
Здравствуйте Уважаемые друзья! Мы сегодня, в этой статье разберемся и научимся правильно устанавливать коленвал двигателя ЗМЗ 511 и модификации. Перед тем, как начать сборку двигателя, нужно учесть что коленчатый вал в сборе с маховиком и сцеплением должны быть динамически сбалансированы. Допустимый дисбаланс 70 Гсм.
Примечание: во время разборке двигателя, перед капитальным ремонтом, я рекомендую Вам делать метки на снимаемых, сбалансированных деталях, как сняли так и ставьте, по сделанной метке. Это нужно что бы не нарушилась заводская балансировка коленвала в сборе с маховиком и сцеплением. Если конечно Вы не меняете детали такие как маховик, коленвал и ведущий диск сцепления, ну , а если меняли, то нужна балансировка.
При балансировке снимают лишнюю массу с тяжелой стороны, высверливанием металла маховика на расстоянии 6 мм от зубчатого венца сверлом диаметром 8 мм на глубину не более 10 мм. Если дисбаланс собранного вала превышает 180 Гсм, вал разбирают и балансируют каждую деталь отдельно. Дисбаланс маховика не должен превышать 35 Гсм; дисбаланс нажимного диска в сборе с кожухом — 36 Гсм; Дисбаланс ведомого диска— 18 Гсм.
Перед балансировкой проверить свободу и легкость вращения диска путем выключения сцепления и перемещения оттяжных рычагов на 11,7 мм. При этом размер от рабочей поверхности маховика до верхних головок оттяжных рычагов должен быть в пределах 53—54,5 мм. При отсутствии свободного вращения диска, а также при отступлении в размере узел необходимо раскомплектовать.
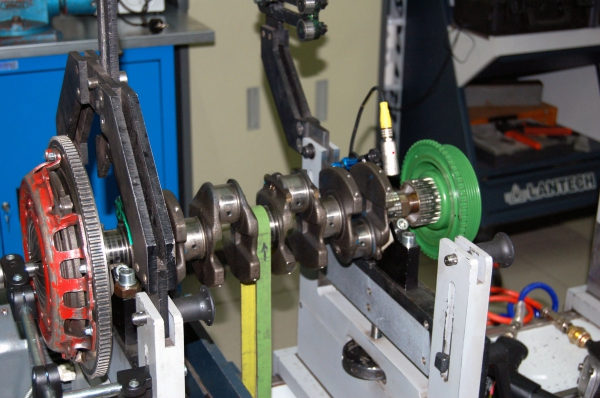
Примечание: хочу Вас немного огорчить, если Вы произвели замену таких деталей как коленвал, маховик и ведущий диска сцепления, то как уже говорилось, желательно произвести балансировку коленвала в сборе и думаю понимаете что в домашних условиях нам этого не сделать. Балансировка делается на стенде. Рисунок 1. Когда будете обращаться к шлифовщику коленвала, то попросите что бы сделали Вам балансировку коленвала они обычно делают. Не забудьте взять с собой маховик и сцепление в сборе, они понадобятся при балансировке.
Рисунок 1. Балансировка коленвала на стенде.
Сборка коленчатого вала с маховиком и сцеплением и установка его в блок цилиндров.
Перед установкой коленчатого вала в блок цилиндров все сопрягаемые поверхности должны быть тщательно протерты. Масляные каналы коленчатого вала и блока должны быть продуты сжатым воздухом. Вкладыши коренных подшипников должны быть смазаны маслом для двигателя. Размер вкладышей коренных подшипников должен соответствовать размеру коренных шеек коленчатого вала. Момент затяжки гаек шпилек крепления крышек коренных подшипников должен соответствовать 11—12 кГм.
Номинальные и ремонтные размеры передней и задней шайб упорного подшипника приведены в таблице 1. При окончательно затянутых коренных подшипниках коленчатый вал должен свободно поворачиваться за маховик от руки.
Таблица 1. Номинальный и ремонтные размеры
передней и задней шайб упорного подшипника
При установке маховика, гайки крепления его, должны быть затянуты равномерно с усилием 7,6—8,3 кГм. Биение плоскости трения маховика — не более 0,15 мм на радиусе 165 мм. Если биение превышает 0,15 мм, узел необходимо раскомплектовать. Подшипник направляющего конца ведущего вала коробки передач должен быть заполнен смазкой УТВ 1-13 и установлен в гнезде коленчатого вала при помощи специальной оправки.
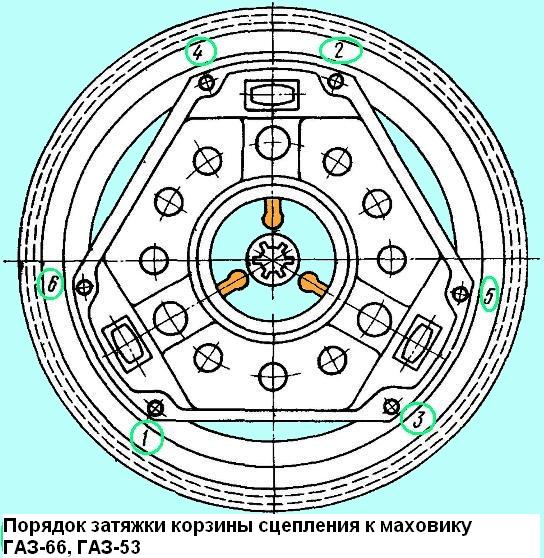
При установке сцепления должно быть обеспечено совпадение оси ведомого диска с осью коленчатого вала. Болты крепления кожуха сцепления к маховику должны быть равномерно затянуть в порядке, указанном на рисунке 2. Момент затяжки болтов должен быть в пределах 2—З кГм.
Читайте также: Дизельный компрессор chicago pneumatic cps 350 12
Рисунок 2. Затяжка корзины.
Крышки коренных подшипников и сальникодержатель.
Крышки коренных подшипников изготовлены в виде крышки из ковкого чугуна марки КЧ 35-10. Кроме данной крышки, на задней стенке блока имеется сальникодержатель. Сальникодержатель и крышки коренных подшипников растачиваются вместе с блоком, в следствии чего они не могут меняться местами и после разборки должны ставиться на свои прежние места. Четыре крышки, за исключением передней, одинаковые и на них нанесены порядковые номера 2,3 и 4. На пятой крышке номер не наносится.
Задний конец коленвала уплотняется сальником из асбестового шнура. Все, обычно называют этот сальник набивкой. Куски асбестового шнура, пропитанные в маслографитовой смеси, укладываются в специальные канавки блока цилиндров и сальнико-держателя, обжимаются и затем подрезаются заподлицо с плоскостью разъема. Шейка коленвала, по которой работает сальник, оснащен маслогонной накаткой А рисунок 3.
Установка заднего сальника (набивки).

Уплотнение заднего конца коленчатого вала: а — задний конец коленчатого вала; б — сальникодержатель и уплотняющие детали; 1 — масляный картер; 2 — прокладка масляного картера; 3, 7 — соответственно нижний и верхний отрезки асбестового шнура; 4 — сальникодержатель; 5 — крышка коренного подшипника; 6 — вкладыш коренного подшипника; 8 — блок цилиндров; 9 — боковой резиновый уплотнитель; А — маслосгонная накатка; Б — гребень; В — маслоподводящая канавка.
К задней торцевой части блока присоединяется картер сцепления, чье точное расположение на блоке обеспечивается двумя установочными штифтами. Привалочная плоскость на картере сцепления для установки коробки передач и установочное отверстие обрабатываются вместе с блоком цилиндров во время расточки постелей коренных подшипников, в следствии чего замена картера с блока на блок не желательна, без специальной подгонки.
Крышки коренных подшипников устанавливают так, чтобы фиксирующие выступы вкладышей находились с одной стороны, а номера или метки, выбитые на крышках, соответствовали номерам постелей. При установке передней крышки необходимо следить, чтобы фиксирующий усик задней шайбы упорного подшипника вошел в паз крышки, и чтобы не образовывалось ступеньки между торцом крышки и торцом блока цилиндров. Гайки крепления крышек коренных подшипников затянуть (момент 11—12 кГм). После затяжки и шплинтовки гаек крышек коренных подшипников коленчатый вал должен легко вращаться от небольших усилий.
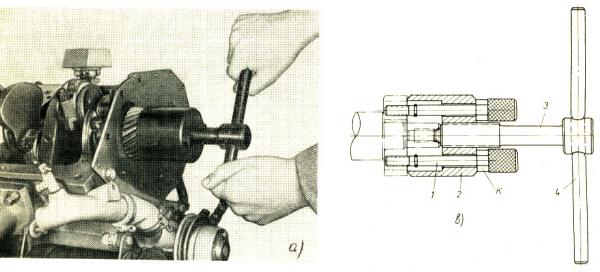
После напрессовки шестерни коленчатого вала (рисунок 4), при помощи съемника и упорной втулки, проверить осевой зазор коленчатого вала, для чего отжать коленчатый вал к заднему концу двигателя и при помощи щупа определить зазор между торцом задней шайбы упорного подшипника и торцом передней коренной шейки коленчатого вала. Зазор должен быть в пределах 0,075 — 0,175 мм.
Рисунок 4. Напрессовки шестерни коленчатого вала.
