
Сложность конструктивной формы коленчатого вала, его недостаточная жесткость, высокие требования к точности обрабатываемых поверхностей вызывают особые требования к выбору методов базирования, закрепления и обработки вала, а также выбору оборудования. Наш шлифовальный станок AZ CG300-2200 отвечает всем необходимым требованиям для осуществления ремонта самых разных коленчатых валов, расстояние между центрами станка 2200 мм, высота центров 300 мм. Превосходная точность этого станка позволяет получить необходимый размер с минимальными отклонениями.
- Частые неисправности коленчатых валов:
- Шлифовка коленчатого вала
- Немного теории
- Чистка коленчатого вала
- Правка коленчатых валов
- Проверка коленчатых валов на микротрещины
- Стоимость работ
- Курсовая работа: Проект реконструкции моторного участка с разработкой технологического процесса на восстановление коленчатого вала автомобиля ГАЗ-53А
- 🎦 Видео
Частые неисправности коленчатых валов:
- износ коленчатого вала по коренным или шатунным шейкам;
- изгиб;
- микротрещины;
- износ посадочных поверхностей под маховик, сальник (сальники), переднюю шестерню.
При износе шеек выше допустимого или незначительном изгибе, устранимом перешлифовкой, коленчатый вал обрабатывают под следующий ремонтный размер. Однако при больших задирах (например, при выплавлении вкладышей с проворотом) иногда перешлифовывают «через размер», т.е. сразу на 2 размера. Все коренные шейки, а также все шатунные шлифуют в один размер — например, коренные могут быть 2-го ремонтного размера, а шатунные 3-го, в любой комбинации размеров. Коленчатые валы с подшипниками качения и азотированные перешлифовке не подлежат.
Видео:Участок по ремонту постелей коленчатых и распределительных валов МотортехнологияСкачать

Шлифовка коленчатого вала
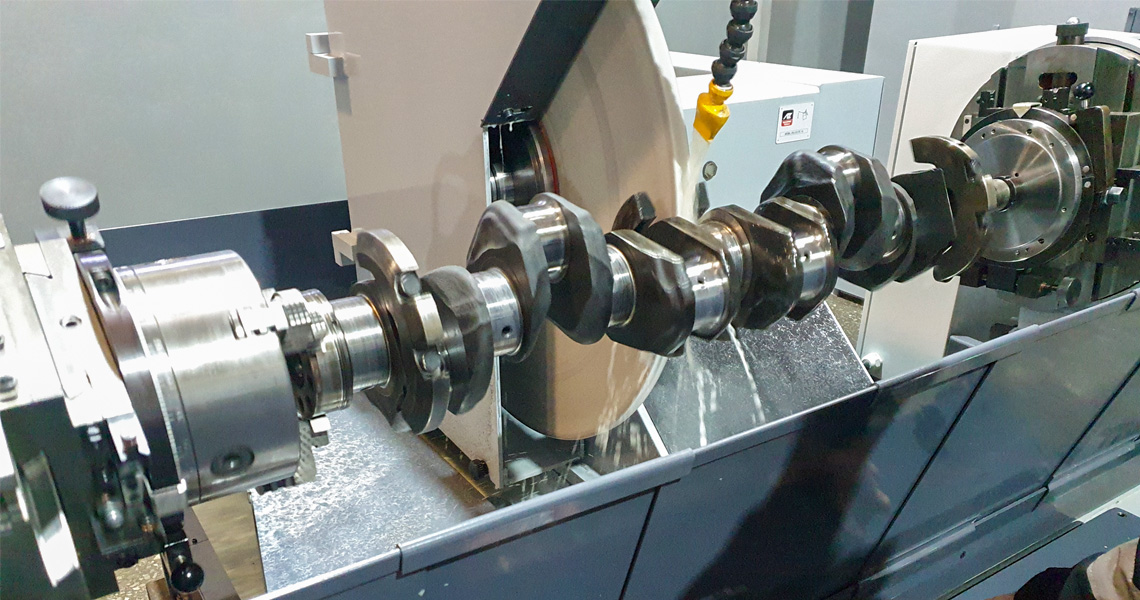
В большинстве случаев коленчатые валы предусматривают возможность их перешлифовки на ремонтный размер (обычно 3-6 размеров). В этом случае коленвалы шлифуют вращающимся наждачным кругом, причём вал проворачивается вокруг осей базирования. Конечно, эти оси для коренных и шатунных шеек не совпадают, что требует перестановки, что наш станок и позволяет сделать за короткий промежуток времени.
Видео:Участок по ремонту коленчатых валов МотортехнологияСкачать

Немного теории
На заводе коленчатые валы для увеличения прочности и износостойкости шеек подвергают термической, а иногда и химико-термической обработке: закалка ТВЧ, азотирование, закалка поверхностного слоя. Получаемая твёрдость зависит от количества углерода (закалка ТВЧ, обычно не более 50..55 HRC), либо вида ХТО (азотирование даёт твёрдость 60 HRC и выше). Глубина закалённого слоя шеек позволяет обычно использовать 4-6 промежуточных ремонтных размеров шеек вала, азотированные валы не шлифуют. Вероятность задира шейки с ростом твёрдости значительно снижается.
Видео:РЕМОНТ ПОСТЕЛИ КОЛЕНЧАТОГО ВАЛА | Восстановление работоспособности двигателя | МеханикаСкачать

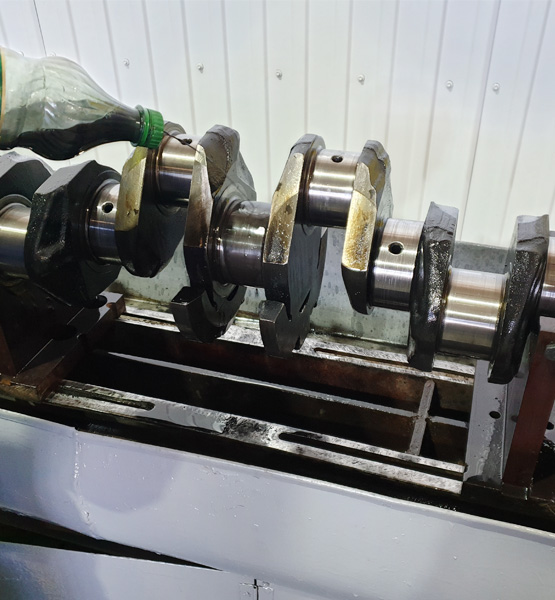
Чистка коленчатого вала


При капитальном ремонте двигателя, многие не придают значения чистоте масляных каналов коленчатого вала или просто не знают как их правильно прочистить. Эта операция очень важна потому, что при шлифовке вала под ремонтный размер вкладышей в масляные каналы попадает абразив и продукты обработки (металлическая пыль). Если тщательно не промыть систему смазки коленчатого вала, то при запуске мотора оставшаяся грязь может попасть между вкладышами и шейкой коленчатого вала. В лучшем случае это сократит ресурс мотора, и весь дорогостоящий ремонт может оказаться напрасным.
Видео:Ремонт ( шлифовка ) коленвала после неправильной установки упорных полу колец ( боковых вкладышей )Скачать

Правка коленчатых валов

Очень часто, из-за перегрева коленчатый вал деформируется. Искривление вала — это очень важный параметр. Чтобы установить величину и направление прогиба деталь укладывают на призмы и с помощью индикатора измеряют биение коренных шеек, которое не должно превышать 0,010-0,020 мм.
Добавим, что при биении поверхности в 0,1 мм даже самый лучший и дорогой сальник не способен обеспечить герметичность. Такое же биение, например, звездочки цепи ГРМ приведет к резкому снижению ресурса цепи, значительному возрастанию шума и опасности поломок натяжителя и успокоителей. В свою очередь биение задней части коленчатого вала вызывает нагрузки на первичном валу коробки передач, подшипник которого вряд ли проживет долго. Но самое главное, вал становится неуравновешенным — его балансировка, тщательно выполненная на заводе-изготовителе, из-за смещения осей вращения шеек от их исходного положения нарушится.
Чтобы устранить деформацию мы рихтуем (правим) коленчатые валы, после чего устанавливаем их на шлифовальный станок AZ CG300-2200 для дальнейшей шлифовки.
В результате правки коленчатых валов при ремонте обеспечивается увеличение числа ремонтов и общий срок службы вала, так как при шлифовании правленного вала снимается минимальный слой металла.
Видео:РЕМОНТ ШЕЙКИ КОЛЕНВАЛА: СВАРКА + ШЛИФОВКА. Минск. AvtoPro.byСкачать

Проверка коленчатых валов на микротрещины
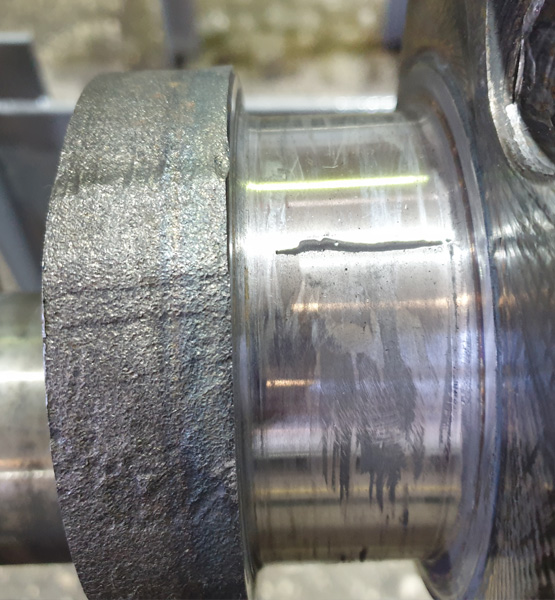
Проверка коленчатого вала на микротрещины — это операция, которая за короткий промежуток времени позволяет понять, пригоден ли коленчатый вал для ремонта и дальнейшей эксплуатации или нет.
Крупные трещины видны невооруженным глазом, но обнаружить микротрещины можно только специальными приборами, например магнитным дефектоскопом.
Игнорировать эту процедуру не рекомендуется, так как микротрещины могут стать причиной серьезной поломки двигателя, коленчатый вал может попросту лопнуть.
Видео:Как проводится дефектовка коленчатых валовСкачать

Стоимость работ
Технический Центр Моторного Ремонта ЗАО КПК «Ставропольстройопторг» готов оказать следующие работы по ремонту коленчатых валов:
Видео:Как проводится обработка постели коленвалаСкачать

Курсовая работа: Проект реконструкции моторного участка с разработкой технологического процесса на восстановление коленчатого вала автомобиля ГАЗ-53А
Федеральное агентство по образованию.
Федеральное государственное образовательное учреждение
среднего профессионального образования.
Дальневосточный государственный межрегиональный индустриально-экономический колледж.
Специальность: 1705 Техническое обслуживание и ремонт автомобильного транспорта.
Проект реконструкции моторного участка с разработкой технологического процесса на восстановление коленчатого вала автомобиля ГАЗ-53А.
1. Исследовательская часть
1.1. Характеристика предприятия………………………………………….…..5
1.2. Характеристика объекта реконструкции ………….………………. …..5
1.2.3. Расчёт годовой производственной программы участка….…………..10
1.2.4. Расчёт состава работающих………………………..…………………. 10
1.2.5. Расчёт (подбор) технологического оборудования………………….…11
1.2.7. Техника безопасности и противопожарные мероприятия на участке..11
1.2.8. Охрана окружающей среды на предприятии и объекте реконструкции………………………………………………………..…………12
2.1. Назначение и условия работы детали……………………………………. 16
2.2. Выбор рационального способа восстановления детали………………. 16
2.3. Выбор необходимого технологического оборудования………………….16
2.4. Расчёт режимов и норм времени на обработку……………………….…17
Список использованных источников…………………………………………..48
Лист № 1 – Проект реконструкции существующего отделения рем. мастерской.
Лист № 2 – Маршрутная, операционная карта восстановления детали.
В процессе эксплуатации автомобиля его рабочие свойства постепенно ухудшаются из-за изнашивания деталей, а также коррозии и усталости материалов, из которого они изготовлены.
В автомобиле появляются отказы и неисправности, которые устраняют при (ТО) и ремонте.
Ремонт представляет собой комплекс операций по восстановлению неисправности или работоспособности деталей.
Необходимость и целесообразность ремонта автомобилей обусловлены, прежде всего, неравно прочности их составных частей. Известно, что создать равнопрочный автомобиль, все детали которого изнашивались бы равномерно и имели бы одинаковый срок службы, невозможно. Поэтому в процессе эксплуатации автомобили проходят на (АТП) периодическое ТО и при необходимости текущий ремонт (ТР), который осуществляется путем замены отдельных агрегатов. Это позволяет поддерживать автомобили в технически исправном состоянии.
При длительной эксплуатации автомобили достигают такого состояния, когда их ремонт в условиях АТП становится технически невозможным или экономически не целесообразным. В этом случае они направляются в централизованный текущий или капитальный ремонт (КР) на авторемонтное предприятия (АРП).
Текущий ремонт должен обеспечивать гарантированную работоспособность автомобиля на пробеге до очередного планового ремонта, причём этот пробег должен быть не менее пробега до очередного ТО-2 . в случае возникновения отказов выполняют неплановый ТР, при котором заменяют или восстанавливают детали и сборные единицы в объёме, определяемом техническим состоянием автомобиля.
Капитальный ремонт должен обеспечивать исправность и полный (либо близкий к полному) ресурс автомобиля или агрегата путём восстановления и замены любых сборочных единиц и деталей, включая базовые. Базовой называют деталь, с которой начинают сборку изделия, присоединяя к ней сборочные единицы и другие детали. У автомобилей базовой деталью является рама, у агрегатов — корпусная деталь, например блок цилиндров двигателя, картер коробки передач.
Основным источником экономической эффективности КР автомобилей является использование остаточного ресурса их деталей. Около 70…75% деталей автомобиля, поступивших на КР могут быть использованы повторно либо без ремонта, либо после небольшого ремонта.
Детали, полностью исчерпавшие свой ресурс и, подлежащие замене, составляют 25…30% всех деталей. Это поршни, кольца, подшипники качения, резино-технические изделия и др.. количество деталей, износ рабочих поверхностей которых находится в допустимых пределах, что позволяет использовать их без ремонта достигает 30…35%. Остальные детали автомобиля 40…45%могут быть использованы вторично только после их восстановления, к ним относятся большинство более сложных, метало емких деталей автомобиля , в частности блок цилиндров, коленчатый вал, головка цилиндров, картеры коробки передач заднего моста и др.. Стоимость восстановления этих деталей не превышает 10…50% стоимости их изготовления.
Себестоимость КР автомобиля не превышает 60…70% стоимости новых. Высокая эффективность централизованного ремонта обусловила развитие авторемонтного производства, которое всегда занимало значительное место в промышленном потенциале нашей страны.
Организации ремонта автомобилей в нашей стране постоянно уделялось большое внимание. В первые годы советской власти автомобильный парк в нашей стране состоял всего из нескольких тысяч автомобилей, главным образом иностранного производства. Для организации производства автомобилей в молодой советской республике не было ни материальной базы, ни опыта, ни подготовленных кадров, поэтому развитие автомобильного производства исторически определило развитие отечественного автомобиле строения.
1. ИССЛЕДОВАТЕЛЬСКАЯ ЧАСТЬ
1.1. Характеристика предприятия.
Восстановительный поезд № 416 находится в поселке Тырма Верхнебуриинского района Хабаровского края. Восстановительный поезд—железнодорожный, предназначен для ликвидации последствий столкновений и сходов подвижного состава, а также восстановления пути и контактной сети железной дороги при стихийных бедствиях и для оказания первой помощи пострадавшим. В. п. приписаны к крупным локомотивным депо и подразделяются в зависимости от мощности оснащения на 2 группы. В РФ в. п. 1-й группы оснащены кранами грузоподъёмностью 60 т и выше, 2-й — до 50 т. В состав В. п. входят многотонные гидравлические домкраты, тягачи с лебёдками, тракторы с бульдозерами, автомашины, вагоны-гаражи, платформы с рельсами и шпалами, вагон с электростанцией и прожекторной установкой, вагон-кладовая с инструментом и материалами, пассажирские вагоны с блоком питания, санитарный вагон и т.д. В. п. оснащён противопожарными средствами, подъёмно-транспортными приспособлениями, приборами для резки и сварки металла и др. В. п. находится в круглосуточной готовности; с момента вызова он следует безостановочно к месту назначения впереди всех других поездов. Для быстрой доставки запасных частей и материалов используется и автомобильный транспорт. В процессе эксплуатации автотранспорт выходит из строя, для этого при депо существует транспортный цех оборудованный необходимым оборудованием для ремонта и восстановления деталей вышедших из строя. Агрегатный участок на типовых СТОА обычно оснащают соответствующим технологическим оборудованием.
Технологический процесс ТР агрегатов и узлов автомобилей осуществляется в следующем порядке. После наружной очистки согласно технологическим картам агрегаты и узлы разбирают на отдельные детали, которые поступают далее в зону мойки. Чистые детали подвергают деффектовке, в процессе которой выявляют необходимость ремонта и замены основных деталей. На сборку поступают годные и отремонтированные детали, а также новые детали со склада запасных частей. Агрегаты и узлы собирают на специальных стендах, где одновременно выполняют их контроль и регулировку. После сборки агрегаты и узлы, кроме двигателей, направляют на стеллажи готовой продукции или непосредственно в зону ТР для установки их на автомобиль.
На рисунке 1 представлена схема оборота изношенных деталей , их деффектовка, контроль, направление на восстановление. Технологический процесс ТР агрегатов и узлов автомобилей осуществляется в следующем порядке. После наружной очистки согласно технологическим картам агрегаты и узлы разбирают на отдельные детали, которые поступают далее в зону мойки. Чистые детали подвергают дефектовке, в процессе которой выявляют необходимость ремонта и замены основных деталей. На сборку поступают годные и отремонтированные детали, а также новые детали со склада запасных частей. Агрегаты и узлы собирают на специальных стендах, где одновременно выполняют их контроль и регулировку. После сборки агрегаты и узлы, кроме двигателей, направляют на стеллажи готовой продукции или непосредственно в зону ТР для установки их на автомобиль.
🎦 Видео
Ремонт коленвала двигателя. Шлифовка коленвала на станке AMC-SCHOU (K1500-U)Скачать

Восстановление постели коленчатого вала в блоке двигателя экскаватора Volvo | УНИВЕРСАЛСПЕЦМАШСкачать

ДЕФЕКТОВКА КОЛЕНВАЛА.Скачать

Ремонт коленчатого валаСкачать

Сделал РОВНЕЕ в 30 РАЗ !!! Принципы рихтовки (центровки) коленчатого валаСкачать

Технологии ремонта коленчатого вала автомобиля Chevrolet Lanos. Траксервис Старый ОсколСкачать

Восстановление шеек коленвала наплавкойСкачать

Особенности шлифовки коленчатых валовСкачать

Опять гараж. Опять ремонт.Раздатка, корданы, ручник.Скачать

Прием коленчатого вала в компании “Механика”. Куда смотреть что промерять?!Скачать

НАПЫЛЕНИЕ КОЛЕНВАЛА. РЕМОНТ ШЕЙКИ.Скачать
