
ВЯТСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
КОНТРОЛЬНАЯ РАБОТА № 1
По дисциплине
«Технология сборки изделий»
Выполнил: Студент 6-го курса
На рисунке 1 приведен эскиз изделия согласно [1]. Это сборочная единица – редуктор одноступенчатый конический с горизонтальным быстроходным и вертикальным тихоходным валами.
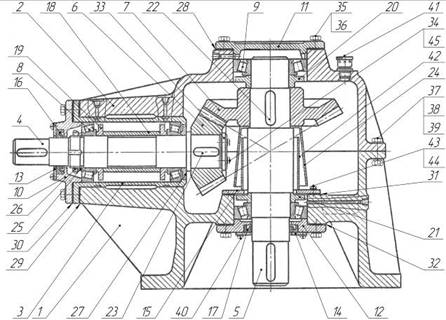
Рисунок 1 – Редуктор одноступенчатый конический
Основные сборочные единицы:
1 – корпус; 2 – крышка корпуса; 3 – стакан; 4 – вал быстроходный; 5 – вал тихоходный;
6 – шестерня; 7 – колесо; 8, 9 – подшипники; 10, 11, 12 – крышки подшипников;
13, 14 – крышка манжеты; 15 – фланец маслоотражателя; 16, 17 – манжеты;
18 – втулка распорная; 19, 20, 21, 27 – маслоотражатель; 22, 23 – шпонки;
24 – маслоотражатель подвижный; 25, 36, 38, 44, 45 – шайбы; 26 – гайка вала;
28, 29, 30, 31, 32 – прокладки; 33 – фланец; 34, 35, 37, 43 – болты; 39 – гайка; 40 – винт;
41 – сапун; 42 – маслоотражатель неподвижный.
1. Обеспечить зазор в коническом зацеплении в пределах 0,05…0,08 подбором количества прокладок 30;
2. Обеспечить натяг в подшипниках опор ведущего и ведомого валов в пределах 0,01…0,03 подбором количества регулировочных прокладок 30 и 28 соответственно;
3. Ведущий вал собранного редуктора должен проворачиваться от руки плавно без заеданий.
Данный конический редуктор служит для изменения крутящего момента по величине и по направлению.
Чугунный корпус редуктора 1 совместно с крышкой корпуса 2 несут в себе все составные части. Крутящий момент от ведущего горизонтального вала 4 передается посредством конической пары 6, 7 на ведомый вертикальный вал 5. Наружные обоймы конических подшипников 8 опор ведущего вала 4 установлены в стакане 3, который размещается в корпусе 1.
Смазка зубчатого зацепления осуществляется разбрызгиванием масла из ванны расположенной в корпусе 1. Уровень ванны не должен превышать нижней кромки отверстия стакана 3. Сварной неподвижный маслоотражатель 15 не позволяет проникать маслу к коническому подшипнику 9 нижней опоры ведомого вала 5, а подвижный маслоотражатель 24 защищает его от попадания брызг масла. Компенсация изменений объема масла осуществляется посредством сапуна 41.
Смазка всех подшипников (консистентная) осуществляется посредством пресс-масленок (на схеме не показаны). Отражатели консистентной смазки 19, 20, 21 и 27 предотвращают ее попадание во внутренние полости, а манжеты 16 и 17 предотвращают попадание смазки наружу и предохраняют подшипники от внешней пыли.
Сборочные единицы первого порядка:
— 1Сб12 — Крышка подшипника в сборе (в этой сборочной единице – крышка подшипника 12, манжета 17, крышка манжеты 14, винт 40, прокладка 32);
— 1Сб3 — Стакан в сборе (в этой сборочной единице – стакан 3, вал ведущий в сборе 2Сб4, крышка подшипника в сборе 2Сб10, шестерня 6, шпонка 23, фланец 33, болт 34, прокладка 29);
— 1Сб5 — Вал ведомый в сборе (в этой сборочной единице – вал ведомый 5, колесо 7, шпонка 22, два подшипника 9 без наружных обойм; маслоотражатели 20 и 21; маслоотражатель в сборе 2Сб42, маслоотражатель подвижный 24);
— 1Сб11 — Крышка подшипника в сборе (в этой сборочной единице – крышка подшипника 11, прокладка 28);
— 1Сб10 — Крышка подшипника в сборе (в этой сборочной единице – крышка подшипника 10, манжета 16, крышка манжеты 13, винт 40, прокладка 39).
Сборочные единицы второго порядка:
— 2Сб4 — Вал ведущий в сборе (в этой сборочной единице – вал ведущий 4, два подшипника 8, втулка распорная 18, маслоотражатели 19 и 27, кольцо 25, гайка вала 26);
— 2Сб42 — Маслоотражатель в сборе – соединение сваркой (в этой сборочной единице – маслоотражатель неподвижный 42, фланец маслоотражателя 15).
Технологическая схема сборки редуктора представлена на рисунке 2.
Технологические особенности сборки редуктора.
При сборке данного редуктора особенностью является установка стакана (1Сб3) в разъем корпуса, что позволяет разместить ведущую шестерню диаметра, превышающего диаметр стакана. Кроме того, его фиксация и фиксация соответствующей крышки подшипника осуществляются одними и теми же крепежными элементами.
Эти обстоятельства усложняют процессы регулировки натяга в подшипниках опор стакана и зазора в конической паре, а именно:
— Невозможно вынуть стакан в сборе при установленной крышке корпуса для установки регулировочных прокладок 29, обеспечивающих регулировку зазора в конической паре. Для выполнения указанной регулировки необходимо использовать разъемные регулировочные прокладки.
— Необходимо предварительно отрегулировать натяг в подшипниках опор стакана с помощью подбора регулировочных прокладок 30. Это можно сделать в специальном приспособлении.
Методы и средства обеспечения точности взаимного положения элементов.
Регулирование осевого натяга в конических роликовых подшипниках осуществляется установкой прокладок под крышки подшипников. При определении толщины прокладок, согласно [2], подшипниковый узел собирают без прокладок и затягивают крышку до момента появления заметного торможения вала. При этом зазор в подшипниках будет нулевым. После чего замеряют зазор между торцом крышки и корпусом и с учетом требуемого натяга определяют толщину прокладок.

Регулирование зазора в конической зубчатой паре осуществляется также за счет подбора толщины прокладок между фланцем стакана 3 и корпусом. Для определения толщины прокладок необходимо затягивать стакан без прокладок до момента заметного торможения в зубчатом зацеплении. В данный момент зазор будет нулевым. После этого замеряют зазор между фланцем стакана и корпусом. Толщину прокладок (, мм) определяют по следующей формуле:

,(1)

где – зазор по результатам замера между фланцем стакана и корпусом, мм;

– зазор в зубчатом зацеплении согласно техническим требованиям, мм;

– угол конуса делительной окружности шестерни, град.
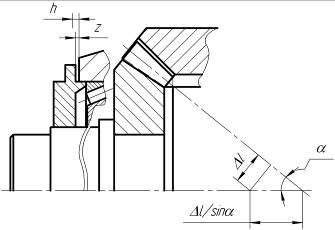
Рисунок 3 – Схема к определению толщины прокладок
редуктор вал зацепление подшипник
1. Детали машин: Атлас конструкций. Учебное пособие для машиностроительных вузов/ В.Н. Беляев, И.С. Богатырев, А.В. Буланже и др.; Под редакцией доктора технических наук профессора Д.Н. Решетова. — 4-е изд., переработанное и дополненное — М.: Машиностроение, 1979. — 367 с., ил.
2. Справочник технолога-машиностроителя. В 2-х т. Т. 2 /Под ред. А.Г. Косиловой и Р.К. Мещерякова. 4-е изд., перераб. и доп. – М.: Машиностроение, 1986. 496 с., ил.
Описание служебного назначения детали «Стакан» и ее поверхностей
Страницы работы
1.Описание служебного назначения детали и ее поверхностей.
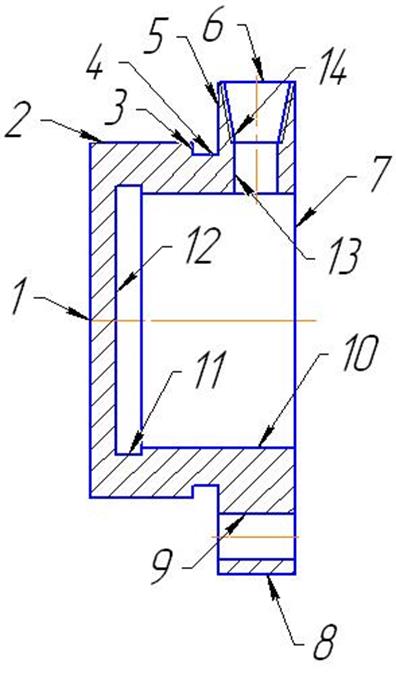
Деталь «Стакан» предназначена для базирования вала в корпусе(редуктора, коробки передач и т.д.).
Данная деталь имеет следующие поверхности:
Поверхность 1 — наружная торцевая поверхность;
Поверхность 2 – наружная цилиндрическая поверхность Æ70h9, сопрягается со стенкой изделия;
Поверхность 3,4 –наружная цилиндрическая проточка, предназначена для базирования детали по торцу (5) в корпусе изделия;
Поверхность 5 – наружная торцевая поверхность для упора в корпус изделия;
Поверхность 6 – лыска, предназначена для сверления отверстия в детали;
Поверхность 7 – наружная торцевая поверхность ;
Поверхность 8 – наружная цилиндрическая поверхность Æ100мм;
Поверхность 9 – отверстия Æ9мм, предназначенные для закрепления детали к корпусу изделия с помощью болтов;
Поверхность 10 – внутренняя цилиндрическая поверхность Æ50Н9, сопрягается с валом;
Поверхность 11 – внутренняя цилиндрическая проточка, предназначена для базирования вала по торцу (12) детали;
Поверхность 12 – внутренняя торцевая поверхность;
Поверхность 13 – отверстие Æ8,4мм, предназначено для смазывания внутренней поверхности детали и наружной поверхности вала;
Поверхность 14 – дюймовая резьба К”, предназначена для вкручивания штуцера для смазывания трущихся поверхностей.
Установка стакана в редуктор
1.4.6. Простой метод установки редуктора на дейдвуд.
Снятие редуктора производится как обычно, а для того, чтобы при сборке можно было попасть тягой переключения реверса в отверстие поддона, не снимая его, используется отрезок прутка длиной около 500 и диаметром 3 мм с резьбой на конце. В верхнем конце тяги по центру сверлится отверстие и нарезается резьба МЗ.
При установке редуктора на дейдвуд пруток просовывается в отверстие для тяги в поддоне и ввертывается в тягу; остается только потянуть тягу за пруток, следя за совпадением квадрата шестерни с рессорой и трубки подачи воды с корпусом помпы.
1.4.7. Если провернулся стакан редуктора.

В результате сильного удара о подводное препятствие стакан 2.212-001 редуктора иногда проворачивается, а на посадочной поверхности корпуса редуктора образуются глубокие надиры, нарушающие герметичность всего узла.
В данной ситуации хорошие результаты дает следующий метод ремонта. Из дюралюминия Д1Т необходимо изготовить новый стакан (рис. 31), в который запрессовать уплотнительную манжету и бронзовый подшипник скольжения (его можно изготовить из бронзы БрОС-10-10).
Для герметизации редуктора следует применить универсальный эпоксидный автогерметик с добавлением в качестве наполнителя алюминиевой пудры или порошка окиси железа.
Для этого корпус и крышку редуктора обезжиривают и наносят герметик до заполнения надиров, а затем тонким слоем — на плоскость разъема. Сборку производят только после полного отверждения герметика.
1.4.8. Методы герметизации редуктора.
Для надежной герметизации редуктора следует выточить новую втулку тяги реверса 2205-002 по прежним размерам, но с внутренней резьбой М 11×0,5; и в ней при помощи резьбовой буксы зажать штатное уплотнительное кольцо (2.202-010) от заглушек корпуса редуктора, прилагаемых в запасном комплекте к мотору (рис. 32).

Для улучшения уплотнения гребного вала нужно вместо уплотнительного кольца 2.212-004 в специально расточенное гнездо во втулке 2.212-001 установить сальник с размерами 17×27,5×4 от велосипедного моторчика Д-5 илиД-6. Полость между штатным сальником 2.219-000 и новым заполняется смазкой.
Для улучшения смазки подшипника скольжения 2.212-002 в нем сверлятся отверстия и прорубаются канавки (рис. 33).

Разрезав тягу, следует заменить небольшую втулку тяги в корпусе редуктора на более длинную и изготовить новое уплотнение.
Для этого лючок (рис. 34) увеличивается по высоте на 50 мм.

В том месте, где была запрессована втулка, нужно нарезать резьбу М 12×1,25 для новой втулки 1 (рис. 35).

При нарезке метчик следует направлять строго по оси отверстия. В данном варианте уплотнение 3 поднимается выше уровня воды и на него попадают только отдельные капли, стекающие по тяге, которые можно отвести резиновым «зонтиком» 4. Уплотнение всегда работает со смазкой за счет масла, попавшего в зазор между тягой 5 и гайкой 2. Благодаря этому срок службы уплотнения увеличивается.
Для замены уплотнения достаточно открыть лючок, разъединить тягу, снять нижний наконечник, отвернуть и вынуть гайку 2, в которую заложено уплотнение.
Изношенное уплотнение тяги реверса нужно заменить на фторопластовую втулку. Ее внутренний диаметр должен быть несколько меньше диаметра тяги. После запрессовки втулки отверстие калибруется сверлом 0 7 мм.
1.4.9. Герметизация верхнего сальника рессоры.
Практически невозможно определить момент, когда начинает подтекать верхний сальник, стоящий под помпой и работающий в постоянном контакте с песком и ржавчиной, появляющейся на валу. Вода попадает в подшипник, а сальник, стоящий под ним, из-за его труднодоступности меняется крайне редко.
Для улучшения герметизации этого узла нужно провести доработку, показанную на рис. 36 (рекомендация А. Мищенко).

Из корпуса редуктора выпрессовывается подшипник № 202 и оба сальника.
На их место устанавливаются два предварительно смазанных подшипника № 202 и два штатных, но обрезанных, либо сошлифованных со стороны пружины до ширины 5,5 мм сальника. Вместо штатн ых сальников можно установить в капролоновой втулке (рис. 37) два сальника 160.259-120 от мотора «Нептун».
8.4.Описание конического редуктора
В коническом зубчатом редукторе (рис.8.10) корпус редуктора состоит из корпуса поз. 1 , закрепляемого на фундаменте или раме, трех крышек подшипников поз. 4 . Крышки подшипников крепятся к корпусу редуктора болтами. Для осмотра и контроля качества собранных передач, а также для заливки масла в крышке предусмотрено смотровое окно – поз. 3 , которое закрывается крышкой
– поз. 4 . Для контроля уровня масла используют маслоуказатель –
поз. 9 , а для слива отработанного масла – маслоспускную пробку – поз. 8 . Для точной установки крышки на корпусе редуктора применят штифты –поз. 12 . Для увеличения жесткости корпуса в нем выполнены ребра в зоне действия наибольших усилий, передаваемых на опоры валов.
Подшипниковые опоры быстроходного вала выполнены в стакане, который может перемещаться в расточенном отверстии собранного корпуса для обеспечения требуемого положения зацепления. Тихоходный вал также может вместе с подшипниками перемещаться в расточенных отверстиях собранного редуктора для обеспечения требуемого положения колеса. Требуемое положение валов устанавливается с помощью компенсаторов – набора прокладок
– поз. 12 . Регулировка зазоров в подшипниках быстроходного вала выполняется с помощью компенсаторов, устанавливаемых между стаканом и крышкой – поз. 11 . Зазоры в подшипниках тихоходного вала регулируются теми же компенсаторами, которые используются для регулировки положения вала.
Смазка зацепления коническими колесами в редукторе осуществляется окунанием колеса в масляную ванну. Обычно используют минеральные масла, хотя в последнее время расширяют применение синтетических масел. Смазка подшипников зависит от окружной скорости колеса и может быть разбрызгиванием (из общей масляной ванны при v 1м с), либо консистентная (закладная при v 1м с). Марку масла выбирают по вязкости, которая зависит от окружной скорости колеса.
Рис. 8.10 – Конструкция конического редуктора