
На токарно-винторезных станках для базирования и закрепления заготовок широко используются трехкулачковые самоцентрирующие патроны (рис.2,а), которые применяют для закрепления заготовок при отношении их длины к диаметру l /d 10 для уменьшения деформации заготовки при резании применяют люнеты (рис. 2.и).
Особенно это важно при обработке валов, которые устанавливаются в подшипники, чтобы исключить в процессе работы биение. Недостатком является невысокая жесткость системы. Заготовки валов обычно сначала центруют, а затем обрабатывают с установкой коническими поверхностями торцовых центровых отверстий на центры станка. Передний центр закрепляется в шпинделе, а задний – в пиноли задней бабки.
Поводковые устройства служат для передачи вращения от шпинделя к заготовке, установленной в центрах. Простейшее из них – токарный хомутик. Вращаясь вместе со шпинделем, планшайба увлекает за собой хомутик, а вместе с ним установленную в центрах заготовку.
Установка заготовок в патронах с поджимом задним центром – самый жесткий способ установки, обычно используется при обработке заготовок, у которых отношение длины к диаметру больше 2..3 при черновом точении. При переустановке заготовки для обработки ее с другой стороны точность центрирования теряется.
Многообразие видов поверхностей, обрабатываемых на токарных станках, привело к созданию большого числа конструкций токарных резцов. Главный принцип их классификации – технологическое назначение.
Согласно типовым схемам обработки на универсальных токарно-винторезных станках, обработку наружных цилиндрических поверхностей осуществляют проходными резцами с продольной подачей (рис.3,а); подрезание торцов – подрезными или отогнутыми резцами с поперечной подачей (рис.3,б).
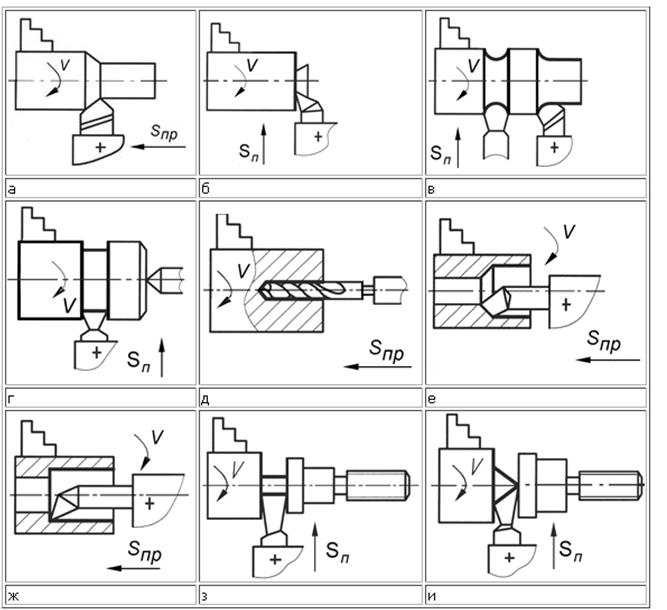
Рис.3. Схемы обработки на токарно-винторезном станке
Обработка наружных цилиндрических поверхностей
Обработка гладких наружных цилиндрических поверхностей производится следующим образом. Сначала определяют слой металла, который необходимо срезать с заготовки для получения деталей требуемой формы, размеров и шероховатости поверхности, затем определяют необходимое количество рабочих ходов и глубину резания, срезаемую за каждый проход.
Выбор режимов резания. Одним из средств достижения высокой производительности труда при токарной обработке является выбор рациональных режимов резания. Режимы резания зависят от обрабатываемого материала и материала резца, от припуска на обработку, допускаемой шероховатости поверхности детали, жесткости заготовки и резца, способа закрепления заготовки и резца, смазочно – охлаждающей жидкости (СОЖ) и других факторов.
Прежде всего, назначают глубину резания, стремясь по возможности срезать весь припуск за один рабочий ход. Если жесткость заготовки недостаточна или требуется высокая точность, то обтачивание выполняют за несколько рабочих ходов. Для чернового рабочего хода глубину резания обычно принимают 2…4 мм, для чистового – 0,5…2 мм. После назначения глубины резания выбирают подачу, которая зависит главным образом от допускаемой шероховатости поверхности готовой детали. Для черновых рабочих ходов принимают подачу 0,3…0,4 мм/об, а для чистовых 0,1…0,2 мм/об. Более точно подачу выбирают с помощью справочника.
Читайте также: Причины неисправности подшипника первичного вала
Далее определяют допустимую скорость резания. Основным фактором, от которого зависит скорость резания, является стойкость резца, которая характеризуется способностью выдерживать высокую температуру и сопротивляться истиранию режущей части, что в первую очередь зависит от материала рабочей части резца. Скорость резания тоже определяют по справочнику. Зная скорость резания и диаметр заготовки, можно определить частоту вращения шпинделя станка.
Обработка торцовых поверхностей и уступов.
Заготовку закрепляют в патрон так, чтобы вылет ее был по возможности минимальным. Торцовую поверхность можно обрабатывать двумя способами:
— с подачей по направлению к центру упорным резцом при срезании достаточно большого припуска .Если при подрезании торца приходится срезать большой припуск, то подача в направлениик центру, вызывает отжимающую силу, углубляющую резец в торец, в результате чего торец может получиться вогнутым;
— с подачей по направлению от центра используют при снятии припуска небольшой величины, обычно при чистовой обработке, это позволяет исправить вогнутость торца.
Короткие фасонные поверхности на токарно-винторезных станках обычно обтачивают с поперечной подачей фасонными резцами; длинные фасонные поверхности – проходными резцами с помощью копира – детали, устанавливаемой на станке и благодаря фасонному рабочему профилю изменяющей нужным образом траекторию перемещения инструмента.
Наружные резьбовые поверхности получают точением резцами (рис3 к), резцовыми головками, гребенками, плашками. Наиболее широко применяется способ нарезания одно- и многозаходных резьб резцами, форма режущих кромок которых определяется профилем нарезаемой резьбы. Этот способ пригоден для нарезания как наружных, так и внутренних резьб. В некоторых случаях для повышения производительности обработки за счет уменьшения числа рабочих ходов в качестве режущего инструмента используют резьбонарезные гребенки. Для нарезания наружной резьбы на винтах, болтах, шпильках и других подобных деталях применяют плашки; при этом участок детали, на котором нарезается резьба, должен иметь несколько меньший диаметр, чем наружный диаметр нарезаемой резьбы, что достигается предварительной обработкой. Внутренняя метрическая резьба диаметром до 50 мм может нарезаться метчиками.(рис.3л)
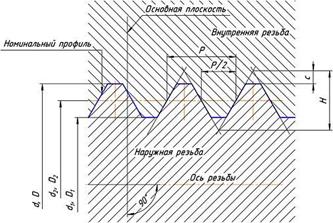
Основные параметры резьбы и единицы измерения:
Схема цилиндрической резьбы
- шаг (P) — расстояние между одноимёнными боковыми сторонами профиля, измеряется в долях метра, в долях дюйма или числом ниток на дюйм — это знаменатель обыкновенной дроби, числитель которой является дюймом. Выражается натуральным числом (например; 28, 19, 14, 11);
- наружный диаметр (D, d), диаметр цилиндра, описанного вокруг вершин наружной (d) или впадин внутренней резьбы (D);
- средний диаметр (D2, d2), диаметр цилиндра, образующая которого пересекает профиль резьбы таким образом, что её отрезки, образованные при пересечении с канавкой, равны половине номинального шага резьбы;
- внутренний диаметр (D1, d1), диаметр цилиндра, вписанного во впадины наружной (d1) или вершины внутренней резьбы (D1);
- ход (Ph) величина относительного перемещения исходной средней точки по винтовой линии резьбы на угол 360°