

Одной из самых распространенных, простых и дешевых деталей соединения вала со ступицей зубчатого колеса, шкива, маховика является призматическая шпонка. Клиновые, сегментные и цилиндрические шпонки применяются на практике гораздо реже. Хотя приходилось встречать.
. при ремонтных работах все вышеперечисленные типы шпонок, при проектировании новых машин я и мои коллеги применяли исключительно шпоночное соединение с призматической шпонкой, как наиболее технологичное из всех вышеназванных.
Основной задачей, которую выполняет шпоночное соединение, является передача крутящего момента от ступицы валу или от вала ступице. Материалом для изготовления шпонок на практике чаще всего являются Сталь45 и Сталь40Х с временным сопротивлением разрыву более 550…600 МПа.
Шпоночное соединение с призматическими шпонками регламентировано ГОСТ23360-78, а с призматическими высокими шпонками — ГОСТ10748-79. В этих двух ГОСТах даны размеры и допуски на изготовление, как самих шпонок, так и пазов в валу и ступице. ГОСТы можно свободно найти в Интернете и скачать. Они понадобятся в нашей дальнейшей работе. «Выжимки» из этих ГОСТов есть в любом справочнике конструктора-машиностроителя.
Предварительно сечение призматической шпонки выбирается по диаметру вала! Длина шпонки назначается из конструктивных и прочностных соображений.
- Шпоночное соединение. Проверочный расчет в Excel.
- Исходные данные:
- Расчет шпоночного соединения:
- Несколько итоговых замечаний:
- Соединения шпоночные
- ГОСТ 24071-97 Скачать DOC-файл Скачать PDF-файл ГОСТ 24071-97(ИСО 3912-77)Группа Г14МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТОс
- Применение
- Материал
- Виды шпонок
- 3 Размеры и допуски шпонок
- Обозначения на чертежах
- 6 Зависимость между диаметром вала и размерами шпонки
- Достоинства и недостатки
- ПРИЛОЖЕНИЕ А (обязательное). Дополнительные требования, отражающие потребности экономики страны
- Материал шпонок
- ШПОНОЧНЫЕ СОЕДИНЕНИЯ
- 🎦 Видео
Видео:Извлечение шпонки из шпонпаза вала.Скачать

Шпоночное соединение. Проверочный расчет в Excel.
Этот простой расчет можно быстро выполнить в программе MS Excel или в программе OOo Calc .
В ячейки со светло-бирюзовой заливкой пишем исходные данные , в том числе данные, выбранные пользователем по таблицам ГОСТов.
Еще раз напоминаю, что в итоговом файле с программой в примечаниях ко всем ячейкам столбца D помещены пояснения — как и откуда взяты или по каким формулам рассчитаны все значения в таблице.
Начинаем по пунктам выполнять алгоритм расчета на примере конкретного соединения. Расчетная схема представлена на рисунке внизу этого текста. Скриншот окна программы расположен сразу после исходных данных.

Исходные данные:
1. Крутящий момент, передаваемый соединением, Т в Н/м пишем
в ячейку D3: 300,0
2. Диаметр вала в соединении (в месте, где установлена шпонка) d в мм заносим
в ячейку D4: 45,0
3. Глубину паза вала t1 в мм вводим
в ячейку D5: 5,5
4. Высоту шпонки, выбранной по диаметру валу, h в мм записываем
в ячейку D6: 9,0
5. Ширину шпонки b в мм вводим
в ячейку D7: 14,0
6. Габаритную длину шпонки L в мм пишем
в ячейку D8: 63,0
7. Вариант исполнения шпонки (1 — скругленная с двух концов, 2 – без скруглений /параллелепипед/, 3 – скругленная с одной стороны) v заносим
в ячейку D9: 1
8. Допускаемое напряжение при смятии [σсм] в МПа пишем
в ячейку D10: 90,0
9. Допускаемое напряжение при срезе [τср] в МПа рассчитываем как долю в 60% от допускаемого напряжения смятия
в ячейке D10: =0,6*D10 =54,0

Расчет шпоночного соединения:
10. Определяем действующее в соединении напряжение смятия σсм в МПа
в ячейке D13: =ЕСЛИ(D9=1;2*D3*1000/(D4*(D6-D5)*(D8-D7)); ЕСЛИ(D9=2;2*D3*1000/(D4*(D6-D5)*D8);2*D3*1000/(D4*(D6-D5)*(D8-D7/2)))) =77,7
11. Рассчитываем процент нагруженности соединения по напряжению смятия sсм в %
в ячейке D14: =D13/D10*100 =86.4
12. Определяем действующее в соединении напряжение среза τср в МПа
в ячейке D15: =ЕСЛИ(D9=1;2*D3*1000/(D4*D7*(D8-D7)); ЕСЛИ(D9=2;2*D3*1000/(D4*D7*D8);2*D3*1000/(D4*D7*(D8-D7/2)))) =19,4
13. Рассчитываем процент нагруженности соединения по напряжению среза sср в %
в ячейке D16: =D15/D11*100 =36,0
Проверочный прочностной расчет в Excel шпоночного соединения завершен. Выбранная по диаметру вала призматическая шпонка будет работать в соединении, передавая крутящий момент, при напряжении смятия равном 86,4% от допустимого значения.
Несколько итоговых замечаний:
1. Расчеты на срез можно не выполнять, так как смятие всегда наступит раньше для любых шпонок по ГОСТ23360-78 и ГОСТ10748-79.
2. Если одна шпонка не выдерживает нагрузки, то можно поставить две через 180˚ друг от друга. При этом нагрузочная способность соединения возрастет по данным разных авторов в 1,5…2,0 раза.
3. Значения допустимых напряжений смятия [σсм] у разных авторов существенно разнятся:
При стальной ступице и спокойной нагрузке [σсм]=100…150 МПа
При стальной ступице и колебаниях нагрузки [σсм]=75…120 Мпа
При стальной ступице и ударной нагрузке [σсм]=50…90 Мпа
При чугунной ступице и спокойной нагрузке [σсм]=50…75 Мпа
При чугунной ступице и колебаниях нагрузки [σсм]=40…60 Мпа
Для неподвижных соединений [σсм]=(0,3…0,5)*[σт]
Для подвижных соединений [σсм]=(0,1…0,2)*[σт]
Для поверхности с твердостью меньше 240HB [σсм]= 150 МПа
Для поверхности с твердостью 270…300HB [σсм]= 250 МПа (. )
На практике для неподвижных соединений валов со стальными ступицами при колебаниях нагрузки и отсутствии сильных ударов я успешно применял в расчетах [σсм]=90 Мпа. При этом твердость поверхностей шпонки, вала, и иногда ступицы задавал около 300 HB (28…32 HRC). Наверное, перестраховывался.
4. При разработке рабочего чертежа ступенчатого вала старайтесь расположить шпоночные пазы в одной плоскости и выполнить их одной ширины (даже вопреки рекомендациям ГОСТов). При соблюдении вышесказанного пазы на фрезерном станке будут сделаны за одну установку и без смены инструмента – за что технолог и фрезеровщик вам скажут спасибо!
5. Если внимательно посмотреть на расчетные формулы, то можно заметить, что площадь поверхности смятия и площадь поверхности среза считаются по некорректным формулам! Не учитываются фаски кромок и радиусы скруглений шпонки. Не правильно считается высота, а значит и площадь выступающей из вала боковой поверхности шпонки – не учитывается «спад» окружности. Однако все это не имеет существенного значения и влияния на результат из-за глобальной неопределенности, о которой мы говорили в пункте 3 итоговых замечаний…
Для получения информации о выходе новых статей и для скачивания рабочих файлов программ прошу вас подписаться на анонсы в окне, расположенном в конце статьи или в окне вверху страницы.
После ввода адреса своей электронной почты и нажатия на кнопку «Получать анонсы статей» НЕ ЗАБУДЬТЕ ПОДТВЕРДИТЬ ПОДПИСКУ кликом по ссылке в письме, которое тут же придет к вам на указанную почту (иногда — в папку «Спам»)!
Готов ответить на ваши вопросы и выслушать комментарии на статью, уважаемые читатели.
Прошу УВАЖАЮЩИХ труд автора скачать файл ПОСЛЕ ПОДПИСКИ на анонсы статей.
Ссылка на скачивание файла: raschet-shponki (xls 39,0 KB).
Соединения шпоночные
ШПОНКИ ПРИЗМАТИЧЕСКИЕ
( ГОСТ 23360-78 )
Данный ГОСТ 23360-78 соответствует DIN 6885 в диапазоне диаметров 6-130 мм
Описание распространяется на шпоночные соединения с призматическими шпонками и устанавливает размеры и предельные отклонения размеров призматических шпонок и соответствующих им шпоночных пазов на валах и во втулках.
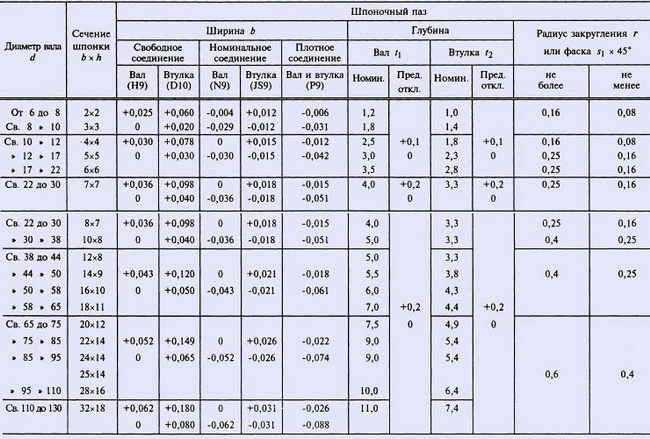
Размеры шпонок в зависимости от диаметра вала
Варианты исполнения шпонок
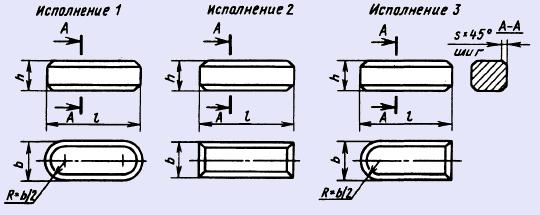
Ряд длин шпонок: 6, 8, 10, 12, 14, 16, 18, 20, 22, 25, 28, 32, 36, 40, 45, 50, 56, 63, 70, 80, 90, 100, 110, 125, 140, 160, 180, 200, 220, 250, 280, 320, 360, 400, 450, 500
шпонка исполнения 1: Шпонка BxHxL ГОСТ 23360-78.
шпонка исполнения 2: Шпонка 2-BxHxL ГОСТ 23360-78.
Материал шпонок — сталь чисто тянутая для шпонок по ГОСТ 8787-68. Допускается применять другую сталь с временным сопротивлением разрыву не менее 590 МПа (60 кг/мм 2 ).
Предельные отклонения пазов должны соответствовать указанным в таблице:
Примечания:
1. Допускаются для ширины паза и втулки любые сочетания полей допусков, указанных в таблице.
2. Для термообработанных деталей допускаются предельные отклонения размера ширины паза вала Н11, если это не влияет на работоспособность соединения.
3. В ответственных шпоночных соединениях сопряжения дна паза с боковыми сторонами выполняются по радиусу, величина и предельные отклонения которого должны указываться на рабочем чертеже.
4. Допускается в обоснованных случаях (пустотелые и ступенчатые валы, передачи пониженных вращающих моментов и т.п.) применять меньшие размеры сечений стандартных шпонок на валах больших диаметров, за исключением выходных концов валов.
Полное описание данных шпонок можно найти в ГОСТ 23360-78 «Соединения шпоночные с призматическими шпонками. Размеры шпонок и сечений пазов. Допуски и посадки».
ГОСТ 10748-79 — «Соединения шпоночные с призматическими высокими шпонками. Размеры шпонок и сечений пазов. Допуски и посадки»
ГОСТ 8790-79 — «Соединения шпоночные с призматическими направляющими шпонками с креплением на валу. Размеры шпонок и сечений пазов. Допуски и посадки»
ГОСТ 12208-66 — «Приспособления станочные. Шпонки призматические скользящие сборные. Конструкция»
ГОСТ 24071-97 — «Сегментные шпонки и шпоночные пазы»
Видео:Как нарезать шпоночную канавку за 30 минут. How to cut the veneer groove for 30 minutes.Скачать

ГОСТ 24071-97 Скачать DOC-файл Скачать PDF-файл ГОСТ 24071-97(ИСО 3912-77)Группа Г14МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТОс
Видео:Фрезеровка вала под шпонку. Шпоночный пазСкачать

Применение
Основным применением шпоночных соединений является монтаж на вал с помощью пазового соединения. В большинстве своем шпоночный паз напоминает клин. Такой тип соединения деталей позволяет валу и ступице не проворачиваться относительно оси друг друга. Фиксированное положение ступицы к валу со шпонкой позволяет добиться высокого КПД при передаче усилия.
Наиболее часто шпоночное соединение можно встретить в машиностроении, при строительстве станков. Часто она используется при производстве автомобилей и других механизмов, где требуется повышенная надежность фиксации деталей машин. Высокая надежность достигается благодаря функции предохранительного узла вала со шпоночным пазом.
Шпонка выступает предохранителем в случаях превышения максимального уровня крутящего момента. В подобных случаях происходит срез шпонки, поглощая чрезмерную нагрузку она снимает ее из вала и ступицы.
Благодаря своим свойствам она стала широко распространенной в машиностроении, она отличается высокой эффективностью, простотой изготовления и монтажа, а также низкой стоимостью. Подобные характеристики особо важны в промышленном производстве, особенно в сельском хозяйстве. В разгар сезона часто возникают случаи поломок отдельных узлов, которые нужно заменить максимально быстро. Чаще всего можно встретить в узлах пресс-подборщиков.
Учитывая все вышесказанное, выделяются основные позиции, для чего нужна шпонка:
- Обеспечение безопасность соединяемых узлов при повышенных нагрузках.
- Достижение высокой степени фиксации отдельных элементов механического узла.
- Выполняет функцию предупреждения проворачивания узла и ступицы.
- Надежность подобного соединения превышает надежность аналогов при фиксации вала с деталями.
В общем, встретить шпоночное соединение можно практически в любом сложном механизме, что обусловлено его техническими характеристиками.
Видео:Шпоночная стальСкачать

Материал
Для шпонок наиболее подходят стали с содержанием углерода свыше 0,4%. Именно такой состав обеспечивает необходимое значение износостойкости, прочности и твердости. Сюда относятся конструкционные стали марок и 50, а также сталь обыкновенного качества Ст.6.
Применение более дорогих аналогов стальных сплавов не имеет смысла, поскольку повышенная жесткость шпонки увеличивает вероятности пазов валов и ступицы. Для улучшения условий передачи вращения куда выгодней воспользоваться другими более оптимальными.
Видео:Как нарезать шпоночный паз без станков !!!Скачать

Виды шпонок
Основные виды шпонок делят на два типа: напряженные и ненапряженные. Среди которых выделяются такие типы шпонок:
- Клиновые. Особый тип, который отличаются углом наклона верхней грани. В общем разделение на виды происходит исходя из классификации шпоночных соединений. Устанавливается в паз с помощью физической силы, ударным методом. Применение такого типа соединения позволяет добиться необходимого напряжения. Нарезанный клин, находясь в пазе, распирает его изнутри. За счет силы прижатия, вал и ступица совместно вращаются.Используется довольно редко, так как ее использование предусматривает индивидуальный подгон. Это можно считать недостатком для массового производства механизмов. Основное назначение — применение в тихоходных передачах и узлах неподвижного соединения.
Среди клиновых шпонок выделяют:
- врезные;
- Свободная – применяется в случаях, когда выполнять сварочные работы довольно сложно и есть необходимость подвижного сцепления деталей во время работы.
- Плотная – нужна для создания сцеплений, движение которых во время работы выполняется в одном пространственном положении.
Видео:Восстановление шпоночного паза, loctite 3478.Скачать

3 Размеры и допуски шпонок
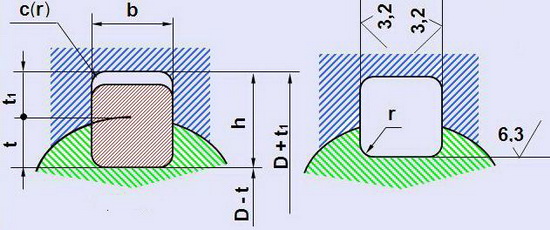
Размеры и предельные отклонения размеров шпонок указаны на рисунке 1 и в таблице 1.
| Ном. | Пред. откл. h9* | Ном. | Пред. откл. h11 | Ном. | Пред. откл. h12 | не менее | не более |
| 1,0 | -0,025 | 1,4 | -0,060 | 4 | -0,120 | 0,16 | 0,25 |
| 1,5 | 2,6 | 7 | -0,150 | ||||
| 2,0 | 2,6 | 7 | |||||
| 2,0 | 3,7 | -0,075 | 10 | ||||
| 2,5 | 3,7 | 10 | |||||
| 3,0 | 5,0 | 13 | -0,180 | ||||
| 3,0 | 6,5 | -0,090 | 16 | ||||
| 4,0 | -0,030 | 6,5 | 16 | 0,25 | 0,40 | ||
| 4,0 | 7,5 | 19 | -0,210 | ||||
| 5,0 | 6,5 | 16 | -0,180 | ||||
| 5,0 | 7,5 | 19 | -0,210 | ||||
| 5,0 | 9,0 | 22 | |||||
| 6,0 | 9,0 | 22 | |||||
| 6,0 | 10,0 | 25 | |||||
| 8,0 | -0,036 | 11,0 | -0,110 | 28 | 0,40 | 0,60 | |
| 10,0 | 13,0 | 32 | -0,250 | ||||
| _______________ * Другой допуск может быть принят по согласованию заинтересованных сторон. | |||||||
Видео:Как восстановить разбитый шпоночный паз.Скачать

Обозначения на чертежах
На чертежах обозначение призматических шпонок происходит исходя из нормативного документа ГОСТ. Они делятся на шпоночные пазы: высокие, нормальной высоты и направляющие. Рабочими гранями у них являются боковые.
На сборочном чертеже обозначение выполняется с учетом диаметра вала, крутящего момента, сечения и длины.
Шпонка 3–20Х12Х120 ГОСТ 23360-78; Где 3 – исполнение, 20Х12 – сечение, 120 – длина.
Обозначение остальных типов шпонок на изображениях выполняется таким же образом, исходя из соответствующих ГОСТов, разработанных для каждой отдельной модели. Указанное обозначение должно четко характеризировать деталь, что очень важно для получения надежного соединение. Ведь даже малейший зазор может стать причиной быстрого износа рабочих узлов и потери эффективности во время работы.
Видео:Ремонт разбитого шпоночного паза металлонаполненным составом повышенной твердости Loctite 3478.Скачать

6 Зависимость между диаметром вала и размерами шпонки
В таблице 3 даны две серии взаимосвязи между диаметром вала и размером шпонки: серия 1 — для передачи крутящего момента, серия 2 — для фиксации детали (в случае неподвижной посадки, когда передача момента осуществляется за счет трения).
Таблица 3 — Зависимость диаметра вала от размера шпонки
| Диаметр вала , мм | Размер шпонки, мм, нормальной формы или эквивалентной низкой формы | |||
| Серия 1 | Серия 2 | |||
| Свыше | До | Свыше | До | |
| 3 | 4 | 3 | 4 | 1,0х1,4х4 |
| 4 | 5 | 4 | 6 | 1,5х2,6х7 |
| 5 | 6 | 6 | 8 | 2,0х2,6х7 |
| 6 | 7 | 8 | 10 | 2,0х3,7х10 |
| 7 | 8 | 10 | 12 | 2,5х3,7х10 |
| 8 | 10 | 12 | 15 | 3,0х5,0х13 |
| 10 | 12 | 15 | 18 | 3,0х6,5х16 |
| 12 | 14 | 18 | 20 | 4,0х6,5х16 |
| 14 | 16 | 20 | 22 | 4,0х7,5х19 |
| 16 | 18 | 22 | 25 | 5,0х6,5х16 |
| 18 | 20 | 25 | 28 | 5,0х7,5х19 |
| 20 | 22 | 28 | 32 | 5,0х9,0х22 |
| 22 | 25 | 32 | 36 | 6,0х9,0х22 |
| 25 | 28 | 36 | 40 | 6,0х10,0х25 |
| 28 | 32 | 40 | — | 8,0х11,0х28 |
| 32 | 38 | — | — | 10,0х13,0х32 |
Видео:Шпоночные соединения Классификация и виды шпонок Достоинства и недостатки шпоночных соединенийСкачать

Достоинства и недостатки
Как и любой тип соединений, шпоночные имеют ряд достоинств и недостатков. К достоинствам шпоночных соединений можно отнести простоту большинства типов шпонки. При этом монтаж и замена такой детали выполняется легко и быстро. Благодаря чему они получили широкое применение в машиностроении. Также обеспечивает функцию предохранения.
К недостаткам относиться ослабление ступицы и вала. Оно возникает исходя из повышенного напряжения и уменьшения поперечного сечения. Также ослабление деталей вызвано из-за нарезанного паза, который снижает осевую прочность вала.
Чтобы минимизировать недостатки, нужно добиться отсутствия перекоса шпонки в пазе. Для этого нужно обеспечить отсутствие зазора, что делается путем индивидуального изготовления и подгона шпонки. Из-за этого в крупносерийном производстве редко применяют любые разновидности шпоночных соединений. Если добиться отсутствия перекоса не удалось, площадь рабочего контакта уменьшается, в следствие чего степень максимальной нагрузки уменьшается.
Также наличие зазора вызывает эффект биения, особенно на высоких скоростях. Это приведет к быстрому износу рабочих деталей. Из-за этого подобное соединение редко применяется для быстровращающихся валов. Для подбора подходящей шпонки лучше использовать таблицу шпоночных соединений.
Видео:3. Конструирование, выбор размеров шпонкиСкачать

ПРИЛОЖЕНИЕ А (обязательное). Дополнительные требования, отражающие потребности экономики страны
ПРИЛОЖЕНИЕ А (обязательное)
A.1 Стандарт не распространяется на соединения, спроектированные до введения в действие настоящего стандарта, а также на шпоночные соединения, собираемые подгонкой или подбором шпонок.
А.2 Материал шпонок — чистотянутая сталь для сегментных шпонок по ГОСТ 8786-68 или по разделу 4.
А.3 Допускается в технически обоснованных случаях (пустотелые и ступенчатые валы, передача пониженных крутящих моментов и т.п.) применять меньшие, чем указано в таблице 2, размеры сечений шпонок на валах больших диаметров, за исключением выходных концов валов.
А.4 Допускается для неответственных соединений сопряжение дна паза с боковыми стенками выполнять с фаской под углом 45°, равной радиусу .
А.5 Допускается свободное соединение шпонки с валом и втулкой. Предельные отклонения при свободном соединении ширины паза должны соответствовать полям допусков для вала — Н9, для втулки — D10.
А.6 Допускаются для ширины паза вала и втулки любые сочетания полей допусков, указанные в таблице 2.
А.7 Для термообработанных деталей допускаются предельные отклонения размера ширины паза вала, соответствующие полю допуска H11, размера ширины паза втулки — D10.
А.8 Контроль размеров шпоночных пазов и их расположения относительно соответствующих цилиндрических поверхностей — по ГОСТ 24109 — ГОСТ 24111; ГОСТ 24115 — ГОСТ 24117; ГОСТ 24119; ГОСТ 24120.
А.9 Серия 2 (таблица 3) может применяться также для неответственных соединений (при передаче малых крутящих моментов с небольшой частотой вращения, не влияющих на долговечность деталей; при кратковременной работе соединения и т.д.).
А.10 Допускается в зависимости от принятой базы обработки и измерения указывать вместо на рабочем чертеже номинальный размер для вала с предельным отклонением для по таблице 2 и для втулки вместо размер с предельным отклонением для по таблице 2.
А.11 Масса шпонок указана в приложении Б.
А.12 Для изделий, спроектированных до 01.01.80, допускаются предельные отклонения размеров шпоночных соединений, приведенные в приложении В.
А.13 Параметры шероховатости поверхности элементов шпоночных соединений приведены в приложении Г.
Видео:способ закалки любой марки сталиСкачать

Материал шпонок
Для изготовления шпоночного соединения применяют калибровочный металлопрокат. Чаще всего используется сталь марки 45. Она относиться к углеродистым сталям обычного типа, которая часто применяется для производства деталей высокой прочности. Сталь используется в виде бруска длиной 1 м.
В некоторых случаях может применять углеродистая сталь марки 50. Она необходима, когда требуется повышенные прочностные свойства полученных шпонок. Реже применяются легированные стали, например, марки 40х, для которой характерен высокий показатель твердости, достигаемый путем термической обработки.
Стальные заготовки обрабатываются с помощью фрезы, сверлильных станков, станков для рубки, шлифовальных машин и других инструментов. Используемые станки имеют блок управление, который позволяет с помощью числовых программ изготовить деталь необходимых параметров.
Цена полученной шпонки довольно низка, поэтому приобрести необходимую деталь довольно легко. Но в некоторых случаях, когда есть необходимость срочного получения шпонки, изготовить ее можно самостоятельно. Чаще всего подобная необходимость возникает в сельском хозяйстве, где во время сезонных работ часто возникают поломки, которые нужно отстранить. При этом ближайшие точки продажи необходимых деталей находиться на расстоянии в несколько десятков километров.
Имея небольшое количеству инструмента под рукой и заготовку из соответствующего материала, можно быстро изготовить временную замену. При соблюдении технических характеристик, полученная деталь сможет полноценно заменить заводскую, но лучше всего при первой возможности приобрести шпонку нужной прочности и геометрических параметров. Это необходимо для избежание преждевременного износа механизмов.
Иногда для производства могут использовать другие материалы, например, пластик высокого качества. В качестве материала может использоваться дерево, чаще всего при изготовлении мебели.
В качестве материала лучше использовать разные породы дерева, для шпонки подойдет более мягкий материал чем основной. Это позволит обезопасить основную конструкцию от повреждений в случае повышенной нагрузки. Легче заменить шпонку чем большой конструкционный узел.
Для предотвращения проникания влаги в железобетонные конструкции используются специальные шпонки – ватерстоп. Изготавливают их из резины высокого качества и ПВХ. Это позволяет добиться необходимой степени водонепроницаемости и стойкости к растворам агрессивных химических веществ.
Видео:ШПОНОЧНЫЙ ПАЗ БЕЗ ФРЕЗЕРНОГО СТАНКА. ПАЗ ПОД ШПОНКУ НА ВАЛУ, САМЫЙ ПРОСТОЙ СПОСОБ!!!Скачать

ШПОНОЧНЫЕ СОЕДИНЕНИЯ
3. Предельные отклонения размеров (d-t1
| Высота шпонок | d-t1 | d+t2 | Предельные отклонения размера длины паза вала должны соответствовать полю допуска H15 |
| От 2 до 6 | 0 | +0,1 | |
| -0,1 | 0 | ||
| Св. 6 » 18 | 0 | +0,2 | |
| -0,2 | 0 | ||
| » 18 » 50 | 0 | +0,3 | |
| -0,3 | 0 |
4. Шпоночные пазы валов и втулок (по ГОСТ 10748-79)
На рабочем чертеже должен проставляться один размер для вала t1
(предпочтительный вариант) или
d-t1
и для втулки
d+t2
;
ГОСТ 23360—78 и ГОСТ 10748—79 предусматривают также сечение шпонок и пазов для валов диаметром до 500 мм.Размеры призматических шпонок по ГОСТ 23360—78 и призматических высоких по ГОСТ 10748—79 приведены в табл. 5. Размеры призматических направляющих шпонок — по ГОСТ 8790-79 (табл. 6). Отклонения размеров призматических шпонок и пазов — по ГОСТ 23360—78 (табл. 2,3 и 5). Допускается в отдельных обоснованных случаях (пустотелые и ступенчатые валы и т.п.) применять меньшие размеры сечений шпонок на валах больших диаметров, за исключением выходных концов валов.
5. Призматические шпонки (по ГОСТ 23360-78) призматические высокие шпонки (по ГОСТ 10748-79)
| b (по h9) | 2 | 3 | 4 | 5 | 6 | 8 | 10 | 12 |
| h |
* У шпонок высотой я от 2 до 6 мм предельные отклонения соответствуют h9. **
Размер
l
в указанных пределах брать из ряда: 6; 8; 10; 12; 14; 16; 18; 20; 22; 25; 28; 32; 36; 40; 45; 50; 56; 63; 70; 80; 90; 100; 110; 125; 140; 160; 180; 200; 220; 250; 280; 320; 360 мм. В скобках размеры я для шпонок по ГОСТ 10748—79. Допускается применять шпонки с длиной, выходящей за пределы диапазона, указанного в табл. 5.
Пример обозначения шпонки
Шпонка 18х11х100 ГОСТ 23360-78
Шпонка 2-18х11х100 ГОСТ 23360-78
Материал шпонок — сталь с временным сопротивлением разрыву не менее 590 МПа.
6. Призматические направляющие шпонки с креплением на валу (по ГОСТ 8790-79)
1. Длины шпонок должны выбираться из ряда 22; 25; 28; 36; 40; 45; 50; 56; 63; 70; 80; 90; 100; 110; 125; 140: 160; 180; 200; 220; 250; 280; 320; 360; 400; 450 мм. 2. Длины шпонок свыше 450 мм должны выбираться из ряда Ra 20 по ГОСТ 6636—69. 3. Допускается применять шпонки с длиной, выходящей за пределы длин, указанных в табл. 1. 4. Допускается применять предельные отклонения для ширины
b
по f9. 5. В технически обоснованных случаях допускается применение винтов по ГОСТ 1491—80 увеличенной длины с соответствующим увеличением глубины
l2
. 6. Размеры
l
3,
l
4,
l
5 по табл. 2 ГОСТ 8790-79.
7. Теоретическая масса призматических направляющих шпонок с креплением на валу (по ГОСТ 8790—79)
| b | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 25 | 28 | 32 | 36 | 40 | 45 |
| h | 7 | 8 | 8 | 9 | 10 | 11 | 12 | 14 | 14 | 16 | 18 | 20 | 22 | 25 |
| l | Теоретическая масса 1000 шпонок исполнения 3, кг | |||||||||||||
| 25 | 8,6 | 13,1 | ||||||||||||
| 28 | 9,9 | 15,0 | 16,5 | |||||||||||
| 32 | 11,7 | 17,5 | 20,6 | |||||||||||
| 36 | 13,4 | 20,0 | 23,1 | 27,6 | ||||||||||
| 40 | 15,2 | 22,5 | 26,2 | 32,0 | ||||||||||
| 45 | 17,4 | 25,6 | 29,9 | 37,1 | 44,4 | |||||||||
| 50 | 19,6 | 28,8 | 33,7 | 41,9 | 51,1 | 64,4 | ||||||||
| 56 | 22,2 | 32,5 | 38,4 | 47,7 | 58,1 | 74,5 | 93,1 | |||||||
| 63 | 25,2 | 36,9 | 43,3 | 54,3 | 66,9 | 84,7 | 104,9 | 124,9 | ||||||
| 70 | 28,4 | 41,4 | 48,8 | 61,6 | 76,2 | 96,3 | 119,0 | 141,7 | 164,8 | |||||
| 80 | 32,6 | 47,6 | 56,3 | 71,5 | 88,8 | 112,0 | 137,0 | 165,7 | 192,1 | 253,0 | ||||
| 90 | 37,0 | 52,9 | 63,9 | 81,4 | 101,0 | 127,0 | 156,0 | 189,7 | 219,4 | 288,0 | 357,0 | |||
| 100 | 60,1 | 71,4 | 91,4 | 114,0 | 143,0 | 175,0 | 213,7 | 246,7 | 323,0 | 402,0 | 512,0 | 602,0 | ||
| 110 | 66,3 | 78,9 | 101,0 | 126,0 | 158,0 | 194,0 | 237,7 | 274,0 | 358,0 | 447,0 | 569,0 | 675,0 | ||
| 125 | 89,2 | 116,0 | 145,0 | 181,0 | 222,0 | 273,8 | 314,9 | 310,0 | 514,0 | 651,0 | 775,0 | 1007,0 | ||
| 140 | 100,4 | 131,0 | 164,0 | 205,0 | 250,0 | 309,8 | 355,9 | 464,0 | 583,0 | 738,0 | 882,0 | 1143,0 | ||
| 160 | 149,0 | 189,0 | 236,0 | 288,0 | 357,8 | 410,5 | 534,0 | 673,0 | 851,0 | 1021,0 | 1319,0 | |||
| 180 | 214,0 | 267,0 | 326,0 | 405,8 | 475,1 | 604,0 | 764,0 | 964,0 | 1159,0 | 1496,0 | ||||
| 200 | 298,0 | 364,0 | 453,9 | 519,7 | 675,0 | 854,0 | 1077,0 | 1297,0 | 1673,0 | |||||
| 220 | 401,0 | 501,9 | 574,3 | 745,0 | 945,0 | 1190,0 | 1435,0 | 1849,0 | ||||||
| 250 | 573,9 | 656,2 | 851,0 | 1080,0 | 1360,0 | 1642,0 | 2114,0 | |||||||
| 280 | 738,1 | 956,0 | 1216,0 | 1530,0 | 1849,0 | 2379,0 | ||||||||
| 320 | 1084,0 | 1388,0 | 1743,0 | 2112,0 | 2715,0 | |||||||||
| 360 | 1557,0 | 1968,0 | 2387,0 | 3066,0 | ||||||||||
| 400 | 2192,0 | 2678,0 | 3439,0 | |||||||||||
| 450 | 3856,0 | |||||||||||||
| Для шпонок исполнения 1 масса уменьшается на | 0,76 | 1,35 | 1,94 | 2,97 | 4,31 | 6,00 | 8,09 | 11,2 | 15,1 | 21,0 | 31,1 | 43,7 | 59,3 | 85,3 |
| Для шпонок исполнения 2 масса уменьшается на | 0,38 | 0,67 | 0,97 | 1,48 | 2,15 | 3,00 | 4,04 | 5,6 | 7,5 | 10,5 | 15,5 | 21,8 | 29,6 | 42,6 |
8. Размеры сечений пазов и предельные отклонения глубины паза, мм (по ГОСТ 8790-79)
На рабочем чертеже должен проставлять один размер для вала t
🎦 Видео
Шпон-паз под шкив и вал!!!Одним сверлом!!!От Стального ЖукаСкачать

Чем сверлить каленую сталь. Сверлим пилу из быстрорезаСкачать

Восстановление шпоночного паза с помощью угольной щетки.Скачать

Вал, паз под шпонку на шлифовальном станке.Скачать

Шпоночный паз больше не проблемаСкачать

Шпоночный Паз ДрельюСкачать

Как сделать шпоночный паз на ТОКАРНОМ СТАНКЕ 1К62Скачать

Фрезерование шпоночного паза на валуСкачать
