
Со второй половины августа 1975 г. моторы «Вихрь-М» комплектовались редукторами новой модификации, имеющими в сборе чертежный номер 4.202-000 (рис. 22).
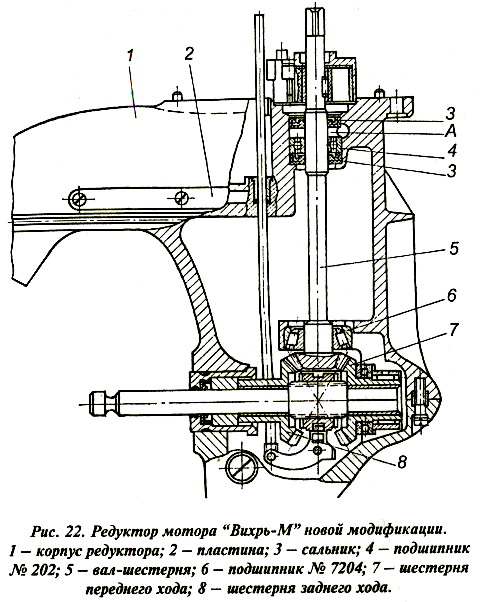
Конструктивная схема старого и нового редукторов одинакова, но в новом редукторе медно-графитовая втулка заменена подшипником № 202, снизу и сверху которого установлено по одному сальнику 4.215-000.
Полость между сальниками через каждые 50 часов работы заполняется смазкой ЦИАТИМ-201 в количестве 5-10 г. через отверстие, заглушенное пробкой.
Шестерни в редукторе новой модификации имеют другое направление спирали зуба и осевое усилие при их работе направлено в сторону подшипников, поэтому подшипник 60304 заменен на конический роликовый подшипник 7204, наружное кольцо которого запрессовано в корпус редуктора.
Новая вал-шестерня имеет утолщенный до 0 15 мм буртик для посадки на него внутреннего кольца шарикоподшипника № 202 (ранее диаметр вала-шестерни в зоне медно-графитовой втулки был равен 14 мм) и не имеет резьбы для гайки.
В корпусе изменен также и диаметр расточек под подшипники.
Подвод воды к помпе осуществляется не по залитой в корпус стальной трубке, как было ранее, а по каналам в корпусе редуктора. Боковой канал снаружи заглушен пластиной, крепящейся тремя винтами.
При сборке редуктора в один комплект собираются шестерни только с одинаковым направлением спирали.
В новой модификации редуктора отсутствуют стакан подшипника 60304, гайки его крепления и гайки крепления вала-шестерни.
Редукторы в сборе в обеих модификациях взаимозаменяемы; на моторы «Вихрь», «Вихрь-М», «Вихрь-30» можно устанавливать собранный редуктор любой модификации.
Регулировка и ремонт редуктора старой конструкции.
Как уже отмечалось, корпус редуктора у «Вихря» и у «Вихря-М» одинаков; он выполнен из алюминиевого сплава и имеет разъем по оси гребного вала с крышкой, крепящейся семью винтами М6х26.
Это позволяет проверять правильность зацепления шестерен и состояние подшипников без разборки передачи.
Кроме указанных в инструкции общих приемов разборки существуют определенные тонкости сборочно-разборочных операций, о которых необходимо помнить при ремонте и регулировке редуктора.
Если в смазке редуктора появилась вода (смазка имеет бурый цвет), то особое внимание следует обратить на качество сальников и степень выработки медно-графитовой втулки.
Для этого снимается корпус водяной помпы с крыльчаткой, и вал-шестерню нужно покачать во втулке. Если максимальная величина элипсности превышает 0,2 мм, втулка должна быть заменена.
При этой операции старая втулка выпрессовывается выколоткой со стороны внутренней полости редуктора в сторону плоскости крепления помпы.
Запрессовка новой втулки производится со стороны помпы с помощью выколотки Ø 20 и длиной 150 мм, сделанной из мягкого металла. Втулка осаживается до упора верхнего буртика в расточку редуктора.
Следует помнить, что запрессовку надо производить с осторожностью, поскольку материал втулки довольно хрупкий.
После запрессовки необходимо смазать внутреннюю поверхность втулки, а также заполнить смазкой (ЦИАТИМ-201 или 221) полость между ее верхним буртиком и сальником 2.215-000.
При необходимости заменить корпус редуктора, следует помнить, что посадочные места под подшипники гребного вала растачиваются в корпусе и крышке совместно (наименование этого узла: «редуктор в сборе для механической обработки») и поэтому заменять при ремонте можно только корпус совместно с крышкой — разукомплектовка недопустима.
