

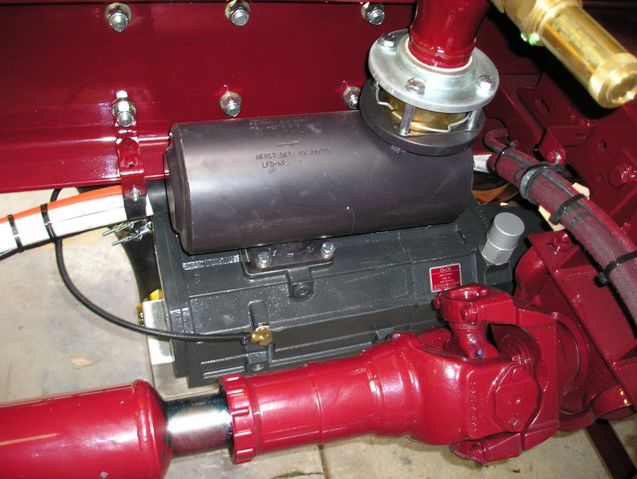
Монтаж компрессора SiloKing в шасси тягача осуществляется с подключением к КОМ напрямую непосредственно через муфту либо клиноременную передачу.
Внутри шасси тягача компрессор компактно подключается с помощью карданного вала от КОМ (коробки отбора мощности), что уменьшает вес автомобиля-перевозчика и экономит топливо (полный вес всей установки с монтажным кронштейном, карданным валом и фрикционной муфтой ниже 200 кг.), т.к. при холостом ходе двигатель тягача обеспечивает компрессору необходимую мощность для разгрузки продукта с максимальной скоростью. При этом необходимо наличие коробки отбора мощности с фланцевым соединением для карданного вала, с передаточным числом не менее 1,5.


При отсутствии пространства для установки компрессора внутрь рамы тягача, его монтаж осуществляется на раму сбоку (справа или слева) с приводом от КОМ посредством клиноременной передачи.

Преимущества установки компрессорной установки с приводом от КОМ
Преимущества решения с приводом от КОМ (с подключением к КОМ напрямую через муфту либо клиноременную передачу):
+ недорогие ремни и карданы, продаются везде при необходимости замены. Стоимость комплекта ЗИП ремней
4000 руб, замена осуществляется без посещения сервисной станции в любом месте;
+ продолжительная и безотказная работа компрессорной установки;
+ отсутствие технологических жидкостей — отсутствие течей;
+ нет необходимости в замене масла;
+ дорожный просвет тягача не уменьшается;
+ высокая ремонтопригодность и надежность кардана;
+ практически не увеличивается вес автопоезда (не более 70 кг. на кардан и кронштейны);
+ относительно низкая цена. Цена монтажа с приводом от КОМ 100 000 руб. с НДС.
Недостатки гидрофикации при высокой мощности компрессора от 18 КВТ и более (не путать с гидрофикацией на самосвальных ППЦ, когда мощность нужна небольшая на 5-7 КВТ):
— сгущение масла до консистенции «сметана» при высоких нагрузках и продолжительной работе более 1 часа;
— постоянные течи и поиск течей в гидросистеме;
— не универсальное решение, т.к. монтируется большой гидробак на 250 л. на тягаче, чтобы масло не перегревалось;
— расходы на замену масла: 1 раз в полгода по 250 литров. Замена масла осуществляется каждый сезон (на зимнее/летнее) в сервисном центре. В течении последующих 10 лет расходы составят 300 000 руб. (15 тыс.руб. * 2 * 10 лет );
— вес автопоезда увеличивается на
500 кг.;
— относительно высокая стоимость. Цена гидрофикации 250 000 руб. с НДС.
Технология монтажа компрессоров
1. Технология монтажа компрессора.
1.1. Принцип действия компрессора.
Компрессор – это машина для повышения давления и перемещения газа. Компрессорная установка – это совокупность компрессора, привода, аппаратов, трубопроводов и оборудования, необходимого для осуществления повышения давления перемещения газа.
Компрессоры классифицируют по ряду характерных признаков.
По принципу действия компрессоры подразделяются на объёмные и лопастные (турбокомпрессоры).
Объёмный компрессор – это машина, в которой процесс происходит в результате периодического уменьшения объёма, занимаемого газом.
