
Конструктивно любая деталь состоит из элементов (поверхностей) различной геометрической формы, часть из которых взаимодействует (образует посадки-сопряжения) с поверхностями других деталей, а остальная часть элементов является свободной (не-сопрягаемой). Размеры всех элементов деталей независимо от их формы условно делят на три группы: размеры валов, размеры отверстий и размеры, не относящиеся к валам и отверстиям (рис. 1.2, 1.3).
 |
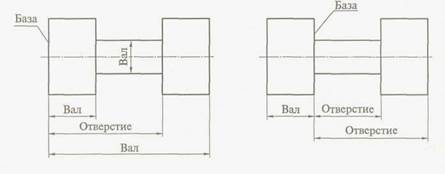 |
Рис. 1.2. Размеры валов и отверстий
Вал — термин, условно применяемый для обозначения наружных (охватываемых) элементов деталей, включая и нецилиндрические элементы, и соответственно сопрягаемых размеров.
Отверстие — термин, условно применяемый для обозначения внутренних (охватывающих) элементов деталей, включая нецилиндрические элементы, и соответственно сопрягаемых размеров.
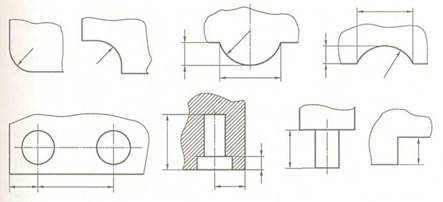 |
Рис. 1.3. Размеры, не относящиеся к отверстиям и валам
Состав группы размеров и элементов деталей, не относящихся ни к валам, ни к отверстиям, сравнительно невелик (например, фаски, радиусы скруглений, галтели, выступы, впадины, расстояния между осями (см. рис. 1.3) и др.).
ОСНОВНЫЕ ПОНЯТИЯ О РАЗМЕРАХ, ОТКЛОНЕНИЯХ И ДОПУСКЕ
Размер — числовое значение линейной величины (диаметра, длины и т.п.) в выбранных единицах измерения.
Различают действительный, номинальный и предельные размеры.
Действительный размер – размер, установленный измерением с помощью средства измерения с допускаемой погрешностью измерения.
Под погрешностью измерения понимается отклонение результата измерения от истинного значения измеряемой величины. Истинный размер – размер, полученный в результате изготовления и значение которого нам не известно.
Номинальный размер — размер, относительно которого определяются предельные размеры и который служит началом отсчета отклонений.
Номинальный размер указывается на чертеже и является общий для отверстия и вала, образующих соединение и определяется на стадии разработки изделия исходя из функционального назначения деталей путем выполнения кинематических, динамических и прочностных расчетов с учетом конструктивных, технологических, эстетических и других условий.
Полученный таким образом номинальный размер должен быть округлен до значений, установленных ГОСТ 6636-69 «Нормальные линейные размеры». Стандартом в диапазоне от 0,001 до 20 000 мм предусмотрено четыре основных ряда размеров: Ra 5, Ra 10, Ra 20, Ra 40, а также один дополнительный ряд Ra 80. В каждом ряду размеры изменяются по геометрической профессии со следующими значениями знаменателей соответственно рядам: (Геометрическая прогрессия — это ряд чисел, в котором каждое последующее число получается умножением предыдущего на одно и то же число — знаменатель прогрессии.)
В каждом десятичном интервале для каждого ряда содержится соответственно номеру ряда 5; 10; 20; 40 и 80 чисел. При установлении номинальных размеров предпочтение должно отдаваться рядам с более крупной градацией, например ряд Ra 5 следует предпочесть ряду Ra 10, ряд Ra 10 — ряду Ra 20 и т.д. Ряды нормальных линейных размеров построены на базе рядов предпочтительных чисел (ГОСТ 8032-84) с некоторым округлением. Например, по R5 (знаменатель 1,6) берутся значения 10; 16; 25; 40; 63; 100; 250; 400; 630 и т.д.
Стандарт на нормальные линейные размеры имеет большое экономическое значение, состоящее в том, что при сокращении числа номинальных размеров сокращается потребная номенклатура мерных режущих и измерительных инструментов (сверла, зенкеры, развертки, протяжки, калибры), штампов, приспособлений и другой технологической оснастки. При этом создаются условия для организации централизованного изготовления названных инструментов и оснастки на специализированных машиностроительных заводах.
Стандарт не распространяется на технологические межоперационные размеры и на размеры, связанные расчетными зависимостями с другими принятыми размерами или размерами стандартных комплектующих изделий.
Предельные размеры — два предельно допустимых размера, между которыми должен находиться или которым может быть равен действительный размер.
Когда необходимо изготовить деталь, то размер должен задаваться двумя значениями, т.е. предельными допустимыми значениями. Больший из двух предельных размеров называется наибольшим предельным размером, а меньший — наименьшим предельным размером. Размер годного элемента детали должен находиться между наибольшим и наименьшим допускаемыми предельными размерами.
Нормировать точность размера — это значит указать два его возможных (допускаемых) предельных размера.
Принято обозначать номинальный, действительный и предельные размеры соответственно: для отверстий — D, DД, Dmax, Dmin; для валов — d, dД, dmax, dmln.
Сравнивая действительный размер с предельными, можно судить о годности элемента детали. Условиями годности являются соотношения: для отверстий Dmin
- Понятие о поверхностях и размерах. Условие годности детали
- Методическая разработка по дисциплине «Метрология стандартизация и сертификация» для выполнения практической работы на тему «Допуски и посадки. Чтение размеров. Определение годности действительных размеров» методическая разработка на тему
- Скачать:
- Предварительный просмотр:
- 💡 Видео
Видео:Выбираем общие допуски и посадки на примере детали вал. Предельные отклонения размеровСкачать

Понятие о поверхностях и размерах. Условие годности детали
III. Изложение нового материала
Читайте также: Смазка вала штанги триммера
1 Понятие о поверхностях и размерах. Условие годности детали.
2 Отклонения и правила их указания на чертежах.
3 Понятие о допуске. Графическое изображение допусков и отклонений.
6 Посадки в системе отверстия и в системе вала.
Понятие о поверхностях и размерах. Условие годности детали
Любая деталь состоит из ряда поверхностей. Поверхности деталей бывают цилиндрическими, плоскими, коническими, эвольвентными, шлицевыми, винтовыми и др. (рис.1):

Рисунок 1 — Различные виды деталей
И все эти поверхности можно разделить на 2 группы: охватывающие и охватываемые (см. рис.1).
Охватывающие – это внутренние поверхности деталей, их условно называют отверстиями и обозначают D. Условно – потому что кроме внутренних цилиндрических поверхностей, например, поверхностей отверстий во втулках, зубчатых колесах, к ним относятся и внутренние плоские поверхности с параллельными плоскостями (шпоночные пазы и пр.).
Охватываемые – это наружные поверхности деталей, их условно называют отверстиями и обозначают d. Условно – потому что кроме наружных цилиндрических поверхностей, к ним относят и боковые грани шпонок, и торцовые поверхности втулок, и т.д.
Размеры всех поверхностей указываются в технической документации в миллиметрах.
Размеры выражают числовые значения линейных величин (диаметров, длин и т. д.).
Номинальный размер (обозначают D, d) — это основной размер детали, относительно которого определяются предельные размеры, назначаемый конструктором в результате расчетов детали на прочность, жесткость, износостойкость и по другим критериям работоспособности, исходя из конструктивных, технологических и эксплуатационных соображений. Сопрягаемые поверхности имеют общий номинальный размер. Значения номинальных размеров округляют обычно в большую сторону.
Однако конструктор не должен любой размер, полученный им при расчете, принимать за номинальный и проставлять на чертеже. В противном случае для получения, например, отверстий потребовалось бы изготовлять сверла и развертки для каждого проставленного размера, что экономически нецелесообразно. Поэтому, чтобы уменьшить разнообразие назначаемых конструктором номинальных линейных размеров, а, следовательно, уменьшить номенклатуру режущего и измерительного инструмента, установлено обязательное применение так называемых нормальных линейных размеров. Это значит, что на чертеже в качестве номинального линейного размера указывается расчетный размер, округленный до ближайшего значения из установленного ряда нормальных линейных размеров.
Действительный размер (Dr, dr) — размер, установленный измерением с допустимой погрешностью, т.е. размер, полученный в результате измерения изготовленной детали.
Как мы уже говорили, изготовить деталь с абсолютно точными размерами невозможно из-за наличия неизбежных погрешностей и при обработке, и при измерении детали. Поэтому размер изготовленной детали будет отличаться от номинального размера.
Чтобы действительный размер обеспечивал функциональную годность детали, нет необходимости стремиться к возможной наивысшей точности, что, безусловно, вызовет удорожание производства. Конструктор поступает по-иному: исходя из целого ряда факторов, выясняет, какова возможная величина погрешностей размера, при которой изделие будет полностью соответствовать своему назначению. Так, после расчета номинального размера устанавливаются два предельных размера — наибольший и наименьший, которые позволяют оценивать точность обработки деталей.
Предельные размеры — два предельно допустимых размера, между которыми находится или которым может быть равен действительный размер (см. рис.2).

Рисунок 2 – Предельные размеры вала и отверстия
Наибольший предельный размер (Dmax, dmax) – это больший из двух предельных размеров.
Наименьший предельный размер (Dmin, dmin) – этоменьший из двух предельных размеров.
Допустим, производится обточка партии штифтов (п штифтов в партии) по размеру d=20 мм. В результате влияния случайных факторов действительные размеры деталей будут отличаться от номинального размера (рис.3).
Рисунок 3 – Разброс действительных размеров
Они будут колебаться в пределах от некоторого наименьшего размера dmin до наибольшего dmax.Разность этих размеров определит разброс действительных размеров или погрешность обработки деталей в партии, т. е. точность обработки деталей.
Пользуясь наибольшим и наименьшим предельными размерами, можно отбраковывать детали.
Пусть из условий работоспособности штифтов при номинальном диаметре d= 20 мм установлены предельные размеры:

Тогда все штифты, имеющие dmax >20,010 мм и dmin 20,010 мм, относятся к исправимому браку, а штифты, у которых dmin
Для внутреннего элемента детали (отверстия):
— если действительный размер окажется меньше наименьшего предельного размера — брак исправимый;
— если действительный размер окажется больше наибольшего предельного размера — брак неисправимый (окончательный).
Для наружного элемента детали (вала):
— если действительный размер окажется больше наибольшего предельного размера — брак исправимый;
— если действительный размер окажется меньше наименьшего предельного размера — брак неисправимый (окончательный).
Читайте также: Маховик коленчатого вала двигателя
Видео:Предельные отклонения размеров и допусков на чертежеСкачать

Методическая разработка по дисциплине «Метрология стандартизация и сертификация» для выполнения практической работы на тему «Допуски и посадки. Чтение размеров. Определение годности действительных размеров»
методическая разработка на тему

В данной работе рассматриваются общие понятия нормирования точности: линейный размер, действительный, предельный, допуск, условие годности действительного размера, исправимость брака.
Данная методическая разработка содержит необходимые для ее выполнения теоретические сведения, примеры расчета. Она будет полезной как для студентов дневного отделения, так и заочного. Этот материал можно
будет использовать также при подготовке к лекциям, экзаменам.
— показать, как записать на чертеже возможные отклонения от номинального размера;
— как вычислить величину допуска;
— определять годность детали и решить вопрос о возможности исправления брака.
Видео:Допуски и посадки для чайников и начинающих специалистовСкачать

Скачать:
Видео:НАЦГВАРДИЯ СОЗНАЛАСЬ ОХОТНИЧЬЕ ОРУЖИЕ ИЗЫМАЮТ С МАРТА ПОСЛЕ ИЗЪЯТИЯ ЖДЕМ РЕЗНЮ СИЛАМИ МИГРАНТОВСкачать

Предварительный просмотр:
ДЕПАРТАМЕНТ ОБРАЗОВАНИЯ ЯРОСЛАВСКОЙ ОБЛАСТИ
ГОУ СПО «ПЕРЕСЛАВСКИЙ КИНОФОТОХИМИЧЕСКИЙ КОЛЛЕДЖ»
по дисциплине «Метрология, стандартизация и сертификация»
для выполнения практической работы № 1
по теме «Допуски и посадки. Чтение размеров.
Определение годности действительных размеров»
ОДОБРЕНА НА ЗАСЕДАНИИ КАФЕДРОЙ СОСТАВЛЕНА В СООТВЕТСТВИИ С
МЕХАНИЧЕСКИХ ДИСЦИПЛИН ГОСУДАРСТВЕННЫМИ ТРЕБОВАНИЯМИ
СПЕЦИАЛЬНОСТЕЙ 150411, 190604 К МИНИМУМУ СОДЕРЖАНИЯ И
ПРОТОКОЛ № УРОВНЮ ПОДГОТОВКИ ВЫПУСКНИКА
ОТ______________ 2014Г. ПО СПЕЦИАЛЬНОСТЯМ 190604, 150411
ЗАВЕДУЮЩИЙ КАФЕДРОЙ: ЗАМЕСТИТЕЛЬ ДИРЕКТОРА ПО
СОСТАВИТЕЛЬ: КРЫМСКАЯ С.Н. — ПРЕПОДАВАТЕЛЬ ТЕХНИЧЕСКИХ ДИСЦИПЛИН
РЕЦЕНЗЕНТ: ЛЕБЕДЕВА Т.Г. — ПРЕПОДПВАТЕЛЬ СПЕЦИАЛЬНЫХ ДИСЦИПЛИН
- Пояснительная записка …………………………………………………4
- Общие указания к выполнению расчетно-графической работы…. 5
- Теоретическая часть……………………………………………………5
- Пример выполнения задания …………………………………………7
- Контрольные вопросы…………………………………………………8
- Варианты задания………………………………………………………9
- Список литературы……………………………………………………44
Нормирование, точность, стандартизация, взаимозаменяемость – термины, дополняющие друг друга. Для обеспечения взаимозаменяемости
деталей, узлов, механизмов необходимо сначала установить (нормировать), а затем и обеспечить параметры (в том числе и точностные), определяющие нормальное функционирование этих деталей в узле, узла – в механизме, механизма – в технической системе. Без этих понятий, без их применения на практике сегодня невозможны развитие техники, разработка и изготовление качественной продукции, ее эксплуатация, обеспеченность запасными частями, периодичность ремонта, планово-предупредительная замена отдельных частей, механизмов, эксплуатационных материалов. Современная техника и перспективы ее развития, постоянно повышающиеся требования к качеству изделий предопределяют необходимость получения и использования знаний, которые являются базовыми для всех специалистов, работающих и на этапе проектирования конструкции, и на этапе ее изготовления, и на этапе эксплуатации вне зависимости от ведомственной принадлежности.
В данной работе рассматриваются общие понятия нормирования точности: линейный размер, действительный, предельный, допуск, условие годности действительного размера, исправимость брака.
Данная методическая разработка содержит не только варианты заданий, но и необходимые для ее выполнения теоретические сведения, примеры расчета. Она будет полезной как для студентов дневного отделения, так и заочного. Этот материал можно будет использовать также при подготовке к лекциям, экзаменам.
— показать, как записать на чертеже возможные отклонения от номинального размера;
— как вычислять величину допуска;
— определять годность детали и решать вопрос о возможности исправления брака.
ОБЩИЕ УКАЗАНИЯ К ВЫПОЛНЕНИЮ РАБОТЫ
Задания выполняются на тех же листах, что и само задание. Это экономит время студента при выполнении работы и время преподавателя при ее проверке. Записи должны выполняться ручкой, аккуратно. Точность вычислений до трех знаков после запятой. Необходимые вычисления можно производить на оборотной стороне листа. Варианты заданий прилагаются.
Линейный размер — э то — числовое значение линейной величины (диаметра, длины) в выбранных единицах измерения. Линейные размеры на чертежах проставляются в миллиметрах (мм). Линейные размеры делятся на:
1. Номинальный – размер, полученный конструктором при проектировании в результате расчетов (на прочность, жесткость) или с учетом различных конструкторских или технологических соображений. На чертеже в качестве номинального линейного размера указывается только такой размер, который после расчета округлен до ближайшего большего значения из установленного ряда нормальных линейных размеров.
2 . Действительный – размер, установленный измерением с допустимой погрешностью.
3 . Предельный. Чтобы действительный размер обеспечивал функциональную годность детали, конструктор, исходя из целого ряда факторов, должен установить после расчета номинального размера два предельных размера — наибольший и наименьший. Это предельно допустимые размеры, между которыми должен находиться или которым может быть равен действительный размер годной детали. Задавать на чертеже два размера неудобно, поэтому в дополнение к номинальному размеру на чертеже проставляют его предельные отклонения — верхнее и нижнее. Они могут иметь знак «+» или « –».
Читайте также: Замена валов golf 4
Верхнее отклонение = наибольший предельный размер – номинальный размер.
Нижнее отклонение = наименьший предельный размер – номинальный размер.
Зона значений размеров, между которыми должен находиться действительный размер годной детали, характеризует точность размера и называется допуском , он обозначается буквой Т. Иначе говоря, допуск — это разность между наибольшим и наименьшим предельными размерами, или алгебраическая разность между верхним и нижним отклонениями. Допуск, в отличие от отклонений, знака не имеет. Чем допуск больше, тем ниже требования к точности обработки детали, тем проще ее изготовление. И наоборот, уменьшение допуска означает большую точность, требуемую при изготовлении детали, и соответственно ее удорожание. Поэтому назначение конструктором допуска (или предельных отклонений) должно быть тщательно обосновано.
Для удобства и упрощения оперирования данными чертежа всё многообразие конкретных элементов деталей принято сводить к двум элементам: отверстию и валу. Охватываемые элементы принято называть валом, а охватывающие – отверстием.
Условие годности действительного размера: размер будет годным, если он окажется не больше наибольшего предельного размера и не меньше наименьшего предельного размера. Если это условие не выполняется, то деталь считается бракованной.
Брак может быть исправим и неисправим.
Если отверстие получилось больше наибольшего, то уменьшить его невозможно, тогда говорят, что брак неисправим.
Если отверстие получилось меньше наименьшего, то его можно расточить (рассверлить), то есть брак исправим.
Если вал получился больше наибольшего, то его можно обточить, то есть брак исправим.
Если вал получился меньше наименьшего, то увеличить его не представляется возможным, то есть брак не исправим.
ПРИМЕР ВЫПОЛНЕНИЯ ЗАДАНИЯ
Рассмотрим пример: (см. табл № 1)
- Номинальный размер во всех случаях равен 270 мм
- Наибольший предельный размер (по строчке):
270 мм – 0,017 мм = 269,983 мм
270 мм + 0,016 мм = 270,016 мм
270 мм + 0,088 мм = 270,088 мм
270 мм + 0,191 мм = 270,191 мм
- Наименьший предельный размер:
270 мм – 0,049 мм = 269,951 мм
270 мм – 0,016 мм = 269,984 мм
270 мм – 0,024 мм = 269,976 мм
270 мм + 0,056 мм = 270,056 мм
270 мм + 0,110 мм = 270,110 мм
4. Допуск:
269,983 мм – 269,951 мм = ( –0,017мм ) – (–0,049мм) = 0,032 мм
270,016 мм – 269,984 мм = 0,016 мм – (– 0,016мм) = 0,032 мм
270 мм – 269,976 мм = 0 – (–0,024 мм) = 0,024 мм
270,088 мм – 270,056 мм = 0,088 мм – 0,056 мм = 0,032 мм
270,191 мм – 270,110 мм = 0,191 мм – 0,110 мм = 0,081 мм
5.Заключение о годности вала и исправимости брака.
Имеем:
а) два предельных размера max 269.983 мм и min 269.951мм
б) действительные размеры: 269,976 мм 269,045 мм 269,982 мм
270,101 мм 270,011 мм 270,060 мм 270,022 мм
Сравниваем действительные размеры с предельными:
а) 269, 976 мм меньше max 269.983 мм и больше min 269.951мм, следовательно, деталь годная, ставим в графе знак «+».
269, 045 мм меньше max 269.983 мм и меньше min 269.951мм , следовательно, это брак, ставим в графе знак « – ». Этот брак не исправим, поэтому ставим рядом второй « – ».
269,982 мм меньше max 269.983 мм и больше min 269.951мм, следовательно, деталь годная, ставим в графе знак «+».
270,101мм больше max 269.983 мм, следовательно, это брак, ставим « – », но вал можно обточить, поэтому брак исправим, ставим «+».
270,011мм больше max 269.983 мм, следовательно, это брак, ставим « – », но вал можно обточить, поэтому брак исправим, ставим «+». Аналогично с размерами 270, 060 мм и 270,022мм.
Затем заполняем следующий столбец, сравнивая те же действительные размеры с предельными размерами 270,016 мм и 269,984 мм и так далее.
В итоге получаем следующую таблицу (см. табл № 1).
- Дать определение номинальному размеру
- Дать определение допуску
- Могут ли отклонения иметь отрицательные значения?
- Может ли допуск иметь отрицательное значение?
- Могут ли предельные размеры иметь отрицательное значение?
- Вычислить верхнее и нижнее отклонения, если номинальный размер 110 мм, наибольший 110, 016 мм, наименьший 110, 002 мм.
- Вычислить величину допуска при тех же значениях
Основные понятия, выявляемые при чтении чертежа
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала
💡 Видео
Допуски и посадки для чайниковСкачать

Допуски и посадки. Посадка с зазором. Посадка с натягом. Переходная посадкаСкачать
✅КАК РАССЧИТАТЬ ЗАЗОР, НАТЯГ // ДОПУСКИ И ПОСАДКИ // ОПРЕДЕЛЕНИЕ ДОПУСКОВ // min..maxСкачать
Выбираем допуски и посадки ➤ Система вала и отверстияСкачать
Читаем и создаем чертежи - Общие допускиСкачать
КРУЧЕНИЕ ВАЛА. Касательные напряжения. Сопромат.Скачать
Что такое система отверстия и система вала?Скачать
ЭТО НУЖНО ЗНАТЬ КАЖДОМУ АВТОМОБИЛИСТУ! ВСЁ О САЛЬНИКАХСкачать
9.4. Расчет валов и осейСкачать
9.1 Расчет валов приводаСкачать
Как замерить зазор между вкладышем и коленвалом ВЕК ЖИВИ ВЕК УЧИСЬ @user-fc5yc8os8bСкачать
Грамотный контроль вала на соблюдение правила ТейлораСкачать
ДОПУСКИ на РАЗМЕР ➤ Графическое обозначение поля допускаСкачать
4.1 Расчет посадок с натягомСкачать
Чтение машиностроительных чертежей деталей. Технические требования и обозначенияСкачать
Почему липнут электроды и как с этим бороться!? / УОНИ 13/55Скачать















