые отверстия являются базой для многократного использования, а также в случаях, когда центровые отверстия сохраняются в готовых изделиях
Для оправок и калибров-пробок
Для крупных валов (назначение аналогично с формой А)
Для крупных валов (назначение аналогично с формой В)
В случаях, когда требуется повышенная точность обработки
Для монтажных работ, транспортирования, хранения и термообработки де-
талей в вертикальном положении
Для конусов инструмента: Морзе, метрических и др.
ПРИЛОЖЕНИЕ. (Измененная редакция, Изм. № 1).
ДАННЫЕ ДЛЯ ВЫБОРА ЦЕНТРОВЫХ ОТВЕРСТИЙ В ЗАВИСИМОСТИ ОТ МАССЫ ИЗДЕЛИЙ (ЗАГОТОВОК)
Видео:Центровые отверстияСкачать

ГОСТ 14034-74 Отверстия центровые. Размеры
Постановлением Государственного комитета стандартов Совета Министров СССР от 27 сентября 1974 г. № 2253 дата введения установлена
Ограничение срока действия снято Постановлением Госстандарта СССР от 1 апреля 1981 г. № 1638
Издание 2006 г. с Изменениями № 1, 2, утвержденными в декабре 1978 г., апреле 1981 г. (ИУС 5-80, 6-81).
1. Настоящий стандарт устанавливает формы и размеры центровых отверстий. Стандарт соответствует рекомендации СЭВ по стандартизации PC 2772-70.
В стандарте учтены требования международных стандартов ИСО 866-75, ИСО 2540-73 и ИСО 2541-72.
2. Размеры центровых отверстий форм А, В, Т, С, Е, R , F и Н должны соответствовать указанным на черт. 1 — 4 и в табл. 1 — 4. Размеры центровых отверстий формы Р указаны в приложении 3.
ЦЕНТРОВЫЕ ОТВЕРСТИЯ С УГЛОМ КОНУСА 60°
1. Размеры, заключенные в скобки, применять не рекомендуется.
2. Размеры D рекомендуемые.
Пример условного обозначения центрового отверстия формы А диаметром d = 1 мм:
Отв. центр. AI ГОСТ 14034-74
ЦЕНТРОВЫЕ ОТВЕРСТИЯ С УГЛОМ КОНУСА 75°
Примечание. Размеры D рекомендуемые.
Пример условного обозначения центрового отверстия формы C диаметром d = 8 мм:
Отв. центр. С8 ГОСТ 14034-74
ЦЕНТРОВОЕ ОТВЕРСТИЕ С ДУГООБРАЗНОЙ ОБРАЗУЮЩЕЙ
1. Размеры, заключенные в скобки, применять не рекомендуется.
2. Размеры D рекомендуемые.
Пример условного обозначения центрового отверстия формы R диаметром d = 1 мм:
Отв. центр. R1 ГОСТ 14034-74
ЦЕНТРОВЫЕ ОТВЕРСТИЯ С МЕТРИЧЕСКОЙ РЕЗЬБОЙ
1. Размеры D рекомендуемые.
2. Формы F и Н не должны применяться для режущего и вспомогательного инструмента с коническими хвостовиками с конусностью 1:10, 1:7, 7:24, метрической и Морзе.
Пример условного обозначения центрового отверстия формы F с диаметром резьбы d = M 3 :
Читайте также: Не включается компрессор кондиционера ситроен с4 2006 года
Отв. центр. F М3 ГОСТ 14034-74
1.1, 1.2. (Измененная редакция, Изм. № 1, 2).
3. Точность изготовления размера d и углов 60°, 75° и 120°, а также радиуса г в центровом отверстии с дугообразной образующей обеспечивается центровочным режущим инструментом. При обработке углов рабочего конуса 60° и 75° другими видами режущего инструмента отклонение угла должно быть не более минус 30′.
4. Длина конической поверхности l 1 в центровых отверстиях с углом конуса 60° в технически обоснованных случаях может быть уменьшена до 0,5 l 1 .
5. Резьба — по ГОСТ 24705-2004.
Поле допуска резьбы — 7Н по ГОСТ 16093-2004.
6. Параметры шероховатости поверхностей центровых отверстий по ГОСТ 2789-73 должны быть:
посадочных (конусной и дугообразной) поверхностей — Ra ≤ 2,5 мкм; поверхностей резьбы и предохранительных фасок — Rz ≤ 80 мкм.
(Измененная редакция, Изм. № 1).
7. Сведения о применении центровых отверстий даны в приложении 1.
8. Данные для выбора центровых отверстий в зависимости от массы изделий (заготовок) приведены в приложении 2.
СВЕДЕНИЯ О ПРИМЕНЕНИИ ФОРМ ЦЕНТРОВЫХ ОТВЕРСТИЙ
Форма центровых отверстий
а) В случаях, когда после обработки необходимость в центровых отверстиях отпадает.
б) В случаях, когда сохранность центровых отверстий в процессе их эксплуатации гарантируется соответствующей термообработкой
В случаях, когда центровые отверстия являются базой для многократного использования, а также в случаях, когда центровые отверстия сохраняются в готовых изделиях
Для оправок и калибров-пробок
Для крупных валов (назначение аналогично с формой А)
Для крупных валов (назначение аналогично с формой В)
В случаях, когда требуется повышенная точность обработки
Для монтажных работ, транспортирования, хранения и термообработки де-
талей в вертикальном положении
Для конусов инструмента: Морзе, метрических и др.
ПРИЛОЖЕНИЕ. (Измененная редакция, Изм. № 1).
ДАННЫЕ ДЛЯ ВЫБОРА ЦЕНТРОВЫХ ОТВЕРСТИЙ В ЗАВИСИМОСТИ ОТ МАССЫ ИЗДЕЛИЙ (ЗАГОТОВОК)
Отверстия центровые
ОТВЕРСТИЯ ЦЕНТРОВЫЕ С УГЛОМ КОНУСА 60 o
(ГОСТ 14034-74)
* Размер для справок
| D | d | d1 | d2 | d3, по Н14 | l, не менее | l1 | l2, по Н12 | l3, не менее | |
| номин. | пред. откл. | ||||||||
| 2,0 | (0,5) | 1,6 | — | — | 0,8 | 0,48 | Н11 | — | — |
| 2,5 | (0,63) | 1,32 | — | — | 0,9 | 0,60 | — | — | |
| 3 | (0,8) | 1,70 | 2,50 | — | 1,1 | 0,78 | 1,02 | — | |
| 4 | 1,0 | 2,12 | 3,15 | — | 1,3 | 0,97 | 1,27 | — | |
| 5 | (1,25) | 2,65 | 4,00 | — | 1,6 | 1,21 | Н12 | 1,60 | — |
| 6 | 1,6 | 3,35 | 5,00 | — | 2,0 | 1,52 | 1,99 | — | |
| 10 | 2,0 | 4,25 | 6,30 | 7,0 | 2,5 | 1,95 | 2,54 | 0,6 | |
| 14 | 2,5 | 5,30 | 8,00 | 9,0 | 3,1 | 2,42 | 3,20 | 0,8 | |
| 20 | 3,15 | 3,70 | 10,0 | 12,0 | 3,9 | 3,07 | 4,03 | 0,9 | |
| 30 | 4 | 8,50 | 12,50 | 16,0 | 5,0 | 3,90 | 5,06 | 1,2 | |
| 40 | (5) | 10,60 | 16,0 | 20,0 | 6,3 | 4,85 | 6,41 | 1,6 | |
| 60 | 6,3 | 13,20 | 18,0 | 25,0 | 8,0 | 5,98 | 7,36 | 1,8 | |
| 80 | (8) | 17,0 | 22,40 | 32,0 | 10,1 | 7,79 | 9,35 | 2,0 | |
| 100 | 10 | 21,20 | 28,00 | 36,0 | 12,8 | 9,70 | 11,66 | 2,5 | |
| 120 | 12 | 25,40 | 33,0 | — | 14,6 | 11,6 | 13,80 | — | |
| 160 | 16 | 33,90 | 42,50 | — | 19,2 | 15,50 | 18,00 | — | |
| 240 | 20 | 42,40 | 51,60 | — | 25,0 | 19,40 | 22,00 | — | |
| 360 | 25 | 53,00 | 63,30 | — | 32,0 | 24,0 | 27,0 | — | |
Примечания:
1. Размеры, заключенные в скобки, применять не рекомендуется.
2. Размеры D рекомендуемые.
Пример обозначения центрового отверстия формы А диаметром d = 1 мм:
Отв. центр. А1 ГОСТ 14034-74
ОТВЕРСТИЯ ЦЕНТРОВЫЕ С УГЛОМ КОНУСА 75 o
(ГОСТ 14034-74)
* Размер для справок
| D | d | d1 | d2 | l, не менее | l1, по Н17 | l2, по Н17 |
| 120 | 8 | 23,3 | 30,2 | 10 | 10 | 12,0 |
| 180 | 12 | 36,6 | 45,4 | 15 | 16 | 18,5 |
| 260 | 20 | 60,0 | 70,3 | 22 | 26 | 29,0 |
| 360 | 30 | 91,4 | 105,0 | 32 | 40 | 44,0 |
| 500 | 40 | 120,0 | 137,0 | 43 | 52 | 57,0 |
| 800 | 50 | 150,0 | 170,5 | 52 | 65 | 71,0 |
| 1200 | 63 | 186,0 | 213,7 | 65 | 80 | 88,0 |
Примечание:
Размеры D рекомендуемые.
Пример обозначения центрового отверстия формы С диаметром d = 8 мм:
Отв. центр. С8 ГОСТ 14034-74
ОТВЕРСТИЕ ЦЕНТРОВОЕ С ДУГООБРАЗНОЙ ОБРАЗУЮЩЕЙ
(ГОСТ 14034-74)
| D | d | d1 | l, не менее | r | |
| наименьшее | наибольшее | ||||
| 2 | (0,5) | 1,30 | 1,3 | 1,30 | 1,60 |
| 2,5 | (0,63) | 1,50 | 1,5 | 1,60 | 2,00 |
| 3 | (0,8) | 1,70 | 1,9 | 2,00 | 2,50 |
| 4 | 1 | 2,12 | 2,3 | 2,50 | 3,15 |
| 5 | (1,25) | 2,65 | 2,8 | 3,15 | 4,00 |
| 6 | 1,6 | 3,35 | 3,5 | 4,00 | 5,00 |
| 10 | 2 | 4,25 | 4,4 | 5,00 | 6,30 |
| 14 | 2,5 | 5,30 | 5,5 | 6,30 | 8,00 |
| 20 | 3,15 | 6,70 | 7,0 | 8,00 | 10,00 |
| 30 | 4 | 8,50 | 8,9 | 10,00 | 12,50 |
| 40 | (5) | 10,60 | 11,2 | 12,50 | 16,00 |
| 60 | 6,3 | 13,20 | 14,0 | 16,00 | 20,00 |
| 80 | (8) | 17,00 | 17,9 | 20,00 | 25,00 |
| 100 | 10 | 21,20 | 22,5 | 25,00 | 31,50 |
Читайте также: Датчик положения распределительных валов форд фокус 2
Примечания:
1. Размеры, заключенные в скобки, применять не рекомендуется.
2. Размеры D рекомендуемые.
Пример обозначения центрового отверстия формы R диаметром d = 1 мм:
Отв. центр. R1 ГОСТ 14034-74
ОТВЕРСТИЯ ЦЕНТРОВЫЕ С МЕТРИЧЕСКОЙ РЕЗЬБОЙ
(ГОСТ 14034-74)
* Размеры для справок
| D для формы | d | d1, Н14 | d2 | d3 | l, не менее | l1, Н15 | l2, не более | l3, Н15 | α | |
| F | H | |||||||||
| 8 | — | М3 | 3,2 | 5 | — | 2,8 | 1,56 | — | — | 60° |
| 10 | 16 | М4 | 4,3 | 6,5 | 8,2 | 3,5 | 1,90 | 4,0 | 2,4 | |
| 12,5 | 20 | М5 | 5,3 | 8,0 | 11,4 | 4,5 | 2,30 | 5,5 | 3,3 | |
| 16 | 25 | М6 | 6,4 | 10,0 | 13,3 | 5,5 | 3,00 | 6,5 | 4,0 | |
| 20 | 32 | М8 | 8,4 | 12,5 | 16,0 | 7,0 | 3,50 | 8,0 | 4,5 | |
| 25 | 40 | М10 | 11,0 | 15,6 | 19,8 | 9,0 | 4,00 | 10,2 | 5,2 | |
| 32 | 50 | М12 | 13,0 | 18,0 | 22,0 | 10,0 | 4,30 | 11,2 | 5,5 | |
| 40 | 63 | М16 | 17,0 | 22,8 | 28,7 | 11,0 | 5,00 | 12,5 | 6,5 | |
| 63 | 80 | М20 | 21,0 | 28,0 | 33,0 | 12,5 | 6,00 | 14,0 | 7,5 | |
| 100 | М24 | 25,0 | 36,0 | 43,0 | 14,0 | 9,50 | 16,0 | 11,5 | ||
| 160 | М30 | 31,0 | 44,8 | 51,8 | 18,0 | 12,00 | 20,0 | 14,0 | ||
| 250 | М36 | 37,5 | 53,0 | 60,0 | 20,0 | 13,5 | 22,0 | 15,5 | ||
| 400 | М42 | 43,5 | 59,7 | 70,5 | 22,0 | 14,0 | 25,0 | 17,0 | ||
| 630 | М48 | 49,5 | 74,0 | 88,0 | 24,0 | 16,0 | 28,0 | 20,0 | 75° | |
| 900 | М56 | 58,0 | 85,6 | 99,5 | 27,0 | 18,0 | 31,0 | 22,0 | ||
| св. 1200 | М64 | 66,0 | 95,0 | 112,5 | 29,0 | 19,0 | 34,0 | 24,0 | ||
| М72х6 | 74,0 | 104,7 | 122,0 | 31,0 | 20,0 | 36,0 | 25,0 | |||
| М80х6 | 82,0 | 115,7 | 133,0 | 34,0 | 22,0 | 39,0 | 27,0 | |||
| М100х6 | 102,0 | 140,0 | 160,0 | 36,0 | 24,0 | 42,0 | 30,0 | |||
Примечания:
1. Размеры D рекомендуемые.
2. Формы F и H не должны применяться для режущего и вспомогательного инструмента с коническими хвостовиками с конусностью 1:10, 1:7, 7:24, метрической и Морзе.
Пример обозначения центрового отверстия формы F диаметром резьбы d = М3 мм:
Отв. центр. F М3 ГОСТ 14034-74
ОТВЕРСТИЯ ЦЕНТРОВЫЕ С МЕТРИЧЕСКОЙ РЕЗЬБОЙ
(ГОСТ 14034-74)
рекомендуемое
* Размеры для справок
| Обозначение конусов | d | d1, по Н14 | d2 | d3, Н14 | L, не менее | l | l1 | l2, не менее | ||||
| ГОСТ 25557-2006 | ГОСТ 9953-82 | ГОСТ 7343-72 | ГОСТ 24644-41 | |||||||||
| Метрические | Морзе | |||||||||||
| — | 1 | B12 | — | — | М6 | 6,4 | 8,0 | 8,5 | 16 | 3,5 | 1,53 | — |
| 2 | В18 | М10 | 10,5 | 12,5 | 13,2 | 24 | 4,5 | 1,90 | — | |||
| 3 | В24 | 30 | М12 | 13,0 | 15,0 | 17,0 | 28 | 6,0 | 2,30 | 0,6 | ||
| 4 | В32 | 40 | М16 | 17,0 | 20,0 | 22,0 | 32 | 8,0 | 3,20 | — | ||
| 5 | В45 | 80 | 45 | М20 | 21,0 | 26,0 | 30,0 | 40 | 10,0 | 5,50 | 1,1 | |
| 90 | ||||||||||||
| 6 | — | — | 50; 55 | М24 | 25,0 | 31,0 | 36,0 | 50 | 11,0 | 6,60 | 1,4 | |
| 80 | — | 100 | 60 | М30 | 31,0 | 38,0 | 45,0 | 65 | 14,0 | 8,0 | 2,0 | |
| (110) | ||||||||||||
| 120 | ||||||||||||
| 140 | ||||||||||||
| 100 | 160 | 65 | М36 | 37,0 | 45,0 | 52,0 | 80 | 15,0 | 9,0 | |||
| 120 | (180) | |||||||||||
| — | 200 | |||||||||||
| — | — | 70 | М36* | 50,0 | 60,0 | 68,0 | 100 | 18,0 | 11,0 | 2,3 | ||
| 160 | М48 | |||||||||||
| 200 | ||||||||||||
Примечание:
* Диаметр резьбы М36 только для конуса №70 ГОСТ 24644-81.
ПРИМЕНЕНИЕ ФОРМ ЦЕНТРОВЫХ ОТВЕРСТИЙ
Форма A — в случаях, когда после обработки необходимость в центровых отверстиях отпадает, и в случаях, когда сохранность центровых отверстий в процессе их эксплуатации гарантируется соответствующей термообработкой;
Форма B — в случаях, когда центровые отверстия являются базой для многократного использования, а также в случаях, когда центровые отверстия сохраняются в готовых изделиях;
Форма Т — для оправок и калибров пробок;
Формы F и H — для монтажных работ, транспортирования, хранения и термообработки деталей в вертикальном положении;
Форма C — для крупных валов (назначение аналогично с формой А);
Форма Е — для крупных валов (назначение аналогично с формой В);
Форма R — в случаях когда требуется повышенная точность обработки;
Форма Р — для конусов инструмента: Морзе, метрических и др.
Назначение центровых отверстий формы А, В и T
в зависимости от массы изделий (заготовок):
(рекомендуемое)
| Масса изделия, кг не более | d, мм | Масса изделия, кг не более | d, мм | Масса изделия, кг не более | d, мм |
| 50 | 2 | 200 | 5 | 1.500 | 12 |
| 80 | 2,5 | 360 | 6,3 | 2.500 | 16 |
| 90 | 3,15 | 500 | 8 | 8.000 | 20 |
| 100 | 4 | 800 | 10 | 20.000 | 25 |
Назначение центровых отверстий формы С и Е
в зависимости от массы изделий (заготовок):
(рекомендуемое)
🌟 Видео
Допуски в системе вал-отверстиеСкачать

Центровочные свёрла - залог качественной обработкиСкачать

Секрет СТАРЫХ МАСТЕРОВ, как сделать идеально точную разметку под шканты!Скачать

Чертёж вала. Часть - 1. (Фронтальная проекция)Скачать

Конструкторские , технологические и измерительные базы. Базирование деталиСкачать

Изготовление точного щлицевого вала. Чертеж с техническим требованием полного радиального биенияСкачать

Станочные центра. Виды центров упорные, обратный, полуцентры упорные, сферический, рифленыйСкачать
СТРОГО ПО ЦЕНТРУ !!! БЕЗ СТАНКА И ТОКАРЯ, как просверлить отверстие в болтеСкачать

Как ВСЕГДА получать качественную деталь? Основы базирования.Скачать

Задача "Вал": Выполнение чертежаСкачать

Развертка коническая 1 50Скачать

Solidworks. Урок 20.4 Простановка КОНИЧЕСКОЙ РЕЗЬБЫ по ГОСТ - создание чертежаСкачать

Чтение чертежей для начинающих инженеров. Черчение и размеры на чертежеСкачать

06 Резьбовые отверстия на цилиндрических поверхностях в SolidWorksСкачать

КОМПАС-3D v18 Команда «Отверстие из библиотеки»Скачать

Вал двухступенчатого редуктора ➤ Курсовой проект одного из студентовСкачать

Резьбовые соединения. Способы и приспособления для контроля резьбы. Дефекты при резьбонарезанииСкачать

Проектирование конического редуктора. Урок 2. Моделирование тихоходного валаСкачать