К объёмным компрессорам относят поршневые и роторные компрессоры различных конструкций (пластинчатые, винтовые, жидкостно-кольцевые, компрессоры типа Рутс и др.)
В поршневом компрессоре уменьшение объёма, занимаемого газом, осуществляется перемещением сжимающего элемента – поршня, совершающего прямолинейное возвратно-поступательное движение. К поршневым компрессорам также относятся свободно-поршневые и мембранные.
Поршневые компрессоры наиболее распространены и многообразны по конструктивному выполнению, схемам и компоновкам. Их различают по устройству кривошипно-шатунного механизма, устройству цилиндров, числу цилиндров, расположению цилиндров, числу ступеней сжатия.
Характерными особенностями поршневых компрессоров являются возвратно-поступательное движение поршня, принудительное выталкивание газа путем перемещения поршня, прерывная подача газа.
По устройству кривошипно-шатунного механизма компрессоры различают на бескрейцкопфные (рис.1,а) и крейцкопфные (рис.1,б); по устройству цилиндров – с цилиндрами простого (рис.1,а) и двойного (рис.1,б) действия. Крейцкопфные компрессоры могут быть как с цилиндрами двойного действия, так и с цилиндрами простого действия. Бескрейцкопфные компрессоры могут быть выполнены только с цилиндрами простого действия.
Рассмотрим устройство и принцип действия бескрейцкопфного компрессора простого действия (рис.1,а). Торцовая поверхность поршня (со стороны клапанов) и поверхность клапанной коробки вместе с клапанами и внутренняя поверхность цилиндра образуют переменную рабочую полость цилиндра. Поршень совершает возвратно-поступательное движение, т.е. движется от одного крайнего положения до другого, и обратно. Такие движения поршня обусловлены кривошипно-шатунным механизмом, с которым связан поршень. Кривошипно-шатунный механизм, к которому относится шатун, коленчатый вал, поршневой палец, преобразует вращательное движение коленчатого вала в возвратно-поступательное движение поршня. При движении поршня от крайнего верхнего положения, называемого верхней мертвой точкой (в.м.т.), в цилиндре создается разрежение. Под действием разности давлений всасывающий клапан открывается и газ начинает поступать в цилиндр. Поступление газа в цилиндр продолжается до тех пор, пока поршень не придет в крайнее нижнее положение. Такое положение называется нижней мертвой точкой (н.м.т.). В этот момент клапан закрывается. Такой процесс называется всасыванием.







Рис.1. Схемы одноступенчатого поршневого компрессора:
а-горизонтальный бескрейцкопфный простого действия, б-горизонтальный крейцкопфный двойного действия, в-Vобразный, г-W-образный, е-вертикальный, ж-оппозитный;
1-коленчатый вал, 2-шатун,3, 5-клапаны нагнетательный и всасывающий, 4, 6-нагнетательный и всасывающий патрубки, 7-поршень, 8-цилиндр, 9-шток, 10-крейцкопф, 11-направляющие крейцкопфа.
При движении поршня к верхней мертвой точке начинает уменьшаться рабочая полость цилиндра и повышаться давление в цилиндре. Этот процесс называется сжатием.
Когда давление в цилиндре превысит давление за нагнетательным клапаном, последний под действием разности давлений открывается и происходит нагнетание газа в нагнетательный патрубок. Этот процесс называется нагнетанием, он происходит до тех пор, пока поршень не придет в крайнее верхнее положение. Объем газа в цилиндре компрессора в этом положении минимальный – это мертвый объем, иногда его называют вредным объемом. Газ находится в мертвом объеме под давлением, и, когда происходит движение поршня от в.м.т. к н.м.т., он расширяется, занимая какую-то долю рабочего объема цилиндра и мешая войти свежей порции газа. Процесс расширения газа из мертвого объема называется процессом расширения.
Читайте также: Ремень в обход компрессора кондиционера крайслер
Таким образом, в цилиндре компрессора при одном ходе поршня (одном такте) происходят расширение и всасывание газа, а при другом – сжатие и нагнетание. Такой компрессор называется компрессором с цилиндрами простого действия. По такой схеме выполняют компрессоры малой производительности. Эта схема отличается простотой, но полость цилиндра, обращенная к картеру, остается нерабочей. Следовательно, увеличиваются диаметры цилиндров, растут потери энергии на механическое трение в цилиндрах и механизме движения, возрастают утечки через поршневые кольца.
В принципе возможно использовать полость цилиндра со стороны картера. Для этого используют схему крейцкопфного компрессора (рис.1,б) со штоком. Цилиндры, у которых рабочие процессы происходят по обе стороны поршня, называются цилиндрами двойного действия, а компрессоры– компрессорами с цилиндрами двойного действия. Рабочие процессы в цилиндрах двойного действия происходят одновременно в обеих плоскостях, но процессы смещены по времени на продолжительность хода поршня. Передача движения от кривошипно-шатунного механизма к поршню осуществляется через шток и крейцкопф (ползун), который движется специальных направляющих.
Компрессоры, имеющие крейцкопф, называются крейцкопфными.
Компрессоры различают также по числу цилиндров; одно-, двух-, трехцилиндровые и т. д. Цилиндры могут иметь одинаковое и различное по отношению друг к другу назначение.
По расположению цилиндров компрессоры подразделяют на вертикальные, горизонтальные и угловые. К вертикальным относятся машины с цилиндрами, расположенными вертикально относительно фундамента (рис.1,е), к горизонтальным – с цилиндрами, расположенными горизонтально (рис.1,а, б, ж). При горизонтальном расположении цилиндры могут быть размещены по одну сторону коленчатого вала (рис.1,а, б), такие компрессоры называются горизонтальными с односторонним расположением цилиндров, и по обе стороны вала (рис.1,ж). Последние называют горизонтальными оппозитными или просто оппозитными.
К угловым компрессорам относятся машины с цилиндрами, расположенными в одних рядах вертикально, в других – горизонтально (рис.1,д). Такие компрессоры называются угловыми прямоугольными. К угловым компрессорам относят машины с наклонными цилиндрами, установленными V- (рис.1,в) и W-образно (рис.1,г) (и компрессоры называются соответственно V- и W-образными).
По числу ступеней сжатия компрессоры различают на одно-, двух- и многоступенчатые. Многоступенчатое сжатие вызывается необходимостью ограничить температуру сжимаемого газа. Например, при сжатии в одном цилиндре до избыточного давления 0,3 Па температура сжимаемого воздуха достигнет 180 о С. Для уменьшения износа трущиеся пары компрессора (например, поршни, цилиндры, сальники) смазывают маслом, которое при высоких температурах разлагается, образуя нагар, и теряет смазывающие свойства. В воздушных компрессорах возникает опасность воспламенения и взрыва масляного нагара, накапливающегося в трубопроводах, крышках цилиндров, поэтому температура нагнетаемого воздуха не должна превышать 180 о С.
При сжатии неочищенных коксового и сланцевого газов при температуре более 90 о С возникает усиленное выделение из них смолистого нагара, покрывающего клапаны, трубопроводы и холодильники настолько обильно, что нормальная работа компрессоров становится невозможной. Чтобы ограничить температуру нагнетаемого газа, увеличивают число ступеней сжатия.
При увеличении числа ступеней сжатия уменьшаются затраты энергии на сжатие, увеличиваются производительность и надежность машины.
По производительности каждый тип компрессоров имеет свою классификацию. Поршневые компрессоры по производительности классифицируются так:
· микрокомпрессоры (производительностью до 10дм 3 /с);
· малой производительности (от 10 до 100дм 3 /с);
· средней производительности (от 100 до 1000дм 3 /с);
· большой производительности (свыше 1000дм 3 /с).
Компрессоры малой производительности в большинстве случаев выполняют бескрейцкопфными с водяным или воздушным охлаждением цилиндров и холодильников. В этих машинах коленчатый вал установлен на подшипниках качения. Смазочная система механизма движения преимущественно циркуляционная.
Компрессоры малой производительности применяют как для стационарных, так и передвижных компрессорных установок.
В таблице 1 приведены технические характеристики компрессоров общего назначения малой производительности.
Компрессор 2ВУ1-2,5/12 М2 (рис.2) двухступенчатый с воздушным охлаждением цилиндров и промежуточного холодильника служит для сжатия воздуха на давление до 1,2 Па.
Все механизмы и сборочные единицы компрессора монтируют на литом чугунном картере, в котором на двух сферических ролико-подшипниках установлен литой из высокопрочного чугуна коленчатый вал. на кривошипе вала расположено два шатуна: один для цилиндра (I ступени), другой для цилиндра (II ступени).Шатуны штампованные двутаврового сечения с разъемной нижней головкой, вкладыши шатунов – тонкостенные биметаллические. Шатуны соединены с поршнями цилиндрическими пальцами плавающего типа.
Таблица 1. Технические характеристики поршневых двухступенчатых компрессоров общего назначения малой производительности.
| Показатели | ВУ-0,6/12 | 2ВУ-2,5/12М2 | ВУ-3/8 | ВУ-3/8В | 4ВУ1-5/12М |
| Производительность, м 3 /мин | 0,6 | 2,5 | 3 | 3 | 5 |
| Рабочее давление, МПа | 1,2 | 1,2 | 0,8 | 0,8 | 1,2 |
| Диаметры цилиндров, мм ступени: | |||||
| I | 115 | 200 | 220 | 220 | 200 |
| II | 60 | 100 | 120 | 120 | 100 |
| Ход поршня, мм | 50 | 75 | 100 | 100 | 75 |
| Мощность на валу компрессора, кВт | 4,9 | 19,3 | 19 | 19,5 | 38,5 |
| Частота вращения, об/мин | 1440 | 1455 | 975 | 975 | 1460 |
| Охлаждение промежуточного холодильника и цилиндров | Воздушное | Водяное | Воздушное | ||
| Габаритные размеры, мм: | |||||
| длина | 1290 | 1280 | 2130 | 1430 | 1930 |
| ширина | 490 | 1010 | 1180 | 1230 | 1010 |
| высота | 670 | 950 | 1450 | 1120 | 950 |
| Масса, кг | 207 | 660 | 1175 | 925 | 905 |


Рис.2. Компрессор 2ВУ1-2,5/12 М2: 1-насос, 2-картер, 3-всасывающий фильтр, 4-промежуточный холодильник, 5-коленчатый вал, 6-соединительный корпус, 7-боковая крышка, 8, 16-цилиндры I и II ступеней, 9, 15-поршни I и II ступеней, 10, 14-клапаны I и II ступеней, 11, 12-крышки I и II ступеней, 13-предохранитеьный клапан I ступени, 17-шатун.
Поршень I ступени выполнен из алюминиевого сплава, поршень II ступени – из чугуна. Ребристые цилиндры I и II ступеней установлены в расточках картера и опираются буртом через прокладку на его стенку. На цилиндры через прокладки установлены комбинированные полосовые клапаны и крышки. Цилиндры, клапаны и крышки стягивают с картером анкерными шпильками. Такое крепление упрощает монтаж и демонтаж компрессора.
Нижняя полость картера служит резервуаром для масла, в котором расположен фильтр – заборник циркуляционной смазочной системы механизма движения. Шестеренный насос крепится к крышке подшипника и приводится в движение коленчатым валом через муфту. В развале между цилиндрами компрессора установлен всасывающий фильтр.
Читайте также: Как выбрать компрессор для сушки собак
Валы компрессора и двигателя соединены упругой втулочно-пальчиковой муфтой. В соединительном корпусе 6 на коническом хвостовике вала устанавливают полумуфту, к которой крепят центробежный вентилятор, служащий для подачи охлаждающего воздуха на пластинчато-ребристый холодильник.
Компрессорная установка 2ВУ1-2,5/12М2 снабжена тремя резиновыми амортизаторами, ее можно устанавливать без фундамента на бетонном полу без крепления.
Компрессоры средней производительности выпускают угловыми, прямоугольными и оппозитными (табл.2)
Угловые компрессоры занимают меньшую площадь, чем оппозитные, но хуже уравновешены и поэтому менее быстроходны. Такие компрессоры устанавливают на фундаментах и применяют только в стационарных установках.
Рассмотрим конструкцию компрессора 302ВП-10/8 (рис.3). Основой для монтажа всех механизмов и сборочных единиц компрессора является чугунная литая рама коробчатой формы. Направляющие крейцкопфов, крепящиеся к внутренним поперечным ребрам, выполнены из износостойкого чугуна в виде сменных гильз, в случае износа их легко заменить. Нижняя часть рамы является резервуаром для масла, где установлен маслозаборный фильтр циркуляционной смазочной системы механизма движения. На крышке подшипника установлены шестеренный масляный насос и смазочный насос.
Стальной штампованный коленчатый вал установлен в расточках рамы на подшипниках качения. На кривошипе вала расположены два шатуна: один для цилиндра I ступени, другой для цилиндра II ступени. Вкладыши шатунов толстостенные, залиты баббитом. На торце вала устанавливают спиральную шестерню, служащую для передачи движения масляному насосу. На хвостовик вала насажен по прессовой посадке ротор электродвигателя. К хвостовику привернут фланец с квадратным отверстием для проворачивания коленчатого вала с помощью воротка.


Рис.3. Компрессор 302ВП-10/8: 1-маслозаборный фильтр, 2-шестеренный насос, 3-коленчатый вал, 4-самзочный насос, 5-крецкопф, 6-сальник, 7, 12-цилиндры II и I ступеней, 8-клапан, 9-ротор электродвигателя, 10-фланец, 11, 14-поршни II и I ступеней, 13-промежуточный холодильник, 15-шток, 16-палец крейцкопфа, 17-направляющие, 18-шатун, 19-вкладыши шатунов, 20-рама.
Таблица 2. Технические характеристики двухступенчатых поршневых компрессоров общего назначения средней производительности с водяным охлаждением и конечным давлением 0,8Па.
| Показатели | 302ВП-10/8 | 202ВП-10/8 | ВП-20/8М | 305ВП-30/8 | 2ВМ10-50/8 |
| Производительность, м 3 /мин | 10 | 10 | 20 | 30 | 50 |
| Диаметры цилиндров, мм ступени: | |||||
| I | 300 | 305 | 400 | 470 | 620 |
| II | 190 | 190 | 230 | 300 | 370 |
| Ход поршня, мм | 125 | 125 | 210 | 220 | 220 |
| Мощность двигателя, кВт | 75 | 75 | 125 | 200 | 320 |
| Частота вращения, об/мин | 750 | 750 | 500 | 500 | 500 |
| Габаритные размеры, мм: | |||||
| длина | 1650 | 1610 | 2355 | 2440 | 3500 |
| ширина | 1330 | 1260 | 1630 | 1810 | 4660 |
| высота | 1825 | 1770 | 2440 | 2670 | 2800 |
| Масса, кг | 3030 | 3228 | 5360 | 7820 | 11970 |
Крейцкопф отлит заодно с башмаками и соединен со штоком двумя закладными гайками, которые позволяют регулировать зазор между торцами поршня и крышками цилиндров в крайних положениях поршня.
Палец крейцкопфа при сборке запрессовывают в тело крейцкопфа и стопорят пружинным кольцом.
Крышки цилиндров и цилиндры представляют собой чугунные многослойные отливки, охлаждаемые водой.
На компрессоре применены самодействующие клапаны двух типов: прямоточные или кольцевые. Клапаны закреплены в гнездах нажимными стаканами и упорными болтами.
В цилиндрах компрессора применяют самоуплотняющиеся сальники. Поршни облегченные, дискового типа, крепятся на штоке гайками.
На раме компрессора установлен промежуточный кожухотрубный холодильник. Компрессор оборудован системой автоматики и защиты.
Компрессоры большой производительности выпускают горизонтальными в оппозитном исполнении. Компрессоры ранних выпусков строились в вертикальном и горизонтальном исполнении с расположением цилиндров по одну сторону вала.
Рассмотрим конструкцию компрессора 4М40-680/22-320 (рис.4), предназначенного для сжатия азотоводородной смеси от 2,2 до 32 Па. Этот компрессор входит в состав типовой линии производства аммиака. Для привода компрессора используют синхронный электродвигатель мощностью 5000 кВт с частотой вращения 300 в минуту. Производительность компрессора 41 500 м 3 /ч. Компрессор имеет четыре ступени сжатия.
Рама отлита из серого чугуна прямоугольной формы коробчатого сечения. Верхняя часть рамы закрыта крышками. Рама имеет пять коренных подшипников с тонкостенными вкладышами, в которые уложен кованый из углеродистой стали коленчатый вал. Один конец вала имеет фланец жесткого соединения с валом электродвигателя, на другом насажено зубчатое колесо валоповоротного устройства.
Направляющие крейцкопфов, крепящиеся к раме, отлиты из серого чугуна, имеют один прямоугольный фланец для крепления к раме, другой круглой формы для крепления промежуточного фонаря, служащего для соединения направляющих с цилиндрами.
Крейцкопфы стальные, литые, снабжены чугунными башмаками, которые залиты баббитом по поверхности трения.
Цилиндры всех ступеней дойного действия. Каждая ступень имеет по одному цилиндру. Во всех цилиндрах имеются рубашки для охлаждения рабочей зоны и сальников.
Для сохранения соосности расточек направляющих крейцкопфов и цилиндров всех ступеней под направляющими крейцкопфов и цилиндрами установлены соответственно опоры направляющих и цилиндров.
Для уменьшения действия газов на поршни применены сквозные штоки, поэтому на всех ступенях сальники установлены с обеих сторон рабочих лопастей цилиндров. Сальники I ступени выполнены с плоскими уплотнительными элементами из капрона; II ступени, кроме плоских уплотнительных элементов из капрона, имеют по одному коническому уплотнительному элементу из фторопласта; III и IV ступеней – с коническими баббитовыми уплотнительными кольцами.

Рис.4. Компрессор 4М40-680/22-320: 1, 12-цилиндры I и II ступеней, 2, 10-поршни I и II ступеней, 3, 11-поршневые кольца, 4-шток, 5-крейцкопф, 6-шатун, 7-коленчатый вал, 8-опора направляющей крейцкопфа, 9-сальник, 13-опора цилиндра, 14-рама, 15-крышка, 16-направляющие крейцкопфа, 17-промежуточный фонарь.
Компрессор оборудован системой промывки сальников, которая обеспечивает дополнительную их герметизацию и создает гидравлический затвор, а также промывает и охлаждает штоки.
Циркуляционная смазочная система обеспечивает смазывание коренных и шатунных подшипников, параллелей направляющих крейцкопфа и крейцкопфных подшипников. Смазочная система объемного дозирования обеспечивает смазывание цилиндров и сальников.
Компрессор оборудован системой регулирования производительности в пределах 100–70% методом присоединения дополнительных полостей к цилиндрам I и II ступеней и системой автоматики и защиты.
1.2. Особенности монтажа поршневых компрессоров.
Различают монтаж с разборкой компрессора и монтаж без его разборки.
Читайте также: Компрессор для зарядки ружья
Монтаж без разборки . Компрессор устанавливают на фундамент в собранном виде. Характер и объём монтажных работ зависит от назначения и конструкции компрессора и компрессорной установки.
Для большинства компрессорных установок основные принципы монтажных работ одинаковые.
Рассмотрим порядок монтажа без разборки компрессора на примере оппозитного компрессора 4М10-100/8 (рис.5)

Рис.5. Разрез по цилиндрам I и II ступеней компрессора 4М10-100/8: 1-рама, 2-коленчатый вал, 3-направляющие крейцкопфа, 4-фундаментный болт, 5-опора направляющей крейцкопфа, 6, 7-цилиндр I и II ступеней.
После расконсервации компрессор без промежуточного холодильника и электродвигателя устанавливают на стальные подкладки, которые располагают на фундаменте под регулировочными болтами. При этом цилиндры компрессора и направляющие крейцкопфа должны находиться в свободном состоянии, т.е. не должны опираться ни на какие временные опоры. В горизонтальной плоскости компрессор выставляют с помощью регулировочных болтов и проверяют уровнем. Уровень устанавливают на контрольную линейку, уложенную на обратную поверхность в средней части рамы, затем на свободном конце коленчатого вала. С помощью регулировочных болтов компрессор устанавливают так, чтобы негоризонтальность компрессора, определяемая по уровням, не превышала 0,1мм на 1000мм.

Рис.6. Опора направляющей крейцкопфа: 1-опорная плита, 2-нажимной фланец, 3-регулировочный болт.
После тщательной проверки правильности выставки компрессора производят предварительную затяжку фундаментных болтов. Затяжка должна производиться усилиями одного человека ключом с удлинителем не более 0,5м. При затяжке тщательно следят за уровнями. Их показания должны изменяться не более чем на 0,5 деления от первоначальных. Если изменения показаний уровней более значительны, проверяют прилегание подкладок к фундаменту и регулируют с помощью болтов установку компрессора таким образом, чтобы вес его распределился на все болты примерно одинаково, затем аккуратно обтягивают фундаментные болты. Чтобы убедиться в правильности выставки компрессора на фундаменте, фундаментные болты отпускают в порядке, обратном затяжке, и снова затягивают тем же усилием, что и в первый раз и в том же порядке. Показания уровней не должны меняться более чем на 0,5 деления.
После выставки и закрепления рамы компрессора подводят опоры под направляющие (рис.6) и регулируют высоту опоры. При выставке опор необходимо контролировать плотность прилегания опорных плит к направляющим и нажимных фланцев к сферическим кольцам щупом; щуп 0,03мм не должен проходить между ними. Опоры поджимают к направляющим крейцкопфа регулировочными болтами.
После выставки рамы компрессора и опор под направляющие производят подливку фундамента, после затвердевания подливки регулировочные болты ослабляют и окончательно затягивают фундаментные болты с моментом 2500кгс . см, следя за показаниями уровней. Окончательно затягивают болты в том же порядке, что и в предварительной затяжке.
Затем приступают к монтажу электродвигателя и опор под цилиндры компрессора. Ротор (рис.7) электродвигателя насаждают на вал компрессора до упора в бурт с помощью специального приспособления. При этом необходимо обеспечить совпадение пазов под тангенциальные шпонки на коленчатом валу компрессора и в ступице ротора. Шпонки подгоняют таким образом, чтобы они сели в пазы с натягом. От осевых перемещений ротор крепят планками, которые заходят в кольцевую проточку на коленчатом валу и крепятся к ступице ротора.
При монтаже электродвигателя проверяют зазор между железом ротора и статора. Для уменьшения влияния веса ротора на вал компрессора смещают ротор относительно оси статора вверх на 1,5мм. Затем подливают бетоном раму статора электродвигателя.

Рис.7. Посадка ротора электродвигателя на вал компрессора: 1-рама, 2-коленчатый вал, 3-проточка, 4-ротор.
При регулировке опор под цилиндрами устанавливают два индикатора снизу и сбоку цилиндра. Опоры под цилиндры подгоняют, чтобы фланцы опор плотно прилегали к пластинам на цилиндрах (щуп 0,05мм не должен проходить между ними). При затягивании болтов и гаек крепящих опоры цилиндров, следят за показаниями индикаторов. Отклонения показаний индикаторов в различных положениях должно быть не более 0,05мм. Затем подливают бетонным раствором опоры под цилиндром.
Монтаж промежуточного холодильника начинают только после затвердевания подливки под опорами цилиндров, обращая внимание на маркировку проставок под патрубки компрессора, т.к. их изготовляют по месту.
Для контроля качества монтажа промежуточного холодильника используют те же индикаторы, что и при установке опор под цилиндры. Гайки затягивают равномерно крестообразно, не допуская перетяжек в ту или другую сторону. Правильность затяжки контролируют индикаторами, увод в сторону цилиндров не должен быть более 0,05мм.
Монтаж промежуточного холодильника и воздухопроводов выполнен правильно, если общее отклонение цилиндров в горизонтальной и вертикальной плоскостях не превышает 0,08мм по сравнению с показаниями индикатора, когда на компрессоре не был установлен холодильник.
При монтаже трубопроводов необходимо принять меры, чтобы посторонние предметы не попали во внутреннюю плоскость трубопровода (в дальнейшем они могут попасть и в компрессор). Опоры трубопроводов устанавливают так, чтобы их вес не передавался на компрессор.
Стыки трубопроводов проверяют на плотность при пуке компрессора на рабочей среде.
Монтаж с разборкой компрессора. Производят расконсервацию и полную ревизию сборочных единиц и деталей компрессора. Все детали разобранного компрессора промывают керосином (соляром, уайт-спиритом), продувают сжатым воздухом и тщательно осматривают. Все эти операции выполняют в специально отведённых местах, т.к. масло и керосин разрушают фундамент и препятствуют соединению бетонной подливки и ним.
Царапины, забоины на рабочих поверхностях деталей компрессора зачищают напильником, шабером или тонкой наждачной шкуркой в зависимости от характера дефекта и требуемой чистоты поверхности детали. Если риски расположены не на трущихся поверхностях, то, как правило, достаточно зачистить их шабером, чтобы снять острые кромки.
Рекомендуется следующий порядок разборки, проверки и сборки (монтажа) поршневых компрессоров:
· установка и крепление рамы на фундаменте;
· укладка коленчатого вала на подшипники;
· сборка шатунно-поршневой группы и её установка;
· монтаж смазочной системы, системы охлаждения, межступенчатой аппаратуры, трубопроводов, щитов управления и приборов.