Работоспособными считаются шестерни, не имеющие сколов и следов выкрашивания на рабочих поверхностях. Это относится и к зубьям, и к поверхности под роликовый подшипник, а также к выступам, соединяющим ее с муфтой 2.202-028 включения реверса.
Читайте также: Объем масла в редукторе уаз хантер
Если на этих выступах шестерни и муфты имеется выработка в виде радиусного скругления угла, то эти детали к дальнейшему использованию непригодны.
Такая выработка при включении реверса вызывает периодические удары в редукторе за счет проскальзывания шестерни относительно муфты, связанной с валом винта.
Основная причина выработки — неправильная регулировка реверса, года выступы шестерни и муфты входят в сопряжение не по всей высоте, а касаются друг друга только вершинами.
Кроме этого, выработку может вызвать частое включение реверса на слишком высоких оборотах двигателя.
Шарикоподшипники 60304, 8106 и роликовый 2.119-000 с наружным кольцом 2.202-013 не должны иметь точечного выкрашивания и коррозии на беговых дорожках и телах качения, а также повреждений сепараторов. Вращение подшипников должно быть свободным без увеличенных люфтов.
При регулировке редуктора необходимо проверить отсутствие люфта в соединении нижнего конца тяги реверса с коромыслом, переключающим муфту.
Этот люфт, допуская проворачивание тяги, вызывает перекос пальца в планке реверса, расположенной в поддоне, и ухудшает условия переключения реверса.
Для устранения люфта тягу нужно максимально вытянуть в сторону крышки редуктора. Под заклепку следует положить массивную поддержку и молотком осадить заклепку, но так, чтобы вращение коромысла оставалось свободным.
Втулка тяги реверса практически не требует замены, так как изнашивается мало. Ее следует только слегка осадить вниз для поджатая резинового уплотнительного кольца.
При увеличенном люфте гребного вала в подшипнике скольжения 2.212-002 подшипник следует заменить, одновременно поставив и новый сальник 2.218-000.
Для этого стакан 2.212-001 нагревается до 60-80° и при помощи цанговой оправки или эксцентрической выколотки подшипник и сальник выпрессовываются в сторону открытого торца.
Наружное и внутреннее резиновые уплотнительные кольца стакана перед нагревом должны быть удалены.
Перед сборкой втулка нагревается вторично (60-80°) и в нее до упора в торец запрессовываются (пружиной в сторону открытого торца стакана) сальники подшипник (фаска на наружном диаметре должна быть направлена вниз), предварительно смазанные смазкой ЦИАТИМ-201 или 221. После остывания стакана ставятся резиновые кольца.
При замене упорного подшипника 8106 кольцо с меньшим внутренним диаметром (оно не имеет клейма завода) напрессовывается на втулку шестерни переднего хода до упора, затем надевается сепаратор с шариками и второе кольцо.
Затем на втулку надевается роликовый подшипник 2.119-000 и его наружная втулка. В случае замены самих роликов они вставляются в гнезда сепаратора с внутренней стороны.
Подшипник 60304 напрессовывается на вал-шестерню без подогрева, а потом затягивается гайкой 2.202-024. Все подшипники перед установкой нужно обильно смазать.
Если при разборке редуктора детали не заменялись, то его собирают с прежними регулировочными шайбами.
Если же пришлось заменять шестерни, то перед сборкой необходимо определить толщину новых регулировочных шайб.
Для этого замеряется высота «А» подшипника 60304 (рис. 23), глубина расточки под него «Б» и расстояние от разъема до дна гнезда «В».

Толщина «Г» шайбы 2.202-024 определяется по разности «Б’ и «А» и подбирается с допуском +0,06 -0,04 .
Толщина «Д» шайбы 2.202-026 определяется из разности «В» — (34,8 + «А» + «Г») и подбирается с допуском ± 0,05 мм (34,8 — полюсное расстояние малой шестерни).
Читайте также: Крышка редуктор для блендера scarlett
Вал-шестерня с подобранными шайбами устанавливается в корпусе редуктора и подбором регулировочных шайб под упорный подшипник и стакан устанавливается зазор в зубчатом зацеплении.
Для этого гребной вал с новыми шестернями (в сборе с роликовым упорным подшипником) и стаканом укладывается в редуктор.
Усилием руки шестерня переднего хода отжимается в сторону упорного подшипника и щупом замеряется зазор в зубчатом зацеплении.
Между кольцом подшипника и корпусом редуктора устанавливается шайба такой толщины, чтобы зазор был равен 0,13-0,25 мм.
Аналогично определяется и толщина шайбы между буртиком стакана и редуктором. После этого можно собрать редуктор.
Что нужно знать о редукторе мотора «Вихрь»
Консультирует конструктор
Р. В. Страшкевич
(Моторостроительный завод им. Фрунзе)
Корпус редуктора подвесных моторов «Вихрь-20» и «Вихрь-30» выполнен из алюминиевого сплава и имеет разъем с крышкой по оси гребного вала. Это открывает свободный доступ к деталям редуктора, позволяет проверять зацепление шестерен и подшипники без разборки передачи. Крышка крепится семью винтами М6Х26. Посадочные места под подшипники гребного вала растачиваются на собранном редукторе.
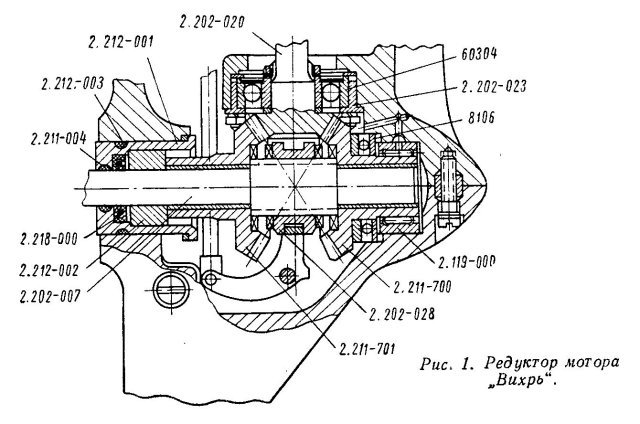
Для обеспечения надежной и бесшумной передачи крутящего момента конические шестерни выполнены с круговым зубом с торцевым модулем 2,7 и сделаны из высококачественной стали с последующей термообработкой.
У вала-шестерни 2.202—020 выпуклая сторона зуба является рабочей. Вал в своей верхней части (под водяной помпой) работает в медно-графитовой втулке 2.205—001, запресованной в корпус с натягом 0,008 — 0,074мм. Наружный диаметр втулки 20мм.
По внутреннему диаметру втулка растачивается вместе с посадочным местом под стакан нижнего подшипника 60304. Зазор между втулкой и валом равен 0,02 — 0,97 мм.
После длительной эксплуатации (после выработки ресурса) может возникнуть эллипсный износ втулки. Если его величина превышает 0,2 мм, втулка подлежит замене.
Упор гребного вала воспринимается подшипником 8106. Передний конец гребного вала опирается на радиальный подшипник 2.119—000 с роликами диаметром 3,0 мм и длиной 11,5 мм. Задний конец вала опирается на подшипник скольжения 2.212—002, изготовленный из бронзы БрОС 10—10.
Зазор между подшипником и валом равен 0,066—0,102 мм.
Тяга реверса 2.210—700 перемещается по запресованной в верхней части редуктора бронзовой втулке 2.205—001 с наружным диаметром 11. Зазор между втулкой и тягой равен 0,1—0,4 мм. Для обеспечения герметичности под втулкой установлено резиновое уплотнительное кольцо 2.205—003, которое обжимает тягу своим внутренним диаметром. При эксплуатации мотора после выработки ресурса рекомендуется втулку небольшим усилием осадить вниз.
Для обеспечения герметичности редуктора все выходящие валы уплотнены резиновыми сальниками или уплотнительными кольцами. Вал из водопомпы и меднографитовой втулки выходит через сальники 2.215—000, гребной вал — через сальник 2.218—000 и уплотнительное резиновое кольцо 2.211—004. Стакан подшипника 2.212—001 уплотняется в корпусе резиновым кольцом 2.212—003, надетым на проточку в наружном диаметре.
Под сливной и заливной пробками установлены резиновые уплотнительные кольца 2.202—010. Поскольку все сальники и уплотнительные кольца делаются из высококачественной резины, их работоспособность значительно превышает ресурс мотора. Плоскость разъема редуктора и крышки уплотняется герметиком при сборке. Многолетняя эксплуатация мотора в самых различных водоемах страны показала, что редуктор достаточно надежен. При значительном превышении моторесурса или в случае поломки редуктора при ударе о подводное препятствие может возникнуть необходимость осмотра внутренней полости или замены отдельных деталей. Разборка редуктора достаточно подробно описана в «Руководстве по эксплуатации» и не представляет труда даже для начинающего механика. Перед сборкой необходимо тщательно промыть неэтилированным бензином или керосином все входящие детали и внутренние полости корпуса и крышки редуктора. При замене изношенных деталей рекомендуем руководствоваться следующими советами.
Читайте также: Редуктор заднего моста луаз передаточное число
Замена сальника 2.218—000. Смазав техническим вазелином пружину и наружный диаметр, запрессовать в стакан 2.212—001 новый сальник одновременно с втулкой 2.212—002 до упора в торцы стакана. Сальник при запрессовке устанавливается пружиной вверх, втулка запрессовывается торцом с фаской вниз.
Замена подшипника 3106. Упорное кольцо подшипника 8106, не имеющее клейма завода-изготовителя, запрессовывается на втулку шестерни 2.211—700 до упора в торец, затем ставится подшипник 2.119—000, надевается его наружное кольцо и второе кольцо подшипника 8106. Внутренним кольцом подшипника 2.119—000 является втулка шестерни.
Сборка роликового подшипника 2.119—000. Ролики следует вставлять в гнезда предварительно обильно смазанного сепаратора. В качестве смазки при сборке лучше всего применять ЦИАТИМ-201, 221 или технический вазелин.
Сборка редуктора. Нужно обязательно предварительно заполнить полость между сальником 2.215—000 и втулкой 2.205—001 смазкой ЦИАТИМ-201 или 221. После установки в корпус редуктора вала-шестерни 2.202—020 и гребного вала 2.202—007 со всеми входящими деталями и узлами необходимо проверить зацепление шестерен.
Проверка зацепления шестерен. Зубья ведущей шестерни покрываются с помощью кисточки тонким слоем краски (густая голубая лазурь, растворенная в масле). Вал несколько раз прокручивается, после чего на зубьях ведущих шестерен получается четкий отпечаток.
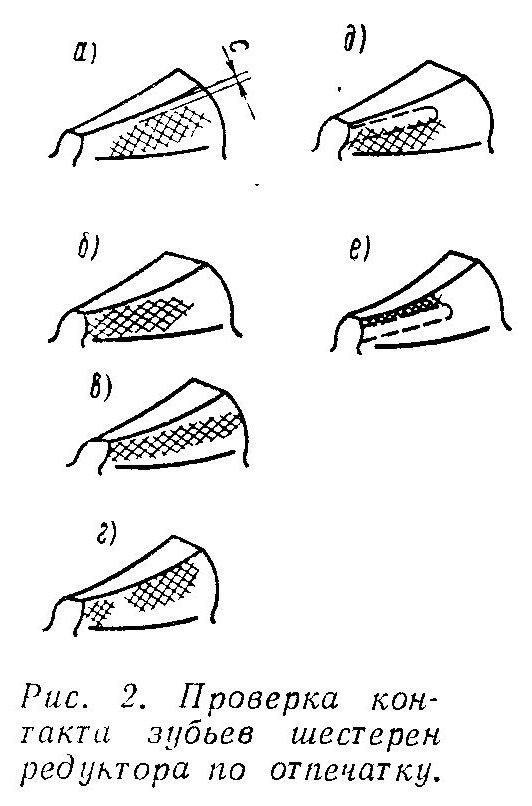
Правильное зацепление шестерен обеспечивается при следующих видах отпечатков, изображенных на рис. 2:
а — продольный отпечаток бочкообразного вида, длина отпечатка 60% длины зуба, высота не менее 60% высоты зуба;
б — продольный отпечаток с усилением на малый модуль, длина отпечатка 60% длины зубл, высота не менее 60% высоты зуба;
в — продольный отпечаток на полной длине зуба, высота не менее 60% высоты зуба;
г — продольный отпечаток с разрывом краски посередине зуба, длина отпечатка не менее 60% длины зуба, высота не менее 60% высоты зуба.
Ведущие шестерни должны иметь отпечаток краски по высоте зуба без отрыва «С» (рис. 2).
Ведомые шестерни должны иметь отпечаток краски по высоте зуба с отрывом «С», равным 0,5-1,0 мм.
На нерабочей стороне зуба отпечаток может быть любым.
Если отпечаток краски на зубьях ведомых шестерен слишком узок и расположен у ножки зуба, то для обеспечения правильного контакта (как указано пунктиром), нужно: сместить ведомую шестерню вдоль оси к центру (к точке пересечения конусов), т. е. уменьшить зазор; сместить ведущую шестерню вдоль оси от центра, т. е. увеличить зазор.
Если отпечаток краски на зубьях ведомых шестерен получается неразрывным (см. эскиз), то надо, в зависимости от зазора и длины отпечатка, отодвинуть ведомую шестерню от центра, что увеличит зазор и удлинит отпечаток, или же передвинуть сопряженную шестерню к центру, что уменьшит длину отпечатка и зазор.
Если отпечаток удовлетворителен, но зазор отсутствует, то нужно одновременно смещать обе шестерни вдоль осей. В этом случае зазор уменьшается при смещении шестерен к центру и наоборот. Зазор (радиальный люфт по зубу) должен составлять 0,13—0,25 мм. После установки редуктора на мотор не забудьте залить в него 100—150 г нигрола.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала