Перед сборкой все масляные каналы блока цилиндров и коленчатого вала промывают на специальной установке или при помощи приспособлений горячим раствором (80…85 °С) препарата МС-8 концентрацией 10 г/л. Когда нет специальных установок и приспособлений, масляные каналы прочищают и промывают керосином при помощи ерша Yt продувают сжатым воздухом.
Сборка блока цилиндров. Сначала устанавливают на блок все недостающие шпильки и штифты. Высота их должна соответствовать техническим условиям, неперпендикулярность относительно привалочных поверхностей — не более 0,5 мм. Не разрешается устанавливать шпильки с прослабленной резьбой или с поврежденной. Перед завертыванием резьбу шпилек смазывают белилами или суриком. Запрессовывают штифты молотком с медным бойком, высоту их проверяют шаблоном или штангенглубиномером.
Затем устанавливают палец промежуточной шестерни, недостающие направляющие втулки и запрессовывают необходимые заглушки.
Рекламные предложения на основе ваших интересов:
После этого проверяют правильность комплектования крышек по постелям блока.
Сборка и укладка коленчатого вала. Проверяют, установлены ли сепарирующие трубки в полостях шатунных шеек; если нет, устанавливают.
Завертывают и шплинтуют заглушки. Выступание заглушек и шплинтов за плоскость щеки не допускается.
Запрессовывают установочные штифты во фланец коленчатого вала.
Нагревают в масле до температуры 110…130 °С шестерню или блок шестерен и напрессовывают на передний конец вала до упора меткой наружу.
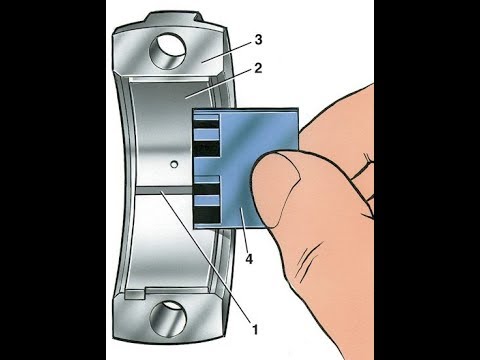
Проверяют правильность комплектования коленчатого вала вкладышами: они должны быть подобраны в соответствии с маркировкой, нанесенной на площадке коленчатого вала, или в соответствии с ремонтным размером шеек коленчатого вала. Отвертывают гайки и снимают крышки коренных подшипников. Протирают вкладыши и гнезда подшипников, смазывают постели блока и поверхности крышек краской и устанавливают вкладыши в соответствии с порядковым номером коренного подшипника и условной маркировкой верхних и нижних вкладышей. Обычно во вкладышах, устанавливаемых в постель блока, предусмотрено отверстие для смазки, которое должно совпадать с масляным каналом в блоке, а во вкладышах, устанавливаемых в крышку, отверстий нет. Качание вкладышей в гнездах или зависание их на фиксирующих выступах не допускается.
Устанавливают упорные полукольца (если они имеются в конструкции), ставят крышки на место и затягивают их гайками с номинальным моментом затяжки, равным для двигателей СМД -14, например, 200…220 Н -м.
Подшипники затягивают в такой последовательности: 3, 1, 5, 2 и 4 опоры. Индикаторным нутромером измеряют внутренний размер вкладышей: он должен быть равен номинальному размеру установленных вкладышей. Конусность допускается не более 0,02, а овальность в плоскости разъема вкладышей — в пределах 0,02…0,03 мм. Нормальный зазор между шейкой вала и вкладышами для большинства двигателей равен 0,10…0,16 мм. Его определяют как разность между измеренным отверстием вкладышей, затянутых в блоке, и шейкой вала.
Затем снимают крышки и проверяют по краске прилегаемость вкладышей к постели блока и крышке; она должна быть не менее 85%.
После этого устанавливают вкладыши на место, протирают и обильно смазывают их маслом. Смазывают также шейки коленчатого вала, укладывают его в блок и повертывают на один-два оборота.
Устанавливают по своим местам крышки и затягивают гайки с нормальным усилием.
Вал должен свободно вращаться от усилия руки за штифт фланца. Нормальный осевой зазор вала составляет 0,2…0,4 мм, допускаемый — 0,5 мм. Гайки или болты коренных подшипников шплинтуют замковыми шайбами или проволокой.
Видео:установка коленчатого вала ваз 2108-2110Скачать

Укладка коленчатого вала в блок
Для укладки коленчатого вала блок устанавливается постелями коренных подшипников вверх. Протирается безворсными салфетками и обдуваются сухим сжатым воздухом детали коренных подшипников, шейки коленчатого вала и подвески. Смазываются рабочие поверхности коренных подшипников и шеек вала маслом для смазки дизеля.
Устанавливаются в постели верхние вкладыши согласно клеймам и тем местам, с которых они были сняты при разборке и укладывается на них коленчатый вал.
Читайте также: Восстановление вала под сальником
Смазываются контактные поверхности шайб и гаек, резьба болтов и гаек пастой ВНИИ НП-232.
Устанавливаются в подвесках нижние вкладыши и болты, а затем подвески с болтами и нижними вкладышами по местам в блок. Наворачиваются гайки вертикальных болтов подвесок.
Заворачиваются в подвески горизонтальные болты.
Производится затяжка вертикальных и горизонтальных болтов по подвескам в последующей последовательности, начиная затяжку горизонтальных болтов с правой стороны дизеля:
первый вертикальный болт моментом 450 Н•м — 500 Н•м (45-50 кгс•м) или ключом с длиной плеча 450 мм усилием одного человека до отказа;
второй вертикальный болт моментом 850 Н•м — 900 Н•м (85-90) кгс•м или ключом с длиной плеча 850 мм усилием одного человека до отказа;
первый болт дозатяните моментом 850 Н•м — 900 Н•м (85-90) кгс•м или ключом с длиной плеча 850 мм усилием одного человека до отказа;
первый верхний горизонтальный болт 5 моментом 300 Н•м — 350 Н•м (30-35) кгс•м или ключом с длиной плеча 350 мм усилием одного человека до отказа;
второй верхний горизонтальный болт 5 моментом 600 Н•м — 650 Н•м (60-65) кгс•м или ключом с длиной плеча 700 мм усилием одного человека до отказа;
первый нижний горизонтальный болт 4 моментом 300 Н•м — 350 Н•м (30-35) кгс•м или ключом с длиной плеча 350 мм усилием одного человека до отказа;
второй нижний горизонтальный болт 4 моментом 600 Н•м — 650 Н•м (60-65) кгс•м или ключом с длиной плеча 700 мм усилием одного человека до отказа
первый верхний горизонтальный болт 5 дозатянуть моментом 600 Н•м — 650 Н•м (60-65) кгс•м или ключом с длиной плеча 700 мм усилием одного человека до отказа;
первый нижний горизонтальный болт 4 моментом 600 Н•м — 650 Н•м (60-65) кгс•м или ключом с длиной плеча 700 мм усилием одного человека до отказа.
Проверяется щупом прилегание головок болтов к подвескам, шайб к стойкам, подвесок к блоку по горизонтальным и вертикальным стыкам.
Прохождение щупа 0,03 мм не допускается.
От «отправной точки» производится окончательная затяжка в следующей последовательности:
горизонтальные болты на 7 шлиц в два-три приема, чередуя между верхними и нижними болтами одной опоры;
гайки вертикальных болтов на 14 шлиц в два-три приема, чередуя гайки одной опоры;
гайки болтов десятого (выносного) подшипника поворачивается на 8 шлиц в два-три приема.
На дизель-генераторах 2А-9ДГ и 2В-9ДГ до № 34, имеющие болты с шагом резьбы 2 мм, гайки затягиваются на 21 шлиц, гайки болтов выносного подшипника — на 21 шлиц.
После окончательной затяжки болтов подвесок:
устанавливаются на горизонтальные болты резиновые уплотнения с колпачками и закрепляются;
проверяется укладка, осевой разбег коленчатого вала и зазоры на масло.
Проверка качества укладки коленчатого вала определяется по величине зазоров «на масло» в коренных подшипниках и по прилеганию шеек коленчатого вала к рабочей поверхности нижних вкладышей коренных подшипников.
Проверка производится следующим образом:
блок с уложенным коленчатым валом устанавливается опорными лапами на подставку;
периодически поворачивая коленчатый вал с помощью валоповоротного механизма в удобное положение, замеряется щупом сверху коренных шеек с обеих сторон подшипника величины зазоров на масло, которые должны быть в пределах, указанных в приложении 1 настоящего Руководства;
периодически поворачивая коленчатый вал в удобное положение, проверяется щупом с обеих сторон подшипника прилегание коленчатого вала к нижним вкладышам, а при наличии зазоров под валом замерьте их величину.
Допускается прохождение щупа толщиной не более 0,05 мм под шестой, седьмой и восьмой коренными шейками. При этом суммарный зазор по щупу на масло и под коренными шейками должен быть не менее 0,14 мм. Под остальные несмежные коренные шейки допускается прохождение щупа толщиной не более 0,05 мм на глубину не более 10 мм.
Читайте также: Компрессор от холодильника для дымогенератора своими руками
При неудовлетворительной укладке коленчатого вала в коренных подшипниках производится исправление укладки перезатяжкой болтов крепления подвесок или заменой вкладышей и повторно производится проверка укладки вала.
Крышки цилиндров, клапаны и их направляющие, пружины клапанов, сухари клапанов, тарелки, колпачки,
Индикаторные краны
Крышки цилиндров
Очищаются от нагара днище крышки, каналы впуска и выпуска газа, водяные полости от накипи. Для выявления трещин крышка цилиндра опрессовывается на стенде водой давлением 13 кгс/см 2 в течение пяти минут. При наличии трещины в районе огневой поверхности днища (камеры сгорания), а также в местах запрессовки втулок направляющих клапанов, крышка заменяется. При пропуске воды по пробкам крышки, пробки заменяются. Другие трещины завариваются по технологии завода-изготовителя. После заварки и обработки швов водяная полость крышки повторно опрессовывается водой.
Проверяется осевой ход седла в крышке цилиндра. При увеличении осевого разбега больше 0,35 мм, седло заменяется новым, изготовленным по размерам места.
Замена седла клапана крышки цилиндра выполняется в следующей последовательности:
седло закрепляется и срезается резцом на станке до появления стопорного кольца;
снимается стопорное кольцо и вынимается оставшаяся часть седла из гнезда;
гнездо седла очищается и проверяется на отсутствие трещин;
обрабатывается опорная поверхность гнезда под седло;
изготовляется новое седло с учетом обеспечения осевого хода при установке в пределах 0,16. 0,6 мм (изготовление производится из седла ремонтной градации);
притирается новое седло к гнезду крышки цилиндра и проверяется по краске прилегания седла, которое должно быть не менее 75% с равномерным распределением по поверхности;
устанавливается седло в гнездо крышки цилиндра после предварительной установки стопорного кольца;
проверяется зазор между гнездом крышки и седлом, седло должно вращаться легко и без заклинивания;
вмятины на фаске седла, площадью более половины ширины фаски, исправляются;
притирается клапан по седлу при прижатом седле к крышке.
При наличии забоин, рисок, вмятин пояска газового стыка последний разрешается восстанавливать наплавкой с последующей обработкой и доводкой до чертежных размеров.
На конусной поверхности под форсунки риски, прогары, задиры и вмятины, вдоль образующей конуса, не допускаются. Прилегание форсунки по конусной поверхности крышки должно быть непрерывным по окружности поясом шириной не менее 7 мм на расстоянии не более 1 мм от наименьшего диаметра конуса.
Дефектные резьбовые отверстия крышки цилиндра разрешается перерезать на следующий размер по ГОСТу с изготовлением новых сопрягаемых деталей или ступенчатых шпилек.
Видео:Как правильно установить коренные вкладыши и упорные полукольца коленвала .Скачать

Сборка коленчатого вала и установка его в блок цилиндров
Сборка и установка масляного насоса и поддона картера
Сборка и установка деталей газораспределительного механизма
Сборка и установка распределительного вала, газораспределительного механизма во втулки, запрессованные в блок цилиндров. Перед установкой в блок цилиндров распределительный вал собирается с корпусом заднего подшипника и распределительной шестерней. Перед сборкой с корпусом подшипника опорная шейка вала и втулка корпуса протираются салфеткой и смазываются чистым дизельным маслом. Шестерня после предварительного нагрева до температуры (100+-10) °С напрессовывается на шейку вала до упора. Зазор между шестерней и корпусом подшипника должен быть 0,25—0,30 мм.
Распределительный вал в сборе показан на рис. 9.
Перед установкой распределительного вала в блок цилиндров внутренняя поверхность опорных втулок и опорные шейки распределительного вала смазываются чистым дизельным маслом. Распределительный вал устанавливается аккуратно без повреждения рабочих поверхностей втулок.
Установка деталей газораспределительного механизма, передающих усилия от распределительного вала к коромыслам. Направляющие толкателей в комплекте с толкателями устанавливаются на штифты блока цилиндров и крепятся к блоку болтами. Болты затягиваются моментом затяжки 70—90 Н*м.
Штанги перед установкой в блок цилиндров протираются, а наконечники смазываются чистым дизельным маслом. Стойка с коромыслами клапанов в сборе должна легко без ударов войти на установочные штифты и шпильки. Коромысла клапанов устанавливаются так, чтобы сфера регулировочного винта была совмещена с наконечником штанги. Регулировочные винты должны быть ввернуты в коромысло до упора.
Читайте также: Ступица вала код тн вэд
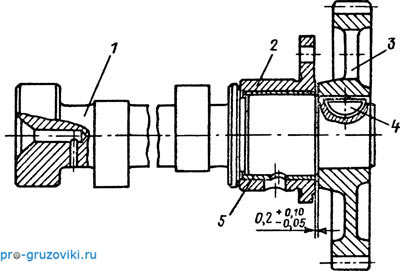
Рис. 9. Распределительный вал в сборе:
1 — распределительный вал; 2 — корпус подшипника; 3 — распределительная шестерня; 4 — шпонка; 5 — подшипник
Затяжка гаек и крепления стойки с коромыслами в сборе производится моментом затяжки 40—60 Н*м, после чего регулируется зазор между носком коромысла и торцом клапана.
Масляный насос перед установкой на двигатель собирается с ведомой шестерней привода масляного насоса, с всасывающей трубкой и трубкой клапана системы смазки. Затяжка болтов фланцев трубок масляного насоса и болтов крепления масляного насоса производится в два приема (момент затяжки 50—60 Н*м).
После установки масляного насоса нижняя часть картера закрывается поддоном.
Установка передней крышки блока цилиндров, коллекторов и трубопроводов.
Передняя крышка блока цилиндров устанавливается на блок в сборе с гидромуфтой привода вентилятора и шкивом привода генератора. Перед этим на коленчатый вал надевается полумуфта мощности и шайба носка коленчатого вала. В полумуфту отбора мощности вводится вал привода гидромуфты. Затяжка болтов крышки производится моментом затяжки 50—60 Н*м.
Впускные и выпускные коллекторы и водяные трубы системы охлаждения перед установкой на двигатель тщательно обдуваются сжатым воздухом. Затяжка болтов их крепления производится последовательно в 2 приема (предварительная и окончательная).
Коленчатый вал перед сборкой обдувается сжатым воздухом.
Сборка коленчатого вала производится в следующей последовательности. В полости масляных каналов шеек устанавливаются втулки центробежной очистки масла. Сверху каналы запрессовываются заглушками. После этого на коленчатый вал напрессовываются шестерни и противовесы. На носок коленчатого вала устанавливаются шестерня привода масляного насоса и передний выносной противовес, на хвостовике — распределительная шестерня в сборе с маслоотражателем и задний выносной противовес. Шестерни и противовесы на коленчатый вал напрессовываются при сборке. Перед напрессовкой они нагреваются до температуры 105 °С. Напрессовка шестерни производится до упора ее в буртик вала. Собранный коленчатый вал показан на рис. 10.
Коленчатый вал перед установкой в блок цилиндров балансируется динамически относительно оси крайних коренных шеек на балансировочной машине. Перед балансировкой на каждую шейку устанавливается груз массой (8525±1) г. Центры тяжести грузов должны совпадать с осями шатунных шеек. Допустимая несбалансированность не должна превышать 80 г. Дисбаланс устраняется удалением металла сверлением в противовесах, изготовленных за одно целое с валом.

Непосредственно перед установкой коленчатого вала в блок рабочая поверхность вкладышей коренных подшипников и коренные шейки вала смазываются чистым дизельным маслом. Размеры вкладышей коренных подшипников должны соответствовать размерам шеек коленчатого вала и гнездам в блоке цилиндров. Упорные полукольца вала устанавливаются в выточку последней коренной опоры так, чтобы стороны с канавками прилегали к упорным торцам вала. Болты крепления крышек коренных подшипников предварительно затягиваются со стороны правого, а затем со стороны левого рядов цилиндров с моментом затяжки 90— 120 Н*м, а затем окончательно — с моментом затяжки 210— 235 Н*м.
Контроль затяжки шатунных болтов осуществляется по их удлинению. Удлинение шатунных болтов после затяжки подшипников должно быть 0,25—0,27 мм.
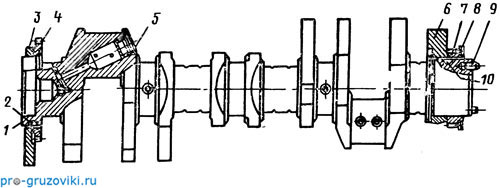
Рис. 10. Коленчатый вал в сборе:
1 — передний торец коленчатого вала; 2 — шпонка; 3,6 — противовесы; 4 — шестерня привода масляного насоса; 5 — заглушка; 7 — распределительная шестерня; 8 — маслоотражатель; 9 — установочный штифт; 10 — шпонка
При правильной сборке подшипников коленчатый вал должен свободно проворачиваться от усилия руки, приложенного к установочным штифтам маховика. Осевой зазор в упорном подшипнике должен быть 0,05—0,20 мм.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала
🌟 Видео
Установка коленчатого вала(коленвала) на ВАЗ 2108-2110-2115Скачать

Установка коленвала Камаз на блокСкачать
Ремонт коленвала с/х "Буран" (укладка в картер) часть 2Скачать
Подготовка коленчатого вала дизеля Д49 к укладке.Скачать
НЕ ВСЕ ЗНАЮТ ОБ ЭТОЙ ХИТРОСТИ! Укладка коленчатого вала 2108-2112Скачать
Сборка 083 блока на ВАЗ 2110-2112. Укладка коленвала, установка поршней.Скачать
Правильная установка вкладышей и полуколец ВАЗ НИВАСкачать
укладка коленвала в постель.Скачать
Укладка коленчатого вала когда вкладыши без замкаСкачать
Может кому и пригодится! Как измерить зазор между коленвалом и вкладышем. Лучший способ.Скачать
укладка коленвала ч1Скачать
Установка вкладышей. От этого зависит долгая жизнь мотораСкачать
Ремонт ( шлифовка ) коленвала после неправильной установки упорных полу колец ( боковых вкладышей )Скачать
как поставить полукольца коленвалаСкачать
МТЗ 82 Сборка двигателя Д-245. Как должен вращаться коленчатый вал после обтяжки.Скачать
Как правильно установить вкладишиСкачать
Установка коренных вкладышей и коленвала в блок Daewoo LanosСкачать
Правильная установка коленчатого вала, коренных вкладышей и крышек.Скачать