
Условные обозначения допусков и посадок, наносятся на конструкторских документах в соответствии с требованиями ЕСДП.
Квалитеты
Допуски по квалитетам обозначают сочетанием прописных букв IT с порядковым номером квалитета:
Основные отклонения
Основные отклонения обозначают буквами латинского алфавита:
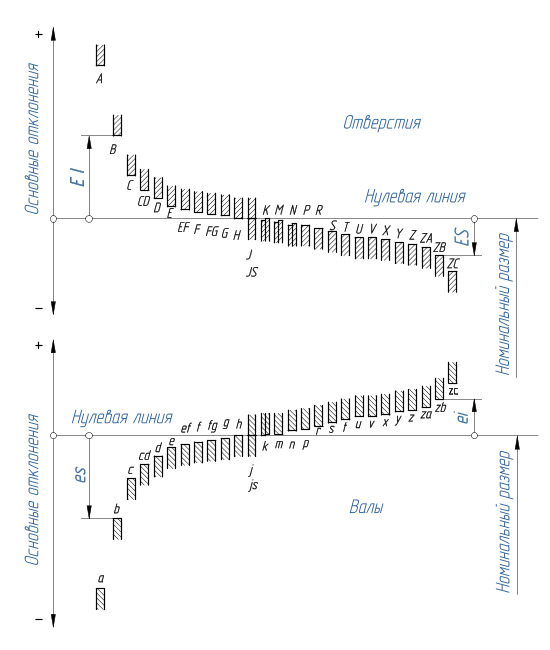
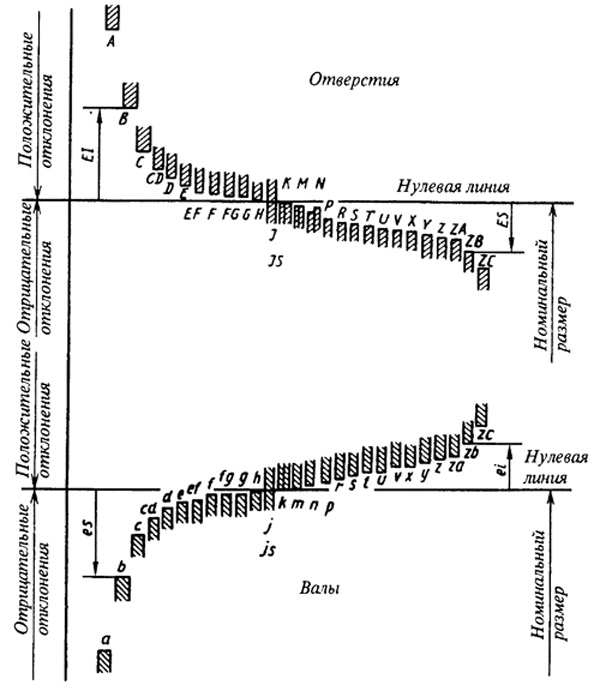
Схема расположения и обозначения основных отклонений
Поле допуска
Поле допуска обозначают сочетанием буквы (букв) основного отклонения и порядкового номера квалитета:
Обозначение поля допуска указывают после номинального размера элемента:
В обоснованных случаях допускается обозначать поле допуска с основным отклонением Н символом +IT, с основным отклонением h – символом -IT, с отклонениями js или JS — символом ±IТ/2.
Посадка
Посадку обозначают дробью, в числителе которой указывают обозначение поля допуска отверстия, а в знаменателе – обозначение поля допуска вала.
Обозначение посадки указывают после номинального размера посадки.
При использовании печатающего оборудования с ограниченным набором знаков (имеются только прописные или только строчные буквы, например, телекс) обозначения полей допусков и посадок должны дополняться буквами Н или h для отверстий, S или s – для валов:
Допуски и посадки. Условные обозначения
Квалитеты обозначаются порядковыми номерами, например 01, 7, 14
Допуски по квалитетам обозначаются сочетанием прописных букв IT с порядковым номером квалитета, например IT01, IT7, IT14
Основные отклонения обозначаются буквами латинского алфавита, прописными для отверстий (А … ZC) и строчными для валов (а … zc)
Поле допуска обозначается сочетанием буквы (букв) основного отклонения и порядкового номера квалитета
Например: g6, js7, H7, Н11.
Обозначение поля допуска указывается после номинального размера элемента.
Например: 40g6, 40H7, 40Н11.
В обоснованных случаях допускается обозначать поле допуска с
основным отклонением Н символом + IT,
с основным отклонением h — символом — IT,
с отклонениями js или JS — символом ± IТ/2.
Например: + IT14, — IT14, ± IT 14/2
Посадка обозначается дробью, в числителе которой указывается обозначение поля допуска отверстия, а в знаменателе — обозначение поля допуска вала
Например: H7/g6
Обозначение посадки указывается после номинального размера посадки.
Например: 40H7/g6
Обозначение допусков и посадок на чертежах
Сборка любого агрегата, состоящего из отдельных заранее изготовленных деталей невозможна без заранее предусмотренной системы допусков и посадок. Это обосновано реальными возможностями обрабатывающих станков. С одной стороны, невозможно добиться идеальной точности обработки, с другой стороны, не предусмотрев зазоры необходимой величины, невозможно будет собрать готовое изделие. В каждом конкретном случае величина таких зазоров определяется спецификой работы изделия и допустимой точностью обработки.

Обязательным правилом оформления конструкторской документации является не только правильное обозначение контуров и деталей конструкции, изображение проекций, указание размеров, но и обозначение на чертежах допусков. Существующая система обозначений предназначена для приведения обозначений к стандартизации и пониманию, нанесённых графических изображений и надписей. Составление подробной карты процесса производства требует утверждённых правил обозначения допусков формы и расположения поверхностей. Благодаря этому выбирают параметры обработки для получения требуемого класса точности. Система обозначений отклонения формы и расположения поверхностей позволяет подробно обозначить все необходимые данные. Она способствует получению высокоточных деталей, правильности сборки, проведению быстрого и качественного ремонта.
Читайте также: Датчик распред вала лачетти
Общие положения
В крупносерийном производстве каждая деталь изготовлена с заранее заданной степенью точности. Изготовить их с полностью одинаковыми характеристиками практически невозможно. Поэтому предусмотрена стройная система разрешённых изменений в реальных классах точности.
В технологии по металлообработке допуском называют установленную стандартом величину, на которую разрешено изменять точность обработки.
Каждый параметр обозначается на чертеже. Указанный размер допуска отражает численную характеристику разрешённого зазора, место размещения на изделии. По правилам размещение области, к которой относится допуск, ориентируется относительно так называемой нулевой линии. По этому показателю допуски бывают:
- симметричными и ассиметричными (разрешённое отклонение допускается с одной или обеих сторон относительно выбранной нулевой линии);
- выше или ниже заданной нормали;
- с заданной величиной смещения в требуемом направлении.
Посадкой называют параметр, который указывает допустимую точность при соединении отдельных деталей в цельный агрегат. Он задаётся установленными зазорами или натягами.

Их делят на три утверждённых типа:
- заранее предусмотренным зазором;
- допустимым натягом;
- переходного типа.
Во всех случаях допуском посадки считается величина, которая рассчитывается как разность между большим и наименьшим значением допустимого зазора. Вся существующая система классифицируется по следующим признакам:
- основания системы – это допуски отверстий и валов;
- классам точности (их подразделяют на 19 квалитетов);
- величине предусмотренных натягов.
Под допусками для отверстий понимают совокупность разрешённых значений с одинаковыми квалитетами. Для них устанавливаются предельно допустимые размеры отверстий. Вариация величины посадок достигается благодаря изменению предельных размеров вала. В системе вала перечисленные параметры изменяются в обратном порядке. Предельный размер вала сохраняет постоянство для различных посадок, а происходит изменение предельных размеров отверстия.
В системе допусков и посадок номера квалитетов являются показателями точности обработки. С возрастанием порядкового номера допуск размера увеличивается. Все размеры разделены на определённое количество интервалов. Величина каждого интервала равна трём миллиметрам. Линейка этих интервалов начинается с размера от 1 до 3 мм, затем от 3 до 6 мм и так далее. Для каждого интервала уже установлен свой усреднённый геометрический размер и обозначение. Он определяется по границам интервала. Для них определены квалитеты от пятого до семнадцатого. Чем меньше номер квалитета, тем обработка считается более точной.
Все рассчитанные параметры сведены в таблицы. Основными документами, которые систематизируют эти показатели, и правила их обозначения являются:
- ЕСДП расшифровывается как единая система допусков и посадок — установлена ГОСТ 25347-82;
- ОНВ закреплены в стандарте 25346-89 (основные нормы взаимозаменяемости устанавливают возможности по замене одних изделий аналогичными);
- ЕСКД единая система конструкторской документации объединяет все требования к оформлению и документов и нанесению обозначений — подробно изложена в стандарте 2.001-2013;
- Стандарты различного уровня и назначения: государственные ведомственные, отраслевые;
- Технические условия (применяются как нормы изготовления узкоспециальных деталей).
ЕСДП применяется для регламентирования всех параметров. ОНВ позволяет точно определить зазоры в деталях сложной конфигурации. Например, шпоночных или шлицевых соединениях, резьбы, зубчатых передач и так далее.
Читайте также: Восстановление валов рулевого редуктора


Каждый размер должен указываться в каждой из документаций:
- на всех видах чертежей;
- эскизах конструкций;
- технологических картах;
- дополнительных графических изображениях (пояснительных записках, набросках).
Правильно выбранные параметры отклонений составляют основу технологических процессов. Неотступное следование утверждённым стандартам позволяет разработать и изготовить надёжный и долговечный агрегат.
Допуски формы
Этот вид разрешённых отклонений вызван неточностями обработки, которые происходят из-за реальных возможностей обрабатывающего оборудования.
- прямолинейности;
- плоскости;
- не совпадения формы окружности (к ним относятся: круглости; допуск овальности);
- изменение формы цилиндра — допуск цилиндричности.

К первой категории относятся следующие отклонения:
- формы обработанной поверхности (нарушается плоскостная картина, изменяется величина радиуса выточенного вала, нарушается геометрия фигур имеющих плоские грани);
- нарушается параллельность и перпендикулярное расположение поверхностей между собой или соседними деталями;
- проявляется разная шероховатость по длине, поперечному сечению, окружности.
Оценка величины параметров производится сравнением номинальной поверхности (обозначенной на чертеже) и реальной (полученной на станках заданного класса точности). Полученные отклонения и позволяют рассчитать величину требуемого допуска.
Изменение величины радиуса готового изделия по отношению к заданному на чертеже, называется нарушение круглости. Для предотвращения возможных негативных последствий при эксплуатации вводят допуск круглости. При рассмотрении детали в одной из плоскостей определяют необходимый допуск профиля продольного сечения.
Характер взаимного искривления расположения плоскостей подразделяется на следующие виды:
- общей параллельности (сравнивается с линией направленной вдоль поверхности);
- перпендикулярности и пересечения осей (проверяется сохранение прямого угла на всём протяжении поверхностей);
- наклона;
- симметрии (по отношению к выбранной оси).
Допуск плоскостности определяет величину разрешённого отклонения от обозначенного уровня. Основной характеристикой служит так называемое поле допуска. Его обозначают в выбранной области, которая расположена между плоскостями, для которых необходимо соблюдать строгие параметры параллельности. Расстояние до поверхности определяется существующими стандартами. Контроль отклонения этих параметров от заданных на чертеже обозначается на профилограмме.
Допуски расположения
Эта категория характеристик объединяет разрешённые интервалы изменения следующих геометрических параметров:
- перпендикулярности (должны строго соблюдаться угловые характеристики между плоскостями);
- параллельности (расстояние между отдельными элементами сохраняется в пределах разрешённых изменений на протяжении всей поверхности);
- соосности;
- наклона;
- симметричности;
- пересечения осей.
Кроме перечисленных параметров к этой категории относится так называемый позиционный допуск. Он устанавливается для деталей, имеющих несколько отверстий, из которых в дальнейшем будет собран агрегат. Размеры позиционного допуска отражаются между центрирующими отверстиями. Его обозначают при помощи специального знака в виде окружности, которая пересекается небольшим отрезком. Он может располагаться горизонтально или вертикально.

В современных деталях существует большое количество вариантов отклонения от параллельности. Это могут быть отклонения параллельности между плоскостями, отдельными поверхностями или целой группой, меду отверстиями. Оценка допуска параллельности производится с использованием специальной базы. Знаками допусков расположения элементов, для которых необходимо проверять параллельность служит набор специальных графических изображений. Проверка параллельности позволяет определить величину угла отклонения одной плоскости от другой.
Суммарные допуски формы и расположения
Каждый из этих параметров объединяет в себе оба допустимых отклонения. Они возникают в результате одновременного проявления изменения геометрической формы и появления неровности (шероховатости) обработанной поверхности. Поэтому используя математическую терминологию, говорят, что предел, к которому должна стремиться разница между эталоном и реальным изделием считается суммарным допуском формы и расположения. Характер изменений определяется методом сравнения с выбранными базовыми объектами. В качестве таких объектов выбирают проверенные конструкции или поверхностями, которые могут считаться эталонами, например, различные калибры.
Читайте также: Принцип работы датчика частоты вращения вала
Такие допуски делятся на следующие категории:
- Биений. К ним относятся: радиальное, торцевое, в заранее заданном направлении;
- Всей формы поверхности.

Каждый из этих категорий имеет свое обозначение. Допуск полного биения обозначается двумя наклонными стрелками в форме объединённых снизу векторов, направленных от левого нижнего угла в правый верхний. Сравнение форм производиться в результате совмещения обеих поверхностей.
Полем этого параметра называется ограниченная область пространства, на которой должны находиться все точки принадлежащие поверхности.
Это поле имеет заданные геометрические размеры. Оно ориентировано относительно выбранной базы так, чтобы можно было проверить параллельность расположения. Примеры суммарного допуска обозначают, на сколько возможно изменение параметров, не приводящих к быстрому выходу из строя агрегата. Особенно это актуально для подвижных соединений
Нанесение обозначений допусков
Все обозначения допусков и посадок стандартизированы и приведены в государственных стандартах. Графические обозначения подчиняются общим правилам и располагаются на отдельных элементах чертежей. К таким элементам относятся четыре вида линий:
- выносные;
- их полки;
- размерные (этот способ используется в случае нехватки свободного пространства).
Условные обозначения допусков формы и расположения приведены в ГОСТ 2.308-2011. Стандарт систематизирует перечень обозначений применяемых для задания отклонений формы и расположения. В нём приведены разрешённые обозначения, разработанные для изделий самой сложной формы. Этими символами обозначают характер отклонений.
Обозначение размера производиться размещением соответствующего текста в отведённых местах. Вместе с текстом (обычно это заглавные буквы, аббревиатура с добавлением цифр) используют специальные знаки. Текстовое описание используют, когда необходимо более подробное пояснение требований, предъявляемых к качеству обработки данной поверхности. В это обозначение входит наименование, характеризующее предусмотренное отклонение. Значение параметров приводится в миллиметрах. Для оценки параллельности смежных поверхностей указывают так называемые базы. В качестве баз выбирают:
- общие оси (их располагают в горизонтальном или вертикальном направлении);
- оси симметрии всей конструкции;
- различные элементы, способствующие определить условия параллельности.
Все элементы имеют свои обозначения. Для выделения параметров их размещают в рамках. Каждая из них делиться на несколько прямоугольников. В первом располагают символ, обозначающий вид параметра. Во втором, числом обозначают его величину, в третьем тип базовой поверхности.



В отдельных случаях, когда стандартом не предусмотрен необходимый символ разрешается применять текстовое пояснение. Обозначенная информация должна полностью описывать характер и величину отклонения. В случае повторения одинаковых параметров стандарт допускает в обозначении указывать символ один раз в соответствующей рамке. От неё проводится соответствующая соединительная линия к каждому элементу детали, где необходимо применить этот допуск.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала