
Рассмотрим схему установки вала диаметром d в призме при фрезеровании паза, размер которого задан от различных конструкторских баз.

Во всех случаях вал устанавливают по вспомогательной базе и, таким образом, погрешность базирования неизбежна и зависит от допуска на диаметр вала d и угла призмы .
Для расчета погрешностей базирования предположим, что на призме установлен вал с наибольшим предельным диаметром d max и наименьшим предельным диаметром d min; тогда величина h1, h2; h3 из геометрических построений будет характеризовать величину погрешности базирования для каждой схемы соответственно.

Числовые значения коэффициентов в зависимости от угла призмы приведены в таблице.
| Коэффициент | 60° | 90° | 120° | 180° |
| 1,5 | 1,21 | 1,07 | ||
| 0,5 | 0,2 | 0,08 | — | |
| 0,7 | 0,58 | 0,5 |
Иногда для обработки применяют самоцентрирующиеся призмы. Основное преимущество их состоит в том, что при установке в них детали погрешность базирования равна 0.
Однако может возникнуть погрешность вследствие погрешностей изготовления элементов. Пример: Обработка вала на токарном станке в самоцентрирующемся патроне. (Биение).
Погрешность базирования при установке на плоскость.
Рассмотрим схему базирования обрабатываемой заготовки при фрезеровании с установкой на плоскость.


Первым этапом при расчете погрешности базирования является анализ баз. В случае совпадения конструкторской, технологической и измерительной баз погрешности базирования не возникает. При несовпадении баз производят расчет погрешности базирования.
А) Пов. 1 – технологическая, конструкторская и измерительная базы. В этом случае погрешность базирования равна нулю.
Б) Пов. 1 – технологическая база.
Пов. 2 – конструкторская и измерительная базы.
Базы не совпали, рассчитываем погрешность базирования.
Настройка фрезы на размер производится от поверхности 1. Размер конструкторской базы будет колебаться в пределах допуска на размер 50 — 0,14 мм, полученный при обработке на предыдущей операции.
Следовательно, погрешность базирования будет соответствовать величине допуска на размер.
Допуск выполняемого размера 20мм равен 0,20 мм.
Установка заготовок на призмы
Призмой называется установочный элемент с рабочей поверхностью в виде паза, образованного двумя плоскостями, наклоненными друг к другу под углом α. Призмы для установки коротких заготовок (рисунок 2.15 –схема базирования) стандартизованы по ГОСТ 12195-66.
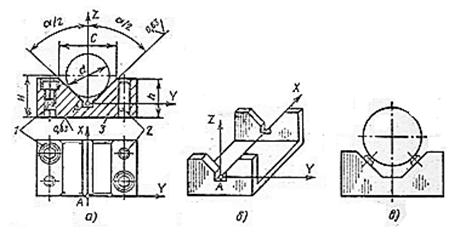
Призма точно определяет положение оси заготовки AZ (рисунке 2.17 а- призмы), перпендикулярной основанию призмы, вследствие совмещения ее с осью углового паза. Она и будет базой. Осью углового паза считают ось, проведенную через точку А пересечения рабочих плоскостей перпендикулярно плоскости основания призмы. Для использования этого свойства призмы необходимо при ее изготовлении обеспечивать строгую симметрию рабочих плоскостей призмы относительно оси углового паза.
Читайте также: Замена подшипника вторичного вала кпп логан
Призма определяет положение продольной оси заготовки Х. В связи с этим возникает необходимость точной фиксации положения призмы на корпусе приспособления. Поэтому, кроме крепежных винтов 1 положение призмы фиксируют с помощью двух контрольных штифтов 2 (рисунок 2.17,а ). Размер с необходим для разметки и предварительной обработки, Н – для контроля после окончательной обработки.
В приспособлениях используют призмы с углами α, равными 60, 90 и 120º. Наибольшее распространение получили призмы с α = 90º. Призмы с α = 120º применяют, когда заготовка не имеет полной цилиндрической поверхности и по небольшой дуге окружности нужно определить положение оси детали. Заготовка, помещенная на таких призмах, имеет небольшую устойчивость. Призмы с углом α = 60º применяют для повышения устойчивости заготовки в том случае, когда имеются значительные силы резания, действующие параллельно основанию призмы.
При установке заготовок с чисто обработанными базами применяют призмы с широкими опорными поверхностями, а с черновыми базами с узкими опорными поверхностями. Кроме этого, для установки по черновым базам применяют точечные опоры, запрессованные в рабочие поверхности призмы (рисунок 2.17 в — призмы). В этом случае заготовки, имеющие искривленность оси, бочкообразность и другие погрешности формы технологической базы, занимают в призме устойчивое и определенное положение.
При установке длинных заготовок применяют призмы. с выемкой (рисунок 2.17 б — призмы) или две соосно установленные призмы, которые после установки па корпусе шлифуют одновременно по рабочим плоскостям для достижения соосности и равновысотности.
Если по условиям обработки длинную заготовку необходимо поставить на несколько призм, то две из них делают жесткими (основные опоры), а остальные подвижными (вспомогательные опоры).
Погрешности, возникающие при установке заготовок на призмы. При установке заготовок на призмы могут возникнуть различные погрешности. На рисунке 2.18 приведена схема установки вала на призму для обработки лыски. Положение лыски в направлении оси Z конструктором может быть задано размером А от верхней образующей цилиндрической поверхности, либо размером Б от оси цилиндрической поверхности, либо размером Г от нижней образующей цилиндрической поверхности.
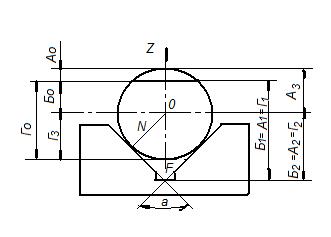
Рисунок 2.18 — Образование погрешностей размеров при установке заготовок на призму
Читайте также: Двигатель от вала отбора мощности
Погрешности А, Б и Г будем определять решая размерные цепи А, Б, Г рисунок 2.18 — Образование погрешностей размеров при установке заготовок на призму), исходными звеньями которых являются размеры Ао, Бо, Го.
Инструмент (фреза) всегда настраивается относительно поверхности установочного элемента (в данном случае точка пересечения плоскостей F). Первым звеном для всех цепей А1=Б1=Г1 будет расстояние от фрезы до точки F – размер статической настройки.
где: А1 – размер статической настройки –Ас.н.
А2 определяем из прямоугольного треугольника ОFN,
А3 – радиус детали .
где: Б1 – размер статической настройки
Определяем погрешность Бо

Го = Гс.н. + — = Гс.н. + (2.39)
Анализируя формулы 2.27 – 2.39 приходим к выводу, что погрешности получаемых размеров детали зависят от погрешностей базовой поверхности заготовки и от угла и положения призмы.
Конструктор может добиваться повышения точности выполняемого размера, не меняя базы, а изменением положения призмы относительно заготовки.
Если изменить положение призмы на 90 0 (рисунок 2.19 – установка на призму), то погрешности размеров А.Б и Г будут:
Установка заготовок в призмы
Для базирования валов используются призмы как постоянные, опорные, подвижные и неподвижные установочные элементы. Призмы обычно имеют угол а = 90°, изготавливаются из стали 20Х с цементацией на глубину примерно 1 мм для обеспечения твердости до 61 HRC. Предельную нагрузку на призму определяют по формуле

где d — диаметр базы заготовки; / — длина линий контакта заготовки с призмой.
Контакт с призмой обработанных валов обычно осуществляется по плоским поверхностям (рис. 1.15, а, б), а для необработанных валов целесообразнее использовать призмы с четырьмя дополнительными опорами (рис. 1.15, в).

Рис. 1.15. Схемы призм с плоскими поверхностями (а, б) и дополнительными опорами (в)

Рис. 1.16. Схема базирования (а) и установки (б) вала в призме с упором в торец
В зависимости от условий обработки валов выбираются различные конструкции призм.
Чтобы получить размер, установленный от торца, надо заготовку этим торцом установить в опору призмы. Схема базирования вала с торцевым упором в виде цилиндрической опоры представлена на рис. 1.16, ия Р0 как сумму окружной Рок и осевой Рос сил резания,
Читайте также: Сталь для крестовин карданного вала
т.е. Р„ = 4 + Plc. Следует учитывать примерные соотношения между силами Рос
1,1Р0К. В этом случае сила закрепления заготовки Q может быть определена по формуле

где К — коэффициент запаса; Рр — результирующая сила резания; / — коэффициент трения.
Смещение центра заготовки 00, (установленной на призму) можно определить по формуле


Рис. 1.19. Схема использования призмы в качестве кулачкового самоцентрирующегося зажимного приспособления

Рис. 1.20. Схемы установки вала с лыской
Следовательно, угол призмы оказывает влияние на колебания оси заготовки. Например, при а = 90° 00, = °°, так как заготовка проваливается между двумя параллельными поверхностями приспособления. При а = 180° 00, = Td/2, так как заготовка устанавливается на плоскость. При а = 30° 00, = 2 Td, при а = 60° 00, = Td, при а = 90° 00, = 0,71 Td, при а = 120° 00, = 0,6 Td, при а = 150° 00, = 0,53 Td.
В целях обеспечения самоцентрирования приспособления выполняются с двумя сходящимися призмами (рис. 1.19). При этом в качестве привода могут быть использованы различные механизмы, в том числе и эксцентриковые.
Сверление осевого отверстия в валах (рис. 1.20) обычно проще, чем радиального. Если вал имеет лыску, то ее целесообразно использовать для лучшей фиксации заготовки.
Например, при сверлении отверстия и установке гладкого вала в призме заготовка может сдвинуться за счет силы Р0 в осевом направлении, создавая опасность отрыва заготовки от базовой поверхности поворота (рис. 1.21).

Рис. 1.21. Схема закрепления вала в призме рычажным захватом

Рис. 1.22. Схема кондуктора к одношпиндельному сверлильному станку с приложенной плитой
Сила закрепления заготовки в призме при сверлении отверстия (без учета силы подачи) может быть определена по формуле

где М — крутящий момент на сверле; К — коэффициент запаса; dCB — диаметр сверла; а — половина угла призмы.
На рис. 1.22 представлена схема стационарного кондуктора к одношпиндельному сверлильному станку с прижимной плитой, состоящего из основания, установленного на столе станка, колонок и кондукторной плиты, соединенной с обоймой шпинделя. Особенностью данной схемы является то, что кондукторная плита опускается вниз и прижимает заготовку усилием сжавшихся пружин.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала