
Надежность машин, механизмов и агрегатов таких отраслей современной техники, как авиация, космонавтика, судостроение, автомобилестроение, станкостроение, химическое и нефтяное машиностроение и других значительно зависит от безотказной работы уплотнений вращающихся валов. Любые отклонения от нормальной работы машины из-за отказа уплотнений приводят к большим потерям, снижению качества продукции, росту материальных затрат, угрозе здоровью обслуживающего персонала и чистоте окружающей среды. Надежность машин, механизмов и агрегатов таких отраслей современной техники, как авиация, космонавтика, судостроение, автомобилестроение, станкостроение, химическое и нефтяное машиностроение и других значительно зависит от безотказной работы уплотнений вращающихся валов. Любые отклонения от нормальной работы машины из-за отказа уплотнений приводят к большим потерям, снижению качества продукции, росту материальных затрат, угрозе здоровью обслуживающего персонала и чистоте окружающей среды.
В качестве уплотнительных устройств контактного типа для вращающихся валов широко применяют манжетные уплотнения (манжеты), изготавливаемые из резины и композиционных материалов на основе резиновых смесей.
От уплотнений других типов, манжеты отличаются высокой герметичностью, простотой конструкции, малыми габаритами и массой, относительно невысокой стоимостью, легкостью монтажа т.д.
Принцип действия радиальных манжет заключается в следующем: резиновый фигурный уплотняющий элемент (кольцо), охватывающий вращающийся вал, прижимается к поверхности вала с некоторым усилием, действующим в радиальном направлении. Для стабилизации величины этого усилия во времени на уплотняющий элемент, как правило, надевается металлическая браслетная пружина. С целью обеспечения герметичности и облегчения условий монтажа манжеты в посадочном месте она обычно армируются металлическим каркасом. При большом разнообразии конструктивного исполнения отличительной особенностью манжет является наличие у них хотя бы одной уплотнительной губы с контактной кромкой. Первоначальный контакт манжета с уплотняемыми поверхностями, обеспечивающий герметизацию при нулевом и малом давлении среды, осуществляется в результате пружинящего действия манжеты, деформированной (сжатой) при монтаже. Контактная плотность этого соединения повышается с увеличением давления среды, которая прижимает уплотнительную губу манжеты к уплотняемым поверхностям. На герметизирующую способность манжет существенно влияет радиальное усилие прижатия уплотнительной кромки манжеты к валу.
Незначительное радиальное усилие приводит к образованию более толстой смазывающей пленки и появлению утечек. Повышенные значения радиального усилия ухудшают условия смазки трущихся поверхностей, ужесточают температурный режим в зоне трения, ускоряют старение в износ эластомерных материалов уплотнения. С увеличением радиального усилия герметичность подвижного соединения повышается, достигая максимума, а затем вновь падает.
В общем случае радиальное усилие определяется тремя составляющими: усилием от деформации уплотняющего элемента манжеты (натягом манжеты); усилием от действия браслетной пружины и усилием от действия давления уплотняемой среды.
В процессе эксплуатации радиальное усилие уменьшается в результате релаксации, старения и износа материала уплотнения. Неточность изготовления и сборки уплотнительного узла приводит к неравномерному распределению радиального усилия в зоне контакта манжеты с валом и обычно характеризуется статическим и динамическим эксцентриситетом узла.
Статический эксцентриситет возникает от несовпадения оси внутреннего диаметра манжеты с осью зала и представляет собой геометрическую сумму эксцентриситета посадочного места под манжету относительно оси вала и эксцентриситета оси внутреннего диаметра относительно оси наружного диаметра манжеты. Причиной возникновения статического эксцентриситета является неточность изготовления уплотнительного узла и манжеты. Статический эксцентриситет приводит к неравномерному распределению радиального усилия по окружности, местному износу и утечкам.
При больших значениях статического эксцентриситета необходимо увеличивать радиальное усилие и уменьшать сопротивление изгибу средней части манжеты. На работу манжеты также влияет динамический эксцентриситет, равный половине биения вала. Способность манжеты удовлетворительно работать при наличии динамического эксцентриситета зависит от упругости и эластичности уплотняющего элемента. Динамический эксцентриситет приводит к неравномерному распределению напряжений усталостному разрушению материала и сокращению срока службы уплотнения.
При наличии дефектов на рабочей поверхности вала (забоин, вмятин, царапин, повреждений покрытий и др.) быстро разрушается уплотняющий элемент манжеты. Соприкасающиеся поверхности вала и манжеты должны образовывать антифрикционную пару, обладать коррозионной стойкостью к уплотняемой среде и стойкостью к износу.
Твердость вала выбирают с учетом скорости скольжения вала и запыленности окружающей среды. При наличии в уплотняемой среде абразивных частиц рекомендуют использовать валы с закаленной или цементированной поверхностью, а также применять защитные втулки вала. Манжеты изготавливают из различных эластомерных синтетических материалов, свойства которых ограничивают возможности работы манжетных уплотнений.
Так, в резиновых манжетах наблюдается ускоренное старение при высокой температуре и потеря высоко эластичности при низких а также механическое стеклование при большой частоте вращения. Отсюда следуют требования к ограничению температуры нагрева кромки и ее тщательному анализу, ограничения радиального биения валов и высокому качеству их обработки. Необходимо также анализировать возможности потери герметичности при низкой температуре и большой частоте вращения. Валы обычно изготавливают S3 термообработанной стали с твердостью HSG 30 при скорости скольжения в подвижном соединении менее 4 м/с и HSC 50 выше при скорости скольжения более 4 м/с. Применение для изготовления валов относительно мягких материалов (бронзы, латуни, титановых и алюминиевых сплавов и др.), допускается в специальных условиях эксплуатации. Квалитет допуска вала H10, корпуса Н9. В конструкции сопряженных деталей должны быть предусмотрены заходные фаски для устранения повреждений манжеты при сборке. Обычно уплотняющая кромка манжеты повреждается, если она при сборке проходит через шлицы, шпоночные пазы, резьбу и т.д., которые могут иметь заусенцы и острые кромки.
Поэтому сборку необходимо выполнять с помощью оправок. Перед установкой, в уплотняемом соединение, манжета должна быть очищена от загрязнения и смазана.
Манжету устанавливают так, чтобы скос ее уплотнительной губы был направлен в сторону герметизируемой среды. При таком положении манжеты к ее рабочей кромке обеспечен доступ уплотняемой среды, уменьшающий износ манжеты. Если уплотнение предназначено для защиты от проникновения пыли и грязи в герметизируемую полость (грязезащитные манжеты), то скос губы манжеты должен быть направлен в сторону окружающей среды. Основное требование, предъявляемое к манжетам — обеспечение необходимой герметичности в течение заданного срока эксплуатации. Нарушение герметичности при эксплуатации зависит от многих факторов: радиального усилия и геометрии эластичного элемента манжеты, скорости скольжения, температуры и давления среды, свойств уплотняемой среды и применяемого эластомера, обработки поверхности вала, статического и динамического эксцентриситета, монтажных дефектов и др.
Читайте также: Подвесной подшипник карданного вала иж ода 2126
От контактных уплотнений других типов из эластичных материалов манжеты отличаются наименьшими утечками, так как они обладают наилучшей «следящей» способностью, т.е. способностью «отслеживать» колебательные движения вращающихся валов, а также компенсировать неточности изготовления и сборки сопрягаемых деталей (несоооность, некруглоотъ и другие).
При применении манжет не требуется такая высокая чистота обработки контртела, как, например, при использовании механических торцовых уплотнений. На выбор манжет влияют следующие факторы: скорость вращения вала, герметизируемая среда, качество поверхности вала и системы смазки.
Высота микронеровностей на поверхности стальных деталей, сопряженных с уплотнением, должна быть 0,5-2 мкм. Такие микронеровности образуют своего рода «масляные» карманы из «уплотняемой среды, улучшающие условия смазки уплотнения.
По конструкции манжетные уплотнения вращающихся валов могут быть разделены на три типа:
- неармированная манжета, закрепленная между деталями корпуса;
- манжета, детали которой заключены в специальный металлический каркас;
- манжета с привулканизованным армирующим кольцом.
По способу создания прижимающей силы (усилия) манжетные уплотнения подразделяются на три группы:
- манжета, в которой радиальное усилие создается в результате деформации уплотняющего элемента;
- манжета с кольцевой браслетной пружиной;
- манжета с пластинчатой (лепестковой, пальчиковой) пружиной.
Такое деление манжет является условным, так как на практике имеются манжеты, содержащие признаки разных типов и групп. В последние годы, как у нас, так и за рубежом проводятся работы по совершенствованию конструкции, технологии изготовления и материалов манжет. Разработаны, запатентованы и выпускаются манжетные уплотнения вращающихся валов новых конструкций с улучшенными характеристиками.
тел. 65-04-85, факс 65-04-95
- Уплотнения валов
- Рис. 1 Элементы манжеты
- Рис. 2 Манжеты без и с защитной кромкой по ГОСТ 8752-79
- Рис. 3 Исполнения внешней оболочки
- Рис. 4 Манжеты без и с защитной кромкой по DIN 3761
- Рис. 5 Требования к шейке вала и отверстию корпуса
- Рис. 6 Манжеты без браслетной пружины
- Рис. 7 Комбинированные манжеты
- Рис. 8 Кассетные уплотнения
- Рис. 9 Торцевые кольца
- Рис. 10 V-образное кольцо
- Рис. 11 Торцевые уплотнения с манжетами
- Рис. 12 Уплотняющие крышки
- Рис. 13 Условия применения различных материалов
- Таблица 1 Материалы манжет
- Таблица 2 Размеры манжет
- Рис. 14 Ремонтная втулка
Уплотнения валов

Наиболее обширная область применения уплотнений в общем машиностроении — герметизация входных и выходных валов машин. Уплотнения с одной стороны предупреждают утечку масла из корпуса машины, с другой — защищают внутренние полости от внешних воздействий (проникновения пыли, грязи и влаги извне). Особенно ответственную роль играют уплотнения в машинах и агрегатах с полостями, содержащими химически активные вещества или пищевые продукты.
Другая область применения уплотнений — герметизация полостей в машинах, содержащих газы и жидкости под высоким давлением или вакуумом. В роторных машинах необходимо уплотнение вращающихся валов и роторов; в поршневых машинах — уплотнение возвратно — поступательно движущихся частей.
Разработано большое число разнообразных систем уплотнений. По принципу действия уплотняющие устройства делятся на контактные и бесконтактные. Контактные уплотнения применяются при средних и низких скоростях. Они обеспечивают защиту благодаря плотному контакту деталей в уплотнениях. К ним относят следующие виды уплотнений: манжетные, сальниковые, торцевые по кольцевой поверхности, разрезные пружинные кольца и др.
Бесконтактные уплотнения не имеют контакта между частями уплотнений. Уплотнительный эффект достигается с помощью центробежных сил, гидродинамических явлений и т.д. К ним относятся: щелевые и лабиринтные, осуществляющие защиту благодаря сопротивлению протеканию жидкости или газа через узкие щели; центробежные, основанные на отбрасывании центробежными силами смазки, а также загрязняющих веществ, которые попадают на вращающиеся защитные диски; комбинированные, основанные на двух и более из указанных принципов.
Предметом нашего сегодняшнего рассмотрения будут уплотнительные устройства для герметизации валов машин. На рынке стран СНГ можно приобрести уплотнения фирм Busak&Shamban (Германия) и Simrit (Германия). Отечественные производители также участвуют в конкурентной борьбе на рынке уплотнений. Перечислим их в алфавитном порядке: ООО «Барнаульский завод РТИ» (Россия), ЧП «Кременчугрезинотехника» (Украина), ООО «Резинотехмаш» (Россия) и др. Каталоги и материалы этих производителей использованы при написании настоящей статьи.
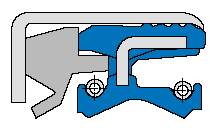
Армированные манжеты для валов (рис. 1) стандартизованы. В странах СНГ действует ГОСТ 8752-79. Зарубежные машиностроители используют манжетные уплотнения по стандартам DIN 3760, 3761, а также собственных конструкций фирм-производителей, которые не стандартизованы.
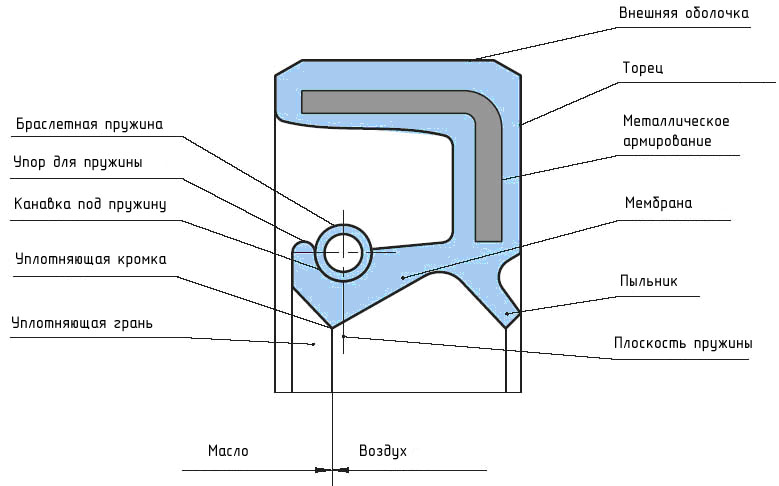
Рис. 1 Элементы манжеты
Стандарты предусматривают различные конструктивные отклонения от описанной конструкции. На рис. 2, а представлены манжеты без защитной кромки (пыльника), а на рис. 2, б — с защитной кромкой (пыльником). При умеренном и среднем загрязнении внешней среды необходимо применять манжеты с защитной кромкой (пыльником). При высокой степени загрязнения применяют кассетные и комбинированные уплотнения. На этом конструктивные разновидности манжет, предусмотренные ГОСТом, заканчиваются, а, следовательно, отечественные производители ограничивают свой ассортимент именно ими.
Рис. 2 Манжеты без и с защитной кромкой по ГОСТ 8752-79
Статическая часть манжет имеет пять разновидностей, представленных на рис. 3. Манжета с внешней оболочкой из эластомера (рис. 3, а) предназначена для статического уплотнения при разъемных корпусах; при корпусах из легкого материала с высоким коэффициентом теплового расширения; при действии давления; при жидких и газообразных средах. Это наиболее часто встречающийся тип манжеты. Обозначение — тип A по DIN 3760.
Рис. 3 Исполнения внешней оболочки
На рис. 3, б представлена манжета с внешней оболочкой из эластомера, на внешней стороне которой нанесены специальные уплотнительные канавки. Данная конструкция облегчает монтаж манжеты; предотвращает выталкивание или перекос уплотнения в посадочном месте корпуса; увеличивает натяг при запрессовке манжеты, что повышает надежность статического уплотнения, прежде всего в корпусах с повышенным тепловым расширением. Обозначение такое же — тип A по DIN 3760. При заказе такой манжеты необходимо дополнительно указать тип оболочки.
На рис. 3, в изображена манжета с металлической внешней оболочкой. Применяются при необходимости особо точной и устойчивой посадки в корпусе, особенно при больших диаметрах. При низковязкой уплотняемой среде, грубой обработке посадочного отверстия, работе под давлением возможна утечка по внешней оболочке. Для предотвращения подобного эффекта применяют специальные уплотнительные пасты. Также ограничено применение в корпусах с высоким коэффициентом теплового расширения или разъемных корпусах. В корпусах из легкого металла существует опасность образования задиров в отверстии. Для защиты от коррозии внешняя металлическая оболочка покрыта антикоррозийной смазкой или тонким слоем канифоли. Обозначение — тип B по DIN 3761.
Манжета типа C по DIN 3761 показана на рис. 3, г. В ее основе лежит предыдущая конструкция. Дополнительно манжета оснащена внутренней металлической крышкой, предающей конструкции большую радиальную жесткость. Применяют такие манжеты при больших диаметрах и грубо обработанных посадочных отверстиях.
На рис. 3, д изображена манжета, обеспечивающая надежное статическое уплотнение благодаря эластомерной части и устойчивую посадку, которая обеспечивается внешней металлической частью поверхности. Такая манжета не стандартизована.
Все перечисленные конструкции манжет имеют исполнения, включающие в себя наличие защитной кромки (пыльника). В обозначении таких манжет в конце добавляется буква S. Например, BS по DIN 3761 (рис. 4, а) или CS по DIN 3761 (рис. 4, б).
Рис. 4 Манжеты без и с защитной кромкой по DIN 3761
Описанные манжеты предназначены для уплотнения узлов как с минеральными и синтетическими маслами, так и с консистентной смазкой. Как правило, они работоспособны в следующих условиях: максимальное давление уплотняемой среды — до 0,05 МПа (0,5 кг/см2); рабочий диапазон температур составляет от -40?C до +200 ?C (в зависимости от материала); максимальная линейная скорость вала до 10 м/с (в зависимости от материала).
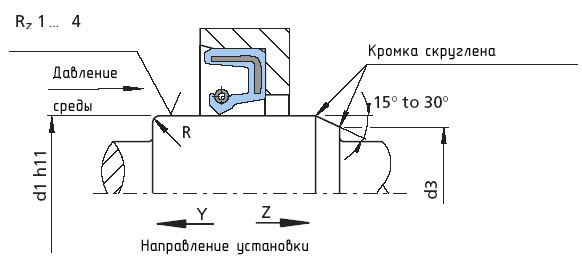
Для установки манжет необходимо выдержать определенные требования к посадочной поверхности вала (рис. 5, а). К ним относятся: посадка — h11, круглость — IT8, шероховатость поверхности шейки — Ra 0,2…0,8 (Rz 1,0…4,0) мкм; твердость поверхности — 45…60 HRC; глубина упрочненного слоя — min 0,3 мм. Для установки манжеты на шейке необходимо предусмотреть заходную фаску или радиус (в зависимости от направления монтажа). Поверхность вала не должна иметь спиральной микроструктуры. Это достигается грамотным выбором технологии обработки. Рекомендуется врезное шлифование с определенными параметрами и упрочняющая обкатка. За дополнительной информацией необходимо обратиться к производителю уплотнений.
Требования к посадочному месту манжеты в корпусе менее жесткие (рис. 5, б). Посадка по H8, шероховатость поверхности Ra 1,6…6,3 (Rz 10…20) мкм.
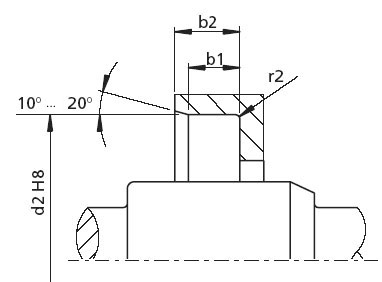
б) отверстие корпуса
Рис. 5 Требования к шейке вала и отверстию корпуса
Помимо стандартизированных уплотнений, зарубежные производители предлагают ряд уплотнений, удовлетворяющих специальные требования конструктора. На рис. 6 представлены манжеты без браслетной пружины. Они применяются только в узлах, заполненных консистентной смазкой, не подвергающихся воздействию давления и при умеренном или среднем загрязнении внешней среды. Предельная линейная скорость — до 10 м/с.
Преимущества уплотнения: отсутствие пружины снижает трение, а, следовательно, и выделение тепла в узле; снижается износ вала; уменьшаются габариты. Внешняя оболочка имеет те же конструктивные разновидности, что и у стандартизованных манжет. Манжеты на рис. 6, а имеют металлическое армирование и внешнюю оболочку из эластомера; на рис. 6, б внешняя оболочка имеет канавки; на рис. 6, в и г — манжеты с металлической внешней оболочкой.
Рис. 6 Манжеты без браслетной пружины
Недостатком описанных конструкций являются неработоспособность в условиях сильного загрязнения внешней среды, а для манжет с браслетной пружиной еще и высокие требования к поверхности вала (твердость и шероховатость). Кроме того, после определенной наработки происходит износ места соприкосновения вала и манжеты, что приводит к неработоспособности узла. В этом случае требуется восстановление или замена вала, стоимость которого может быть весьма существенной. Поэтому были разработаны комбинированные уплотнения, представленные на рис. 7. Уплотнение фирмы Busak&Shamban (рис. 7, а) состоит из двух частей: радиального уплотнения, аналогичного стандартной манжете по DIN 3760(3761) и обрезиненной втулки с дополнительным торцевым уплотнением. Радиальное уплотнение контактирует с шлифованной поверхностью обрезиненной втулки, а кромка пыльника втулки — с металлическим армированием уплотнения. Такая конструкция не требует шлифовки и закалки шейки вала и имеет улучшенную защиту от негативного влияния внешней среды.
На рис. 7, б представлено комбинированное уплотнения фирмы Simrit. Уплотнение состоит из двух элементов — манжеты с двумя уплотняющими кромками и дополнительного пыльника. Эта конструкция предназначена для работы в условиях сильного загрязнения. Оба типа уплотнений работают при указанных выше условиях: давление масла, температура, линейная скорость и т.д.
а) с дополнительной втулкой и пыльником
б) с дополнительной кромкой и пыльником
Рис. 7 Комбинированные манжеты
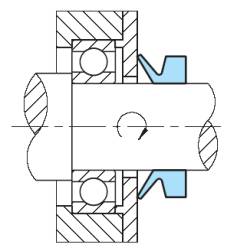
Дальнейшим развитием концепции комбинированных манжет являются кассетные уплотнения. Эти уплотнения имеют различные конструктивные исполнения. На рис. 8, а — в представлены манжеты фирмы Busak&Shamban, а на рис. 8, г — фирмы Simrit. Эти изделия выполнены в виде единого узла, включающего в себя уплотнительную манжету для масел, контактирующую с ней изнашиваемую втулку и многоступенчатую лабиринтную защиту от внешнего воздействия. Наверное, правильно назвать такую конструкцию «системой уплотнения». Они работают в условиях сильного загрязнения внешней среды, имеют высокую функциональную надежность, длительный срок службы и простотой монтаж.
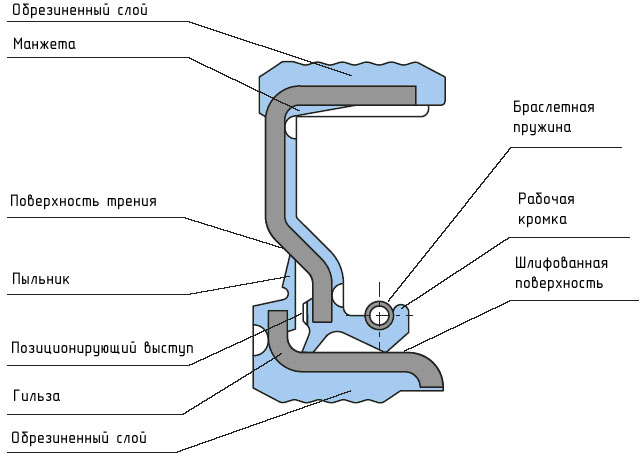
Конструкцию кассетных уплотнений разберем на примере узла, изображенного на рис. 8, а. Данная кассета предназначена для работы в узле с вращающейся ступицей при стационарной оси. В состав уплотнения входят: армированная манжета специальной конструкции с браслетной пружиной (не вращается); металлический корпус, который запрессовывается в ступицу; внутреннее кольцо.
Металлическое армирование манжеты имеет обрезиненный слой 9 с ребрами, которые соприкасаются с осью. Это обеспечивает легкую посадку на шейку оси и хорошее уплотнение, даже если одно из ребер расположено на дефектном участке поверхности оси. Выступающая кромка 5 контактирует с корпусом и защищает от брызг воды и мелких частиц грязи. Браслетная пружина 10 создает радиальную силу, прижимающую уплотняющую кромку к поверхности внутреннего кольца. Дистанционный прилив 7 гарантирует расположение уплотняющих элементов в правильной позиции.
Корпус кассетного уплотнения устанавливается в ступицу по прессовой посадке и вращается вместе с ней. Посадочную поверхность 2 уплотняет место контакта со ступицей и отводит тепло. Выступающая коническая часть кольца 6 благодаря центробежным силам отбрасывает частицы грязи.
Внутреннее кольцо имеет отражающую поверхность 8, которая защищает уплотняющую кромку манжеты от брызг масла при применении конических роликовых подшипников. Конструкция и обработка контактной поверхности 3 обеспечивает качественное уплотнение и смазку.
Кассета на рис. 8, б предназначена для работы в особо влажных и загрязненных условиях, например, в машинах для обработки рисовых полей. Она имеет дополнительные уплотняющие поверхности, защищающие внутренние полости от воды и грязи. На рис. 8, в изображено кассетное уплотнение для вращающегося вала, аналогичное уплотнению для вращающейся ступицы на рис. 8, а. Инженеры фирмы Simrit разработали кассетное уплотнение для вращающегося вала, представленное на рис. 8, г. Оно имеет несколько отличную от описанной конструкцию, что никоим образом не влияет на ее работоспособность.
Рис. 8 Кассетные уплотнения
Для защиты, прежде всего, от внешнего воздействия применяют также торцевые кольца, изображенные на рис. 9. Базовая конструкция (рис. 9, а) состоит из двух частей: металлического корпуса и уплотняющего элемента из эластомера. Кольцо устанавливается на валу с определенным расстоянием от уплотняемой поверхности, которая перпендикулярна оси вала. Например, это может быть торцевая поверхность корпуса подшипникового узла. Уплотняющая кромка при вращении вала трется об эту поверхность с расчетным усилием. Металлический корпус играет роль отбойного кольца, отражая частицы грязи благодаря действию центробежной силы. Она же при увеличении скорости отклоняет от поверхности трения кромку эластомера, уменьшает потери на трение. Конструкция, изображенная на рис. 9, б имеет цилиндрический поясок, входящий в ответную канавку на уплотняемой поверхности (рис. 9, в). Благодаря этому появляется дополнительное лабиринтное уплотнение.
Рис. 9 Торцевые кольца
Подобный же принцип для создания защитного эффекта используют V-образные кольца, изображенные на рис. 10. Они используются для предотвращения попадания грязи, пыли, воды или их комбинации и удерживания пластичной смазки. Используются совместно с различными типами подшипников. V-образные кольца имеют несколько видов сечений, различающихся относительной шириной и конусностью.
Рис. 10 V-образное кольцо
Уплотнения торцевого типа могут использоваться в комбинации с армированными манжетами. На рис. 11, а изображено торцевое кольцо, для уплотняющей кромки которого поверхностью трения является армирование манжеты. На рис. 11, б подобным образом работает V-образное кольцо. Такая пара предназначена для работы в сильно загрязненной внешней среде.
Рис. 11 Торцевые уплотнения с манжетами
Для уплотнения опорного узла вала, не выходящего за пределы корпуса, применяют концевые крышки (рис. 12). Крышка представляет собой цилиндрическую пробку с покрытием из эластомера. На рис. 12, а представлены два типа подобных устройств: с внешней оболочкой из эластомера и с комбинированной (эластомер и металл) внешней оболочкой (рис. 12, б).
Рис. 12 Уплотняющие крышки
Важнейшим параметром при выборе уплотнения является материал, из которого изготовлена его эластомерная часть. Применяют следующие типы резины: бутадиен-нитрильный каучук (NBR); фторкаучук (FKM); силиконовый каучук (VMQ); гидрированный бутадиен-нитрильный каучук (HNBR); полиакриловый каучук (ACM).
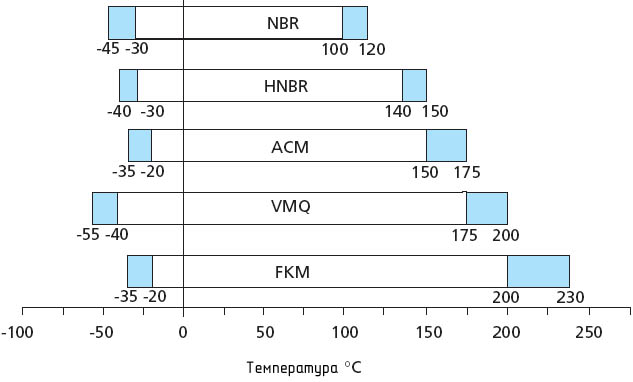
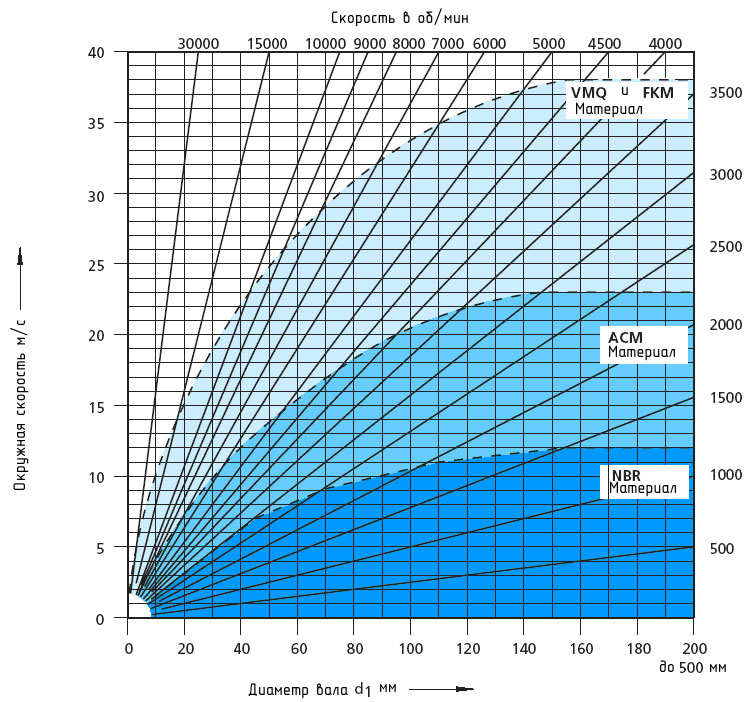
Выбор материала зависит от условий, в которых работает уплотнение. Решающую роль играют ускоренное старение под воздействием высоких температур; потеря эластичности при низкой температуре; механическое стеклование при больших частотах вращения и стойкость к воздействию уплотняемой среды. На рис. 13, а показан приблизительный рабочий температурный диапазон для различных материалов. Диапазон температур, выделенный цветом, требует применения специальных составов указанных материалов. Диаграмма на рис. 13, б позволяет выбрать приблизительную допустимую линейную скорость на кромке манжеты для различных типов материалов.
а) рабочий диапазон температур
б) допустимая линейная скорость для различных материалов
Рис. 13 Условия применения различных материалов
Таблица 1 Материалы манжет
| Вид уплотняемой среды | Материал уплотнения | |||||
| NBR | FKM | ACM | VMQ | HNBR | ||
| Максимально допустимая постоянная температура, °С | ||||||
| Минеральные жидкости | Двигательные масла | 100 | 170 | 125 | 150 | 130 |
| Трансмиссионные масла | 80 | 150 | 125 | 130 | 110 | |
| Гипоидные трансмиссионные масла | 80 | 150 | 125 | — | 110 | |
| ATF (автоматическая трансмиссия) масла | 100 | 170 | 125 | — | 130 | |
| Гидравлическое масло (DIN 5124) | 90 | 150 | 120 | — | 130 | |
| Консистентные смазки | 90 | — | — | — | 100 | |
| Трудновоспламеняемые гидравлические жидкости | Масляно — водяная эмульсия | 70 | — | — | 60 | 70 |
| Водно — масляная эмульсия | 70 | — | — | 60 | 70 | |
| Водный раствор | 70 | — | — | — | 70 | |
| Обезвоженная жидкость | — | 150 | — | — | — | |
| Другие среды | Жидкое топливо | 90 | — | — | — | 100 |
| Вода | 90 | 100 | — | — | 100 | |
| Щелочь | 90 | 100 | — | — | 100 | |
| Воздух | 100 | 200 | 150 | 200 | 130 | |
Таблица 2 Размеры манжет
| Типы манжет |  |  |  |  |  |  |  |  |  |
| Busak&Shamban (Германия) | 4 — 800 | 8 — 440 | 4 — 800 | 8 — 440 | 8 — 460 | 12 — 400 | 20 — 760 | 35 — 600 | 15 — 100 |
| Simrit (Германия) | 4 — 600 | 8 — 300 | 6 — 220 | 8 — 220 | 5 — 500 | 12 — 290 | 10 — 710 | 25 — 185 | 15 — 100 |
Рис. 14 Ремонтная втулка
Михаил Гранкин, инженер — конструктор
grankin@mail.ru
Все объекты авторского права являются собственностью их владельцев. При подготовке сайта использованы материалы, находящиеся в свободном доступе. Названия фирм-производителей расположены в алфавитном порядке.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала
- Правообладателям
- Политика конфиденциальности
Механика © 2023
Информация, опубликованная на сайте, носит исключительно ознакомительный характер