Ну что же, думаю на этом, пока, закончим с коленвалом и крышками коренных вкладышей. Продолжим, так сказать, наши занятия, в следующей статье, а вот как она будет называться и чему посвящена Вы скоро узнаете. Если вдруг возникнуть проблемы и вопросы пишите мне, оставляйте комментарий я обязательно отвечу. Спасибо за внимание!
Сборка коленчатого вала и установка его в блок цилиндров
Сборка и установка масляного насоса и поддона картера
Сборка и установка деталей газораспределительного механизма
Сборка и установка распределительного вала, газораспределительного механизма во втулки, запрессованные в блок цилиндров. Перед установкой в блок цилиндров распределительный вал собирается с корпусом заднего подшипника и распределительной шестерней. Перед сборкой с корпусом подшипника опорная шейка вала и втулка корпуса протираются салфеткой и смазываются чистым дизельным маслом. Шестерня после предварительного нагрева до температуры (100+-10) °С напрессовывается на шейку вала до упора. Зазор между шестерней и корпусом подшипника должен быть 0,25—0,30 мм.
Читайте также: Крестовина карданного вала в сборе 3102 2201026 нпф трэкол
Распределительный вал в сборе показан на рис. 9.
Перед установкой распределительного вала в блок цилиндров внутренняя поверхность опорных втулок и опорные шейки распределительного вала смазываются чистым дизельным маслом. Распределительный вал устанавливается аккуратно без повреждения рабочих поверхностей втулок.
Установка деталей газораспределительного механизма, передающих усилия от распределительного вала к коромыслам. Направляющие толкателей в комплекте с толкателями устанавливаются на штифты блока цилиндров и крепятся к блоку болтами. Болты затягиваются моментом затяжки 70—90 Н*м.
Штанги перед установкой в блок цилиндров протираются, а наконечники смазываются чистым дизельным маслом. Стойка с коромыслами клапанов в сборе должна легко без ударов войти на установочные штифты и шпильки. Коромысла клапанов устанавливаются так, чтобы сфера регулировочного винта была совмещена с наконечником штанги. Регулировочные винты должны быть ввернуты в коромысло до упора.
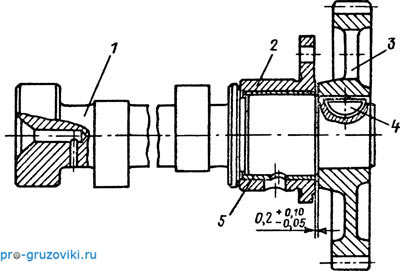
Рис. 9. Распределительный вал в сборе:
1 — распределительный вал; 2 — корпус подшипника; 3 — распределительная шестерня; 4 — шпонка; 5 — подшипник
Затяжка гаек и крепления стойки с коромыслами в сборе производится моментом затяжки 40—60 Н*м, после чего регулируется зазор между носком коромысла и торцом клапана.
Масляный насос перед установкой на двигатель собирается с ведомой шестерней привода масляного насоса, с всасывающей трубкой и трубкой клапана системы смазки. Затяжка болтов фланцев трубок масляного насоса и болтов крепления масляного насоса производится в два приема (момент затяжки 50—60 Н*м).
После установки масляного насоса нижняя часть картера закрывается поддоном.
Установка передней крышки блока цилиндров, коллекторов и трубопроводов.
Передняя крышка блока цилиндров устанавливается на блок в сборе с гидромуфтой привода вентилятора и шкивом привода генератора. Перед этим на коленчатый вал надевается полумуфта мощности и шайба носка коленчатого вала. В полумуфту отбора мощности вводится вал привода гидромуфты. Затяжка болтов крышки производится моментом затяжки 50—60 Н*м.
Впускные и выпускные коллекторы и водяные трубы системы охлаждения перед установкой на двигатель тщательно обдуваются сжатым воздухом. Затяжка болтов их крепления производится последовательно в 2 приема (предварительная и окончательная).
Коленчатый вал перед сборкой обдувается сжатым воздухом.
Сборка коленчатого вала производится в следующей последовательности. В полости масляных каналов шеек устанавливаются втулки центробежной очистки масла. Сверху каналы запрессовываются заглушками. После этого на коленчатый вал напрессовываются шестерни и противовесы. На носок коленчатого вала устанавливаются шестерня привода масляного насоса и передний выносной противовес, на хвостовике — распределительная шестерня в сборе с маслоотражателем и задний выносной противовес. Шестерни и противовесы на коленчатый вал напрессовываются при сборке. Перед напрессовкой они нагреваются до температуры 105 °С. Напрессовка шестерни производится до упора ее в буртик вала. Собранный коленчатый вал показан на рис. 10.
Коленчатый вал перед установкой в блок цилиндров балансируется динамически относительно оси крайних коренных шеек на балансировочной машине. Перед балансировкой на каждую шейку устанавливается груз массой (8525±1) г. Центры тяжести грузов должны совпадать с осями шатунных шеек. Допустимая несбалансированность не должна превышать 80 г. Дисбаланс устраняется удалением металла сверлением в противовесах, изготовленных за одно целое с валом.
Читайте также: Крестовина карданного вала для хендай туссан

Непосредственно перед установкой коленчатого вала в блок рабочая поверхность вкладышей коренных подшипников и коренные шейки вала смазываются чистым дизельным маслом. Размеры вкладышей коренных подшипников должны соответствовать размерам шеек коленчатого вала и гнездам в блоке цилиндров. Упорные полукольца вала устанавливаются в выточку последней коренной опоры так, чтобы стороны с канавками прилегали к упорным торцам вала. Болты крепления крышек коренных подшипников предварительно затягиваются со стороны правого, а затем со стороны левого рядов цилиндров с моментом затяжки 90— 120 Н*м, а затем окончательно — с моментом затяжки 210— 235 Н*м.
Контроль затяжки шатунных болтов осуществляется по их удлинению. Удлинение шатунных болтов после затяжки подшипников должно быть 0,25—0,27 мм.
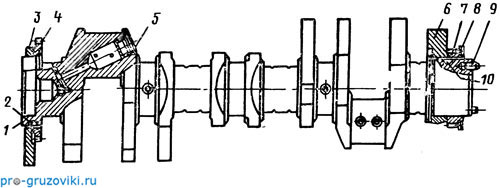
Рис. 10. Коленчатый вал в сборе:
1 — передний торец коленчатого вала; 2 — шпонка; 3,6 — противовесы; 4 — шестерня привода масляного насоса; 5 — заглушка; 7 — распределительная шестерня; 8 — маслоотражатель; 9 — установочный штифт; 10 — шпонка
При правильной сборке подшипников коленчатый вал должен свободно проворачиваться от усилия руки, приложенного к установочным штифтам маховика. Осевой зазор в упорном подшипнике должен быть 0,05—0,20 мм.
Сборка коленчатого вала и установка его в блок цилиндров
Коленчатый вал перед сборкой обдувается сжатым воздухом.
Сборка коленчатого вала производится в следующей последовательности. В полости масляных каналов шеек устанавливаются втулки центробежной очистки масла. Сверху каналы запрессовываются заглушками. После этого на коленчатый вал напрессовываются шестерни и противовесы. На носок коленчатого вала устанавливаются шестерня привода масляного насоса и передний выносной противовес, на хвостовике — распределительная шестерня в сборе с маслоотражателем и задний выносной противовес. Шестерни и противовесы на коленчатый вал напрессовываются при сборке. Перед напрессовкой они нагреваются до температуры 105 °С. Напрессовка шестерни производится до упора ее в буртик вала. Собранный коленчатый вал показан на рис. 9.
Коленчатый вал перед установкой в блок цилиндров балансируется динамически относительно оси крайних коренных шеек на балансировочной машине. Перед балансировкой на каждую шейку устанавливается груз массой (8525±1) г. Центры тяжести грузов должны совпадать с осями шатунных шеек. Допустимая несбалансированность не должна превышать 80 г. Дисбаланс устраняется удалением металла сверлением в противовесах, изготовленных за одно целое с валом.
Непосредственно перед установкой коленчатого вала в блок рабочая поверхность вкладышей коренных подшипников и коренные шейки вала смазываются чистым дизельным маслом. Размеры вкладышей коренных подшипников должны соответствовать размерам шеек коленчатого вала и гнездам в блоке цилиндров.
Упорные полукольца вала устанавливаются в выточку последней коренной опоры так, чтобы стороны с канавками прилегали к упорным торцам вала. Болты крепления крышек коренных подшипников предварительно затягиваются со стороны правого, а затем со стороны левого рядов цилиндров с моментом затяжки 90— 120 Н*м, а затем окончательно — с моментом затяжки 210— 235 Н*м.
Контроль затяжки шатунных болтов осуществляется по их удлинению. Удлинение шатунных болтов после затяжки подшипников должно быть 0,25—0,27 мм.
Рис. 9. Коленчатый вал в сборе: 1 — передний торец коленчатого вала; 2 — шпонка; 3,6 — противовесы; 4 — шестерня привода масляного насоса; 5 — заглушка; 7 — распределительная шестерня; 8 — маслоотражатель; 9 — установочный штифт; 10 — шпонка
При правильной сборке подшипников коленчатый вал должен свободно проворачиваться от усилия руки, приложенного к установочным штифтам маховика. Осевой зазор в упорном подшипнике должен быть 0,05—0,20 мм.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала