
Условные обозначения допусков и посадок, наносятся на конструкторских документах в соответствии с требованиями ЕСДП.
Квалитеты
Допуски по квалитетам обозначают сочетанием прописных букв IT с порядковым номером квалитета:
Основные отклонения
Основные отклонения обозначают буквами латинского алфавита:
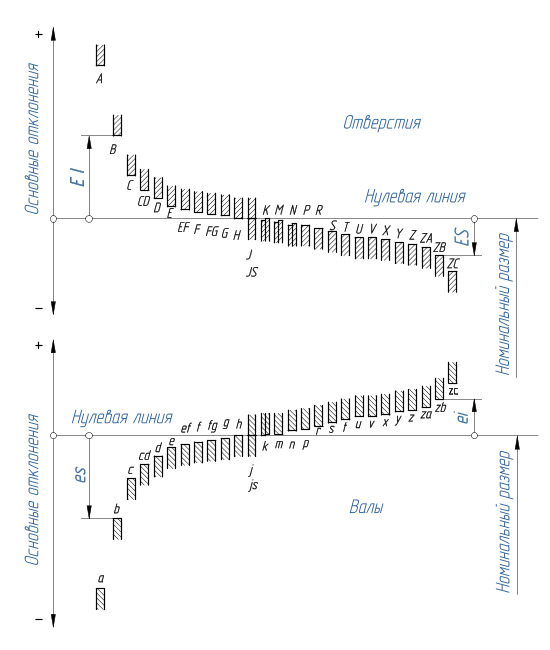
Схема расположения и обозначения основных отклонений
Поле допуска
Поле допуска обозначают сочетанием буквы (букв) основного отклонения и порядкового номера квалитета:
Обозначение поля допуска указывают после номинального размера элемента:
В обоснованных случаях допускается обозначать поле допуска с основным отклонением Н символом +IT, с основным отклонением h – символом -IT, с отклонениями js или JS — символом ±IТ/2.
Посадка
Посадку обозначают дробью, в числителе которой указывают обозначение поля допуска отверстия, а в знаменателе – обозначение поля допуска вала.
Обозначение посадки указывают после номинального размера посадки.
При использовании печатающего оборудования с ограниченным набором знаков (имеются только прописные или только строчные буквы, например, телекс) обозначения полей допусков и посадок должны дополняться буквами Н или h для отверстий, S или s – для валов:
Черчение
Определение и обозначение посадок
Любая операция сборки деталей заключается в необходимости соединить или, как говорят, «посадить» одну деталь на другую — отсюда и условно принятое в технике выражение «посадка» для обозначения характера соединения деталей. Одни соединения допускают определенную свободу движения деталей относительно друг друга. Другие, наоборот, обеспечивают неподвижность соединенных деталей. Так, например, рабочий шкив ременной передачи должен быть плотно (неподвижно) насажен на вал, а холостой шкив может свободно вращаться на неподвижной оси.
Применение тех или иных посадок соответствует замыслу конструктора при проектировании машины. Таким образом, под словом «посадка» понимается не конструкция самого соединения, а степень подвижности собранных деталей относительно друг друга. Сборку двух деталей можно осуществить с зазором (одна деталь свободно входит в другую) или с натягом (для соединения таких деталей необходимо применить усилие).
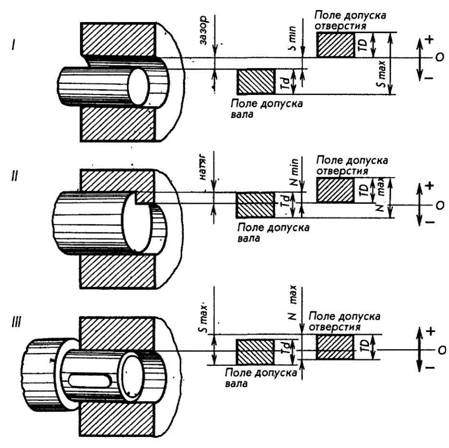
Зазором (рис. 119,I) называется разность размеров отверстия D и вала d, если размер отверстия больше размера вала. Зазор обеспечивает свободу относительного перемещения деталей. Чем больше зазор, тем больше свобода движений в соединении.
Натягом (рис. 119, II) называется разность размеров вала и отверстия до сборки, если размер вала больше размера отверстия.
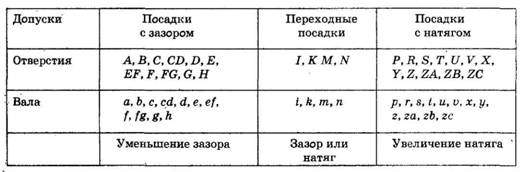
Посадки разделяют на три группы: посадки с зазором (подвижные посадки). Для этих посадок диаметр отверстия больше диаметра вала, благодаря этому детали в собранном состоянии обладают свободой взаимного перемещения.
При конструировании машин подвижные посадки выбирают по условиям, в которых будет работать проектируемое соединение. При этом определяется такой зазор при котором коэффициент трения минимален. Подвижные посадки разделяются между собой установленной величиной зазора. Каждая следующая посадка в приведенной в табл. 10 последовательности характеризуется относительно меньшим зазором по сравнению с предыдущей;
Посадки с натягом (неподвижные посадки). Для этих посадок диаметр отверстия меньше диаметра вала, что обеспечивает соединение с натягом. Посадки этой группы характеризуются неразъемностью соединений. Такие соединения осуществляется под прессом, при нагреве охватывающей детали (отверстия) или охлаждения охватываемой (вала).
Неподвижные посадки применяют в том случае, когда возникает необходимость исключить возможность относительного перемещения соединенных деталей или передавать крутящий момент без дополнительных средств крепления (шпонки, винты установочные, штифты и т. п.);
Переходные посадки. Переходными эти посадки названы потому, что до сборки вала и отверстия нельзя сказать, что будет в соединении — зазор или натяг. Это означает, что в переходных посадках диаметр отверстия может быть меньше, больше или равен диаметру вала (рис. 119, III).
Группа переходных посадок предназначается для соединений, которые подвергаются разборке и сборке под легкими ударами деревянного или свинцового молотка.
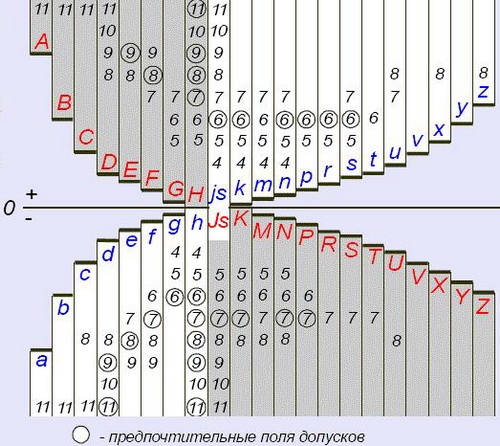
Система ИСО содержит 27 обозначений полей допусков для отверстия, столько же — для валов. Путем сочетания разноименных полей допусков можно получить свыше 700 различных посадок, в которых отверстие и вал будут обозначаться не только одинаковыми, но и разными буквами. Однако одновременное применение всех возможных полей допусков неэкономично, так как это затруднило бы унификацию изделий, размерных инструментов и калибров. Для практического применения рекомендуется ограниченное число предпочтительных посадок (27 посадок в интервалах размеров от 1 до 500 мм).
Читайте также: Как добраться от петрова вала до камышина
Ниже в табл. 10 приводится обозначение полей допусков по группам. Сопоставляя каждую пару одинаковых по значению букв и читая эти ряды слева направо, можно получить 11 посадок с последовательно уменьшающимися зазорами до нулевого, далее 4 переходные посадки и 12 посадок с увеличивающимся натягом. Указанные поля допусков определенным образом сгруппированы по квалитетам.
Поле допуска в ЕСДП образуется сочетанием основного отклонения (характеристика расположения) и квалитета (характеристика допуска). Соответственно условное обозначение поля допуска состоит из буквы основного отклонения и числа — номера квалитета, например: поля допусков валов h6; d10; s7; поля допусков отверстий Н6,D10, S7.
Посадка образуется сочетанием полей допусков отверстия и вала. Условное обозначение посадки выполняется в виде дроби или в одну строку, причем в числителе или на первом месте указывается обозначение поля допуска отверстия, а в знаменателе или на втором месте — вала, например: H8/f7; H8—f7.
Основные таблицы допусков и посадок
Основные термины и определения
  Государственные стандарты (ГОСТ 25346-89, ГОСТ 25347-82, ГОСТ 25348-89) заменили систему допусков и посадок ОСТ, которая действовала до января 1980 года.
  Термины приведены согласно ГОСТ 25346-89 «Основные нормы взаимозаменяемости. Единая система допусков и посадок».
Вал — термин, условно применяемый для обозначения наружных элементов деталей, включая и нецилиндрические элементы;
Отверстие — термин, условно применяемый для обозначения внутренних элементов деталей, включая и нецилиндрические элементы;
Основной вал — вал, верхнее отклонение которого равно нулю;
Основное отверстие — отверстие, нижнее отклонение которого равно нулю;
Размер — числовое значение линейной величины (диаметра, длины и т.п.) в выбранных единицах измерения;
Действительный размер — размер элемента,установленный измерением с допускаемой точностью;
Номинальный размер — размер, относительно которого определяются отклонения;
Отклонение — алгебраическая разность между размером (действительным или предельным размером) и соответствующим номинальным размером;
Квалитет — совокупность допусков, рассматриваемых как соответствующие одному уровню точности для всех номинальных размеров;
Посадка — характер соединения двух деталей, определяемый разностью их размеров до сборки.
Зазор — это разность между размерами отверстия и вала до сборки, если отверстие больше размера вала;
Натяг — разность между размерами вала и отверстия до сборки, если размер вала больше размера отверстия;
Допуск посадки — сумма допусков отверстия и вала, составляющих соединение;
Допуск Т — разность между наибольшим и наименьшим предельными размерами или алгебраическая разность между верхним и нижним отклонениями;
Стандартный допуск IT — любой из допусков, устанавливаемых данной системой допусков и посадок;
Поле допуска — поле, ограниченное наибольшим и наименьшим предельными размерами и определяемое величиной допуска и его положением относительно номинального размера;
Посадка с зазором — посадка, при которой всегда образуется зазор в соединении, т.е. наименьший предельный размер отверстия больше наибольшего предельного размера вала или равен ему;
Посадка с натягом — посадка, при которой всегда образуется натяг в соединении, т.е. наибольший предельный размер отверстия меньше наименьшего предельного размера вала или равен ему;
Переходная посадка — посадка, при которой возможно получение как зазора так и натяга в соединении, в зависимости от действительных размеров отверстия и вала;
Посадки в системе отверстия — посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков валов с полем допуска основного отверстия;
Посадки в системе вала — посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков отверстий с полем допуска основного вала.
  ГОСТ 25346-89 устанавливает 20 квалитетов (01, 0, 1, 2, . 18). Квалитеты от 01 до 5 предназначены преимущественно для калибров.
  Допуски и предельные отклонения, установленные в стандарте, относятся к размерам деталей при температуре +20 o C.
  Установлено 27 основных отклонений валов и 27 основных отклонений отверстий. Основное отклонение – одно из двух предельных отклонений (верхнее или нижнее), определяющее положение поля допуска относительно нулевой линии. Основным является отклонение, ближайшее к нулевой линии. Основные отклонения отверстий обозначаются прописными буквами латинского алфавита, валов – строчными. Схема расположения основных отклонений с указанием квалитетов, в которых рекомендуется их применять, для размеров до 500 мм приведена ниже. Затемненная область относится к отверстиям. Схема показана в сокращении.
Читайте также: Крестовина карданного вала honda element
СХЕМА ОСНОВНЫХ ПОЛЕЙ ДОПУСКОВ
Назначение посадок. Посадки выбирают в зависимости от назначения и условий работы оборудования и механизмов, их точности, условий сборки. При этом необходимо учитывать и возможность достижения точности при различных методах обработки изделия. В первую очередь должны применяться предпочтительные посадки. В основном применяют посадки в системе отверстия. Посадки системы вала целесообразны при использовании некоторых стандартных деталей (например, подшипников качения) и в случаях применения вала постоянного диаметра по всей длине для установки на него нескольких деталей с различными посадками.
Допуски отверстия и вала в посадке не должны отличаться более чем на 1-2 квалитета. Больший допуск, как правило, назначают для отверстия. Зазоры и натяги следует рассчитывать для большинства типов соединений, в особенности для посадок с натягом, подшипников жидкостного трения и других посадок. Во многих случаях посадки могут назначаться по аналогии с ранее спроектированными изделиями, сходными по условиям работы.
Примеры применения посадок, относящиеся главным образом к предпочтительным посадкам в системе отверстия при размерах 1-500 мм.
Посадки с зазором. Сочетание отверстия Н с валом h (скользящие посадки) применяют главным образом в неподвижных соединениях при необходимости частой разборки (сменные детали), если требуется легко передвигать или поворачивать детали одну относительно другой при настройке или регулировании, для центрирования неподвижно скрепляемых деталей.
— для сменных зубчатых колес в станках;
— в соединениях с короткими рабочими ходами, например для хвостовиков пружинных клапанов в направляющих втулках (применима также посадка H7/g6);
— для соединения деталей, которые должны легко передвигаться при затяжке;
— для точного направления при возвратно-поступательных перемещениях (поршневой шток в направляющих втулках насосов высокого давления);
— для центрирования корпусов под подшипники качения в оборудовании и различных машинах.
Посадку H8/h7 используют для центрирующих поверхностей при пониженных требованиях к соосности.
Посадки H8/h8, H9/h8, H9/h9 применяют для неподвижно закрепляемых деталей при невысоких требованиях к точности механизмов, небольших нагрузках и необходимости обеспечить легкую сборку (зубчатые колеса,муфты, шкивы и другие детали, соединяющиеся с валом шпонкой; корпуса подшипников качения, центрирование фланцевых соединений), а также в подвижных соединениях при медленных или редких поступательных и вращательных перемещениях.
Посадку H11/h11 используют для относительно грубо центрированных неподвижных соединений (центрирование фланцевых крышек, фиксация накладных кондукторов), для неответственных шарниров.
Посадка H7/g6 характеризуется минимальной по сравнению с остальными величиной гарантированного зазора. Применяют в подвижных соединениях для обеспечения герметичности (например, золотник во втулке пневматической сверлильной машины), точного направления или при коротких ходах (клапаны в клапанной коробке) и др. В особо точных механизмахприменяют посадки H6/g5 и даже H5/g4.
Посадку Н7/f7 применяют в подшипниках скольжения при умеренных и постоянных скоростях и нагрузках, в том числе в коробках скоростей; центробежных насосах; для вращающихся свободно на валах зубчатых колес, а также колес, включаемых муфтами; для направлениятолкателей в двигателях внутреннего сгорания. Более точную посадку этого типа — H6/f6 — используют для точных подшипников, распределителей гидравлических передач легковых автомобилей.
Посадки Н7/е7, Н7/е8, Н8/е8 и Н8/е9 применяют в подшипниках при высокой частоте вращения (в электродвигателях, в механизме передач двигателя внутреннего сгорания), при разнесенных опорах или большой длине сопряжения, например, для блока зубчатых колес в станках.
Посадки H8/d9, H9/d9 применяют, например, для поршней в цилиндрах паровых машин и компрессоров, в соединениях клапанных коробок с корпусом компрессора (для их демонтажа необходим большой зазор из-за образования нагара и значительной температуры). Более точные посадки этого типа -H7/d8, H8/d8 — применяют для крупных подшипников при высокой частоте вращения.
Посадка H11/d11 применяется для подвижных соединений, работающих в условиях пыли и грязи (узлы сельскохозяйственных машин, железнодорожных вагонов), в шарнирных соединениях тяг, рычагов и т. п., для центрирования крышек паровых цилиндров с уплотнением стыка кольцевыми прокладками.
Переходные посадки. Предназначены для неподвижных соединений деталей, подвергающихся при ремонтах или по условиям эксплуатации сборке и разборке. Взаимная неподвижность деталей обеспечивается шпонками, штифтами, нажимными винтами и т.п. Менее тугие посадки назначают при необходимости в частых разборках соединения, при неудобствах требуется высокая точность центрирования, при ударных нагрузках и вибрациях.
Читайте также: Как снять катушку триммера с вала
Посадка Н7/п6 (типа глухой) дает наиболее прочные соединения. Примеры применения:
— для зубчатых колес, муфт, кривошипов и других деталей при больших нагрузках, ударах или вибрациях в соединениях, разбираемых обычно только при капитальном ремонте;
— посадка установочных колец на валах малых и средних электромашин; в) посадка кондукторных втулок, установочных пальцев, штифтов.
Посадка Н7/к6 (типа напряженной) в среднем дает незначительный зазор (1-5 мкм) и обеспечивает хорошее центрирование, не требуя значительных усилий для сборки и разборки. Применяется чаще других переходных посадок: для посадки шкивов, зубчатых колес, муфт, маховиков (на шпонках), втулок подшипников.
Посадка H7/js6 (типа плотной) имеет большие средние зазоры, чем предыдущая, и применяется взамен ее при необходимости облегчить сборку.
Посадки с натягом. Выбор посадки производится из условия, чтобы при наименьшем натяге были обеспечены прочность соединения и передача, нагрузки, а при наибольшем натяге — прочность деталей.
Посадку Н7/р6 применяют при сравнительно небольших нагрузках (например, посадка на вал уплотнительного кольца, фиксирующего положение внутреннего кольца подшипника у крановых и тяговых двигателей).
Посадки Н7/г6, H7/s6, H8/s7 используют в соединениях без крепежных деталей при небольших нагрузках (например, втулка в головке шатуна пневматического двигателя) и с крепежными деталями при больших нагрузках (посадка на шпонке зубчатых колес и муфт в прокатных станах, нефтебуровом оборудовании и др.).
Посадки Н7/u7 и Н8/u8 применяют в соединениях без крепежных деталей при значительных нагрузках, в том числе знакопеременных (например, соединение пальца с эксцентриком в режущем аппарате уборочных сельскохозяйственных машин); с крепежными деталями при очень больших нагрузках (посадка крупных муфт в приводах прокатных станов), при небольших нагрузках, но малой длине сопряжения (седло клапана в головке блока цилиндров грузового автомобиля, втулка в рычаге очистки зерноуборочного комбайна).
Посадки с натягом высокой точности Н6/р5, Н6/г5, H6/s5 применяют относительно редко и в соединениях, особо чувствительных к колебаниям натягов, например посадка двухступенчатой втулки на вал якоря тягового электродвигателя.
Допуски несопрягаемых размеров. Для несопрягаемых размеров допуски назначают в зависимости от функциональных требований. Поля допусков обычно располагают:
— в «плюс» для отверстий (обозначают буквой Н и номером квалитета, например НЗ, Н9, Н14);
— в «минус» для валов (обозначают буквой h и номером квалитета, например h3, h9, h14);
— симметрично относительно нулевой линии («плюс — минус половину допуска» обозначают, например, ±IT3/2, ±IT9/2, ±IT14/2). Симметричные поля допусков для отверстий могут быть обозначены буквами JS (например, JS3, JS9, JS14), а для валов — буквами js (например, js3, js9, js14).
Допуски по 12-18-му квалитетам характеризуют несопрягаемые или сопрягаемые размеры относительно низкой точности. Многократно повторяющиеся предельные отклонения в этих квалитетах разрешается не указывать у размеров, а оговаривать общей записью в технических требованиях.
  ЕСДП рекомендует применять преимущественно посадки в системе отверстия (основное отверстие Н) и в системе вала (основной вал h).
РЕКОМЕНДУЕМЫЕ ПОСАДКИ В СИСТЕМЕ ОТВЕРСТИЯ
при размерах от 1 до 500 мм
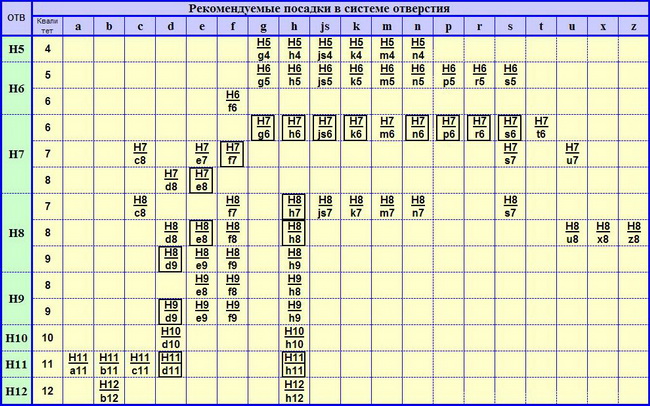
  Предпочтительные посадки помещены в рамку.
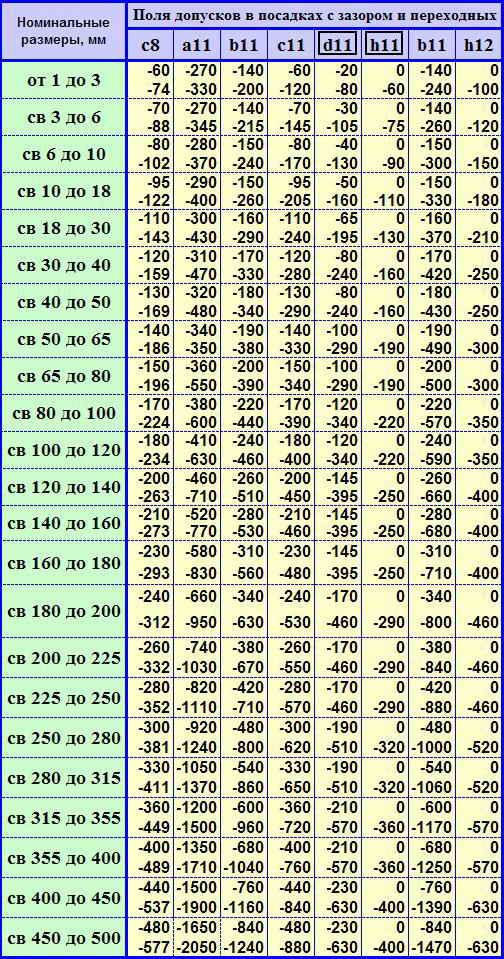
ПОЛЯ ДОПУСКОВ В ПОСАДКАХ С ЗАЗОРОМ И ПЕРЕХОДНЫХ
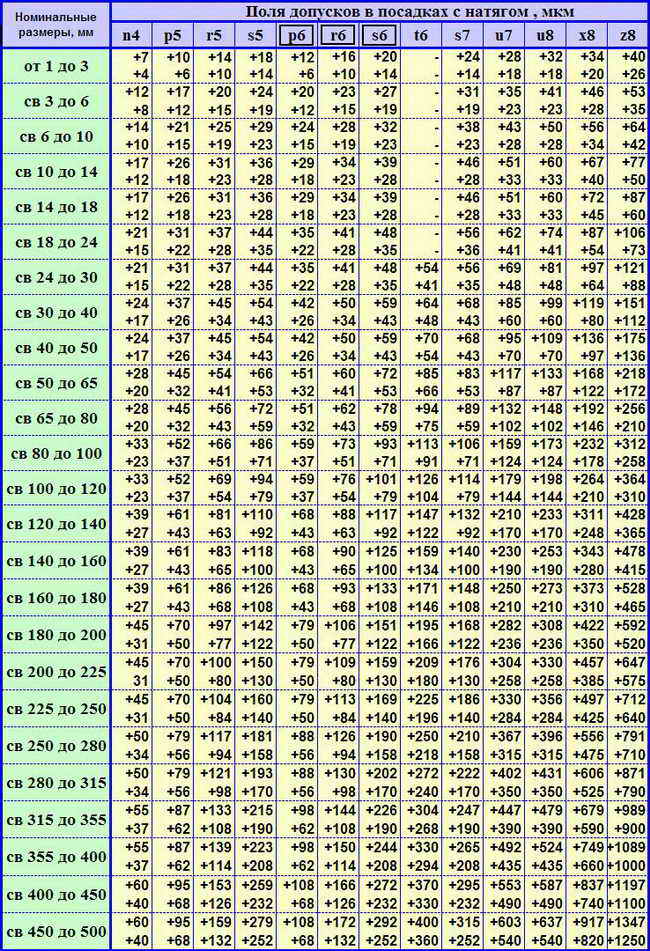
ПОЛЯ ДОПУСКОВ В ПОСАДКАХ С НАТЯГОМ
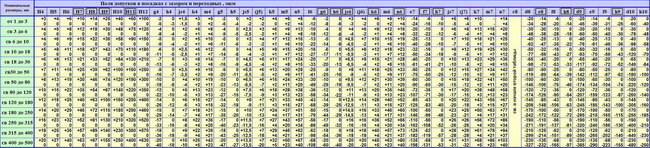
  Электронная таблица допусков отверстий и валов с указанием полей по старой системе ОСТ и по ЕСДП.
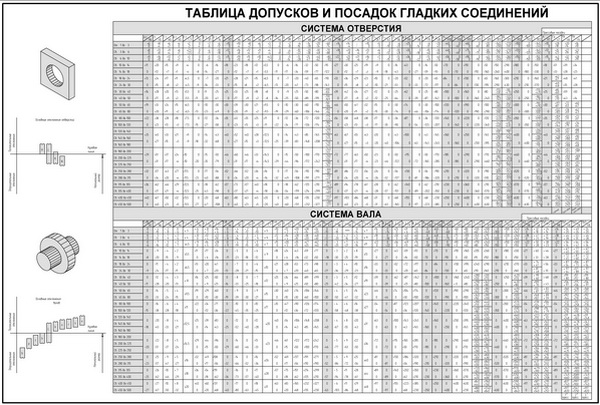
  Полная таблица допусков и посадок гладких соединений в системах отверстия и вала, с указанием полей допусков по старой системе ОСТ и по ЕСДП:
Таблицы Допусков углов
ГОСТ 25346-89 «Основные нормы взаимозаменяемости. Единая система допусков и посадок. Общие положения, ряды допусков и основных отклонений»
ГОСТ 8908-81 «Основные нормы взаимозаменяемости. Нормальные углы и допуски углов»
ГОСТ 24642-81 «Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Основные термины и определения»
ГОСТ 24643-81 «Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Числовые значения»
ГОСТ 2.308-79 «Единая система конструкторской документации. Указание на чертежах допусков формы и расположения поверхностей»
ГОСТ 14140-81 «Основные нормы взаимозаменяемости. Допуски расположения осей отверстий для крепежных деталей»
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала
- Правообладателям
- Политика конфиденциальности