
1. Настоящий стандарт устанавливает формы и размеры центровых отверстий. Стандарт соответствует рекомендации СЭВ по стандартизации PC 2772-70.
В стандарте учтены требования международных стандартов ИСО 866-75, ИСО 2540-73 и ИСО 2541-72.
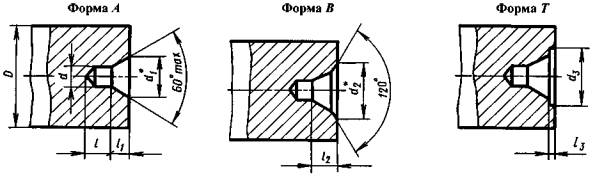
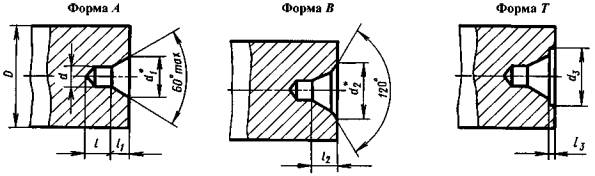
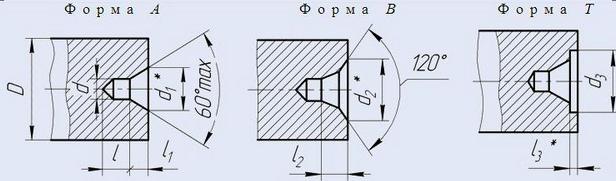
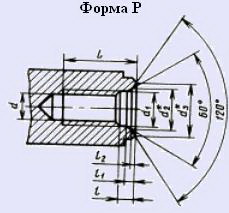
2. Размеры центровых отверстий форм А, В, Т, С, Е, R , F и Н должны соответствовать указанным на черт. 1 — 4 и в табл. 1 — 4. Размеры центровых отверстий формы Р указаны в приложении 3.
ЦЕНТРОВЫЕ ОТВЕРСТИЯ С УГЛОМ КОНУСА 60°
1. Размеры, заключенные в скобки, применять не рекомендуется.
2. Размеры D рекомендуемые.
Пример условного обозначения центрового отверстия формы А диаметром d = 1 мм:
Отв. центр. AI ГОСТ 14034-74
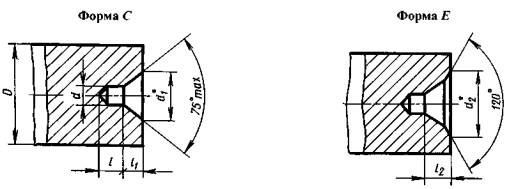
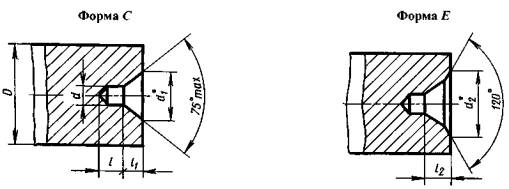
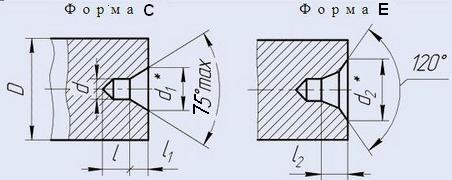
ЦЕНТРОВЫЕ ОТВЕРСТИЯ С УГЛОМ КОНУСА 75°
Примечание. Размеры D рекомендуемые.
Пример условного обозначения центрового отверстия формы C диаметром d = 8 мм:
Отв. центр. С8 ГОСТ 14034-74
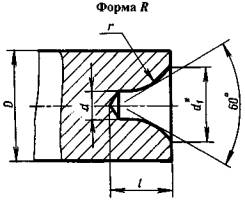
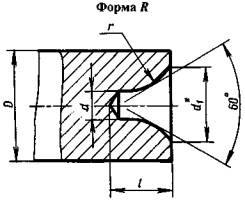
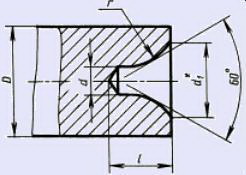
ЦЕНТРОВОЕ ОТВЕРСТИЕ С ДУГООБРАЗНОЙ ОБРАЗУЮЩЕЙ
1. Размеры, заключенные в скобки, применять не рекомендуется.
2. Размеры D рекомендуемые.
Пример условного обозначения центрового отверстия формы R диаметром d = 1 мм:
Отв. центр. R1 ГОСТ 14034-74
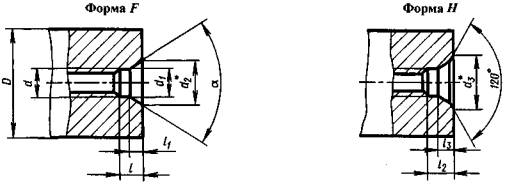
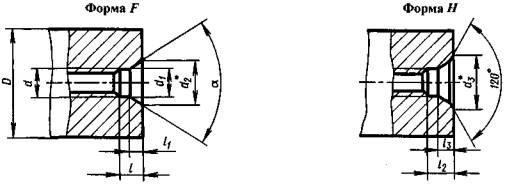
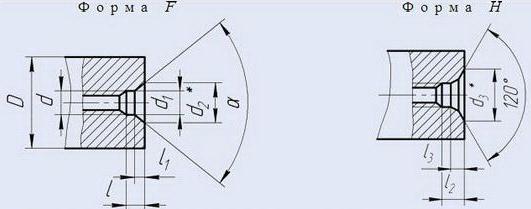
ЦЕНТРОВЫЕ ОТВЕРСТИЯ С МЕТРИЧЕСКОЙ РЕЗЬБОЙ
1. Размеры D рекомендуемые.
2. Формы F и Н не должны применяться для режущего и вспомогательного инструмента с коническими хвостовиками с конусностью 1:10, 1:7, 7:24, метрической и Морзе.
Пример условного обозначения центрового отверстия формы F с диаметром резьбы d = M 3 :
Отв. центр. F М3 ГОСТ 14034-74
1.1, 1.2. (Измененная редакция, Изм. № 1, 2).
3. Точность изготовления размера d и углов 60°, 75° и 120°, а также радиуса г в центровом отверстии с дугообразной образующей обеспечивается центровочным режущим инструментом. При обработке углов рабочего конуса 60° и 75° другими видами режущего инструмента отклонение угла должно быть не более минус 30′.
4. Длина конической поверхности l 1 в центровых отверстиях с углом конуса 60° в технически обоснованных случаях может быть уменьшена до 0,5 l 1 .
5. Резьба — по ГОСТ 24705-2004.
Поле допуска резьбы — 7Н по ГОСТ 16093-2004.
6. Параметры шероховатости поверхностей центровых отверстий по ГОСТ 2789-73 должны быть:
посадочных (конусной и дугообразной) поверхностей — Ra ≤ 2,5 мкм; поверхностей резьбы и предохранительных фасок — Rz ≤ 80 мкм.
(Измененная редакция, Изм. № 1).
7. Сведения о применении центровых отверстий даны в приложении 1.
8. Данные для выбора центровых отверстий в зависимости от массы изделий (заготовок) приведены в приложении 2.
СВЕДЕНИЯ О ПРИМЕНЕНИИ ФОРМ ЦЕНТРОВЫХ ОТВЕРСТИЙ
Форма центровых отверстий
а) В случаях, когда после обработки необходимость в центровых отверстиях отпадает.
б) В случаях, когда сохранность центровых отверстий в процессе их эксплуатации гарантируется соответствующей термообработкой
В случаях, когда центровые отверстия являются базой для многократного использования, а также в случаях, когда центровые отверстия сохраняются в готовых изделиях
Для оправок и калибров-пробок
Для крупных валов (назначение аналогично с формой А)
Для крупных валов (назначение аналогично с формой В)
В случаях, когда требуется повышенная точность обработки
Для монтажных работ, транспортирования, хранения и термообработки де-
талей в вертикальном положении
Для конусов инструмента: Морзе, метрических и др.
Читайте также: Промывка системы кондиционера автомобиля после заклинивания компрессора своими руками
ПРИЛОЖЕНИЕ. (Измененная редакция, Изм. № 1).
ДАННЫЕ ДЛЯ ВЫБОРА ЦЕНТРОВЫХ ОТВЕРСТИЙ В ЗАВИСИМОСТИ ОТ МАССЫ ИЗДЕЛИЙ (ЗАГОТОВОК)
Центровые отверстия вала гост
Постановлением Государственного комитета стандартов Совета Министров СССР от 27 сентября 1974 г. № 2253 дата введения установлена
Ограничение срока действия снято Постановлением Госстандарта СССР от 1 апреля 1981 г. № 1638
Издание 2006 г. с Изменениями № 1, 2, утвержденными в декабре 1978 г., апреле 1981 г. (ИУС 5-80, 6-81).
1. Настоящий стандарт устанавливает формы и размеры центровых отверстий. Стандарт соответствует рекомендации СЭВ по стандартизации PC 2772-70.
В стандарте учтены требования международных стандартов ИСО 866-75, ИСО 2540-73 и ИСО 2541-72.
2. Размеры центровых отверстий форм А, В, Т, С, Е, R , F и Н должны соответствовать указанным на черт. 1 — 4 и в табл. 1 — 4. Размеры центровых отверстий формы Р указаны в приложении 3.
ЦЕНТРОВЫЕ ОТВЕРСТИЯ С УГЛОМ КОНУСА 60°
1. Размеры, заключенные в скобки, применять не рекомендуется.
2. Размеры D рекомендуемые.
Пример условного обозначения центрового отверстия формы А диаметром d = 1 мм:
Отв. центр. AI ГОСТ 14034-74
ЦЕНТРОВЫЕ ОТВЕРСТИЯ С УГЛОМ КОНУСА 75°
Примечание. Размеры D рекомендуемые.
Пример условного обозначения центрового отверстия формы C диаметром d = 8 мм:
Отв. центр. С8 ГОСТ 14034-74
ЦЕНТРОВОЕ ОТВЕРСТИЕ С ДУГООБРАЗНОЙ ОБРАЗУЮЩЕЙ
1. Размеры, заключенные в скобки, применять не рекомендуется.
2. Размеры D рекомендуемые.
Пример условного обозначения центрового отверстия формы R диаметром d = 1 мм:
Отв. центр. R 1 ГОСТ 14034-74
ЦЕНТРОВЫЕ ОТВЕРСТИЯ С МЕТРИЧЕСКОЙ РЕЗЬБОЙ
1. Размеры D рекомендуемые.
2. Формы F и Н не должны применяться для режущего и вспомогательного инструмента с коническими хвостовиками с конусностью 1:10, 1:7, 7:24, метрической и Морзе.
Пример условного обозначения центрового отверстия формы F с диаметром резьбы d = M 3 :
Отв. центр. F М3 ГОСТ 14034-74
1.1, 1.2. (Измененная редакция, Изм. № 1, 2).
3. Точность изготовления размера d и углов 60°, 75° и 120°, а также радиуса г в центровом отверстии с дугообразной образующей обеспечивается центровочным режущим инструментом. При обработке углов рабочего конуса 60° и 75° другими видами режущего инструмента отклонение угла должно быть не более минус 30′.
4. Длина конической поверхности l 1 в центровых отверстиях с углом конуса 60° в технически обоснованных случаях может быть уменьшена до 0,5 l 1 .
Поле допуска резьбы — 7Н по ГОСТ 16093-2004.
6. Параметры шероховатости поверхностей центровых отверстий по ГОСТ 2789-73 должны быть:
посадочных (конусной и дугообразной) поверхностей — Ra ≤ 2,5 мкм; поверхностей резьбы и предохранительных фасок — Rz ≤ 80 мкм.
(Измененная редакция, Изм. № 1).
7. Сведения о применении центровых отверстий даны в приложении 1.
8. Данные для выбора центровых отверстий в зависимости от массы изделий (заготовок) приведены в приложении 2.
СВЕДЕНИЯ О ПРИМЕНЕНИИ ФОРМ ЦЕНТРОВЫХ ОТВЕРСТИЙ
Форма центровых отверстий
а) В случаях, когда после обработки необходимость в центровых отверстиях отпадает.
б) В случаях, когда сохранность центровых отверстий в процессе их эксплуатации гарантируется соответствующей термообработкой
В случаях, когда центровые отверстия являются базой для многократного использования, а также в случаях, когда центровые отверстия сохраняются в готовых изделиях
Для оправок и калибров-пробок
Для крупных валов (назначение аналогично с формой А)
Для крупных валов (назначение аналогично с формой В)
В случаях, когда требуется повышенная точность обработки
Для монтажных работ, транспортирования, хранения и термообработки де-
Читайте также: Вес карданного вала урал 4320
талей в вертикальном положении
Для конусов инструмента: Морзе, метрических и др.
ПРИЛОЖЕНИЕ. (Измененная редакция, Изм. № 1).
ДАННЫЕ ДЛЯ ВЫБОРА ЦЕНТРОВЫХ ОТВЕРСТИЙ В ЗАВИСИМОСТИ ОТ МАССЫ ИЗДЕЛИЙ (ЗАГОТОВОК)
Отверстия центровые
ОТВЕРСТИЯ ЦЕНТРОВЫЕ С УГЛОМ КОНУСА 60 o
(ГОСТ 14034-74)
* Размер для справок
| D | d | d1 | d2 | d3, по Н14 | l, не менее | l1 | l2, по Н12 | l3, не менее | |
| номин. | пред. откл. | ||||||||
| 2,0 | (0,5) | 1,6 | — | — | 0,8 | 0,48 | Н11 | — | — |
| 2,5 | (0,63) | 1,32 | — | — | 0,9 | 0,60 | — | — | |
| 3 | (0,8) | 1,70 | 2,50 | — | 1,1 | 0,78 | 1,02 | — | |
| 4 | 1,0 | 2,12 | 3,15 | — | 1,3 | 0,97 | 1,27 | — | |
| 5 | (1,25) | 2,65 | 4,00 | — | 1,6 | 1,21 | Н12 | 1,60 | — |
| 6 | 1,6 | 3,35 | 5,00 | — | 2,0 | 1,52 | 1,99 | — | |
| 10 | 2,0 | 4,25 | 6,30 | 7,0 | 2,5 | 1,95 | 2,54 | 0,6 | |
| 14 | 2,5 | 5,30 | 8,00 | 9,0 | 3,1 | 2,42 | 3,20 | 0,8 | |
| 20 | 3,15 | 3,70 | 10,0 | 12,0 | 3,9 | 3,07 | 4,03 | 0,9 | |
| 30 | 4 | 8,50 | 12,50 | 16,0 | 5,0 | 3,90 | 5,06 | 1,2 | |
| 40 | (5) | 10,60 | 16,0 | 20,0 | 6,3 | 4,85 | 6,41 | 1,6 | |
| 60 | 6,3 | 13,20 | 18,0 | 25,0 | 8,0 | 5,98 | 7,36 | 1,8 | |
| 80 | (8) | 17,0 | 22,40 | 32,0 | 10,1 | 7,79 | 9,35 | 2,0 | |
| 100 | 10 | 21,20 | 28,00 | 36,0 | 12,8 | 9,70 | 11,66 | 2,5 | |
| 120 | 12 | 25,40 | 33,0 | — | 14,6 | 11,6 | 13,80 | — | |
| 160 | 16 | 33,90 | 42,50 | — | 19,2 | 15,50 | 18,00 | — | |
| 240 | 20 | 42,40 | 51,60 | — | 25,0 | 19,40 | 22,00 | — | |
| 360 | 25 | 53,00 | 63,30 | — | 32,0 | 24,0 | 27,0 | — | |
Примечания:
1. Размеры, заключенные в скобки, применять не рекомендуется.
2. Размеры D рекомендуемые.
Пример обозначения центрового отверстия формы А диаметром d = 1 мм:
Отв. центр. А1 ГОСТ 14034-74
ОТВЕРСТИЯ ЦЕНТРОВЫЕ С УГЛОМ КОНУСА 75 o
(ГОСТ 14034-74)
* Размер для справок
| D | d | d1 | d2 | l, не менее | l1, по Н17 | l2, по Н17 |
| 120 | 8 | 23,3 | 30,2 | 10 | 10 | 12,0 |
| 180 | 12 | 36,6 | 45,4 | 15 | 16 | 18,5 |
| 260 | 20 | 60,0 | 70,3 | 22 | 26 | 29,0 |
| 360 | 30 | 91,4 | 105,0 | 32 | 40 | 44,0 |
| 500 | 40 | 120,0 | 137,0 | 43 | 52 | 57,0 |
| 800 | 50 | 150,0 | 170,5 | 52 | 65 | 71,0 |
| 1200 | 63 | 186,0 | 213,7 | 65 | 80 | 88,0 |
Примечание:
Размеры D рекомендуемые.
Пример обозначения центрового отверстия формы С диаметром d = 8 мм:
Отв. центр. С8 ГОСТ 14034-74
ОТВЕРСТИЕ ЦЕНТРОВОЕ С ДУГООБРАЗНОЙ ОБРАЗУЮЩЕЙ
(ГОСТ 14034-74)
| D | d | d1 | l, не менее | r | |
| наименьшее | наибольшее | ||||
| 2 | (0,5) | 1,30 | 1,3 | 1,30 | 1,60 |
| 2,5 | (0,63) | 1,50 | 1,5 | 1,60 | 2,00 |
| 3 | (0,8) | 1,70 | 1,9 | 2,00 | 2,50 |
| 4 | 1 | 2,12 | 2,3 | 2,50 | 3,15 |
| 5 | (1,25) | 2,65 | 2,8 | 3,15 | 4,00 |
| 6 | 1,6 | 3,35 | 3,5 | 4,00 | 5,00 |
| 10 | 2 | 4,25 | 4,4 | 5,00 | 6,30 |
| 14 | 2,5 | 5,30 | 5,5 | 6,30 | 8,00 |
| 20 | 3,15 | 6,70 | 7,0 | 8,00 | 10,00 |
| 30 | 4 | 8,50 | 8,9 | 10,00 | 12,50 |
| 40 | (5) | 10,60 | 11,2 | 12,50 | 16,00 |
| 60 | 6,3 | 13,20 | 14,0 | 16,00 | 20,00 |
| 80 | (8) | 17,00 | 17,9 | 20,00 | 25,00 |
| 100 | 10 | 21,20 | 22,5 | 25,00 | 31,50 |
Примечания:
1. Размеры, заключенные в скобки, применять не рекомендуется.
2. Размеры D рекомендуемые.
Пример обозначения центрового отверстия формы R диаметром d = 1 мм:
Отв. центр. R1 ГОСТ 14034-74
ОТВЕРСТИЯ ЦЕНТРОВЫЕ С МЕТРИЧЕСКОЙ РЕЗЬБОЙ
(ГОСТ 14034-74)
* Размеры для справок
| D для формы | d | d1, Н14 | d2 | d3 | l, не менее | l1, Н15 | l2, не более | l3, Н15 | α | |
| F | H | |||||||||
| 8 | — | М3 | 3,2 | 5 | — | 2,8 | 1,56 | — | — | 60° |
| 10 | 16 | М4 | 4,3 | 6,5 | 8,2 | 3,5 | 1,90 | 4,0 | 2,4 | |
| 12,5 | 20 | М5 | 5,3 | 8,0 | 11,4 | 4,5 | 2,30 | 5,5 | 3,3 | |
| 16 | 25 | М6 | 6,4 | 10,0 | 13,3 | 5,5 | 3,00 | 6,5 | 4,0 | |
| 20 | 32 | М8 | 8,4 | 12,5 | 16,0 | 7,0 | 3,50 | 8,0 | 4,5 | |
| 25 | 40 | М10 | 11,0 | 15,6 | 19,8 | 9,0 | 4,00 | 10,2 | 5,2 | |
| 32 | 50 | М12 | 13,0 | 18,0 | 22,0 | 10,0 | 4,30 | 11,2 | 5,5 | |
| 40 | 63 | М16 | 17,0 | 22,8 | 28,7 | 11,0 | 5,00 | 12,5 | 6,5 | |
| 63 | 80 | М20 | 21,0 | 28,0 | 33,0 | 12,5 | 6,00 | 14,0 | 7,5 | |
| 100 | М24 | 25,0 | 36,0 | 43,0 | 14,0 | 9,50 | 16,0 | 11,5 | ||
| 160 | М30 | 31,0 | 44,8 | 51,8 | 18,0 | 12,00 | 20,0 | 14,0 | ||
| 250 | М36 | 37,5 | 53,0 | 60,0 | 20,0 | 13,5 | 22,0 | 15,5 | ||
| 400 | М42 | 43,5 | 59,7 | 70,5 | 22,0 | 14,0 | 25,0 | 17,0 | ||
| 630 | М48 | 49,5 | 74,0 | 88,0 | 24,0 | 16,0 | 28,0 | 20,0 | 75° | |
| 900 | М56 | 58,0 | 85,6 | 99,5 | 27,0 | 18,0 | 31,0 | 22,0 | ||
| св. 1200 | М64 | 66,0 | 95,0 | 112,5 | 29,0 | 19,0 | 34,0 | 24,0 | ||
| М72х6 | 74,0 | 104,7 | 122,0 | 31,0 | 20,0 | 36,0 | 25,0 | |||
| М80х6 | 82,0 | 115,7 | 133,0 | 34,0 | 22,0 | 39,0 | 27,0 | |||
| М100х6 | 102,0 | 140,0 | 160,0 | 36,0 | 24,0 | 42,0 | 30,0 | |||
Читайте также: Как снять адаптер ножа с вала газонокосилки
Примечания:
1. Размеры D рекомендуемые.
2. Формы F и H не должны применяться для режущего и вспомогательного инструмента с коническими хвостовиками с конусностью 1:10, 1:7, 7:24, метрической и Морзе.
Пример обозначения центрового отверстия формы F диаметром резьбы d = М3 мм:
Отв. центр. F М3 ГОСТ 14034-74
ОТВЕРСТИЯ ЦЕНТРОВЫЕ С МЕТРИЧЕСКОЙ РЕЗЬБОЙ
(ГОСТ 14034-74)
рекомендуемое
* Размеры для справок
| Обозначение конусов | d | d1, по Н14 | d2 | d3, Н14 | L, не менее | l | l1 | l2, не менее | ||||
| ГОСТ 25557-2006 | ГОСТ 9953-82 | ГОСТ 7343-72 | ГОСТ 24644-41 | |||||||||
| Метрические | Морзе | |||||||||||
| — | 1 | B12 | — | — | М6 | 6,4 | 8,0 | 8,5 | 16 | 3,5 | 1,53 | — |
| 2 | В18 | М10 | 10,5 | 12,5 | 13,2 | 24 | 4,5 | 1,90 | — | |||
| 3 | В24 | 30 | М12 | 13,0 | 15,0 | 17,0 | 28 | 6,0 | 2,30 | 0,6 | ||
| 4 | В32 | 40 | М16 | 17,0 | 20,0 | 22,0 | 32 | 8,0 | 3,20 | — | ||
| 5 | В45 | 80 | 45 | М20 | 21,0 | 26,0 | 30,0 | 40 | 10,0 | 5,50 | 1,1 | |
| 90 | ||||||||||||
| 6 | — | — | 50; 55 | М24 | 25,0 | 31,0 | 36,0 | 50 | 11,0 | 6,60 | 1,4 | |
| 80 | — | 100 | 60 | М30 | 31,0 | 38,0 | 45,0 | 65 | 14,0 | 8,0 | 2,0 | |
| (110) | ||||||||||||
| 120 | ||||||||||||
| 140 | ||||||||||||
| 100 | 160 | 65 | М36 | 37,0 | 45,0 | 52,0 | 80 | 15,0 | 9,0 | |||
| 120 | (180) | |||||||||||
| — | 200 | |||||||||||
| — | — | 70 | М36* | 50,0 | 60,0 | 68,0 | 100 | 18,0 | 11,0 | 2,3 | ||
| 160 | М48 | |||||||||||
| 200 | ||||||||||||
Примечание:
* Диаметр резьбы М36 только для конуса №70 ГОСТ 24644-81.
ПРИМЕНЕНИЕ ФОРМ ЦЕНТРОВЫХ ОТВЕРСТИЙ
Форма A — в случаях, когда после обработки необходимость в центровых отверстиях отпадает, и в случаях, когда сохранность центровых отверстий в процессе их эксплуатации гарантируется соответствующей термообработкой;
Форма B — в случаях, когда центровые отверстия являются базой для многократного использования, а также в случаях, когда центровые отверстия сохраняются в готовых изделиях;
Форма Т — для оправок и калибров пробок;
Формы F и H — для монтажных работ, транспортирования, хранения и термообработки деталей в вертикальном положении;
Форма C — для крупных валов (назначение аналогично с формой А);
Форма Е — для крупных валов (назначение аналогично с формой В);
Форма R — в случаях когда требуется повышенная точность обработки;
Форма Р — для конусов инструмента: Морзе, метрических и др.
Назначение центровых отверстий формы А, В и T
в зависимости от массы изделий (заготовок):
(рекомендуемое)
| Масса изделия, кг не более | d, мм | Масса изделия, кг не более | d, мм | Масса изделия, кг не более | d, мм |
| 50 | 2 | 200 | 5 | 1.500 | 12 |
| 80 | 2,5 | 360 | 6,3 | 2.500 | 16 |
| 90 | 3,15 | 500 | 8 | 8.000 | 20 |
| 100 | 4 | 800 | 10 | 20.000 | 25 |
Назначение центровых отверстий формы С и Е
в зависимости от массы изделий (заготовок):
(рекомендуемое)