
В технологии машиностроения в понятие «валы» принято включать собственно валы, оси, пальцы, штоки, колонны и другие подобные детали машин, образованные наружными поверхностями вращения при значительном преобладании длины над диаметром. Конструктивное разнообразие валов вызывается различным сочетанием цилиндрических, конических, а также зубчатых (шлицевых), резьбовых поверхностей. Валы могут иметь шпоночные пазы, лыски, осевые и радиальные отверстия.
Первые технологические переходы при изготовлении ступенчатых валов – подготовка технологических баз, т.е. подрезка торцов и их зацентровка. В зависимости от масштаба выпуска валов эти переходы можно выполнять с применением различного оборудования.
При обработке заготовок нежестких валов необходимо дополнительно проточить или шлифовать шейки под люнет.
Торцы заготовок имеют дефекты, обусловленные способом получения заготовок (штамповочные уклоны, сколы, неперпендикулярность и т.п.). Поэтому первой операцией обычно является обработка торцов с целью устранения дефектов и получения общей длины вала в пределах, заданных чертежом. Исключение составляют заготовки, полученные на отрезных автоматах или токарно-отрезных станках, обеспечивающих точность по длине в пределах 0,5 мм.
Торцы, имеющие припуск, можно обрабатывать на токарных и фрезерных станках, фрезерно-центровальных, протяжно-центровальных полуавтоматах. При обработке на фрезерно-центровальном полуавтомате МР-76М барабанного типа (рис. 8) вначале устанавливают заготовку (позиция 1); затем выполняют фрезерование торцов (позиция II) и центрование отверстий (позиция III). На каждой позиции инструменты имеют индивидуальные подачи. После окончания обработки барабан с приспособлениями поворачивается на угол 120 ° для смены позиций.
 |
| Рисунок 8 – Схема обработки заготовки на фрезерно-центровальном полуавтомате МР-76М |
Основными базами подавляющего большинства валов являются поверхности его опорных шеек. Однако использовать их в качестве технологических баз для обработки наружных поверхностей, как правило, затруднительно, особенно при условии сохранения единства баз. Поэтому при большинстве операций за технологические базы принимают поверхности центровых отверстий с обоих торцов заготовки, что позволяет обрабатывать почти все наружные поверхности вала на постоянных базах с установкой его в центрах.
При этом может возникать погрешность базирования, влияющая на точность взаимного расположения шеек, равная величине несовпадения оси центровых отверстий и общей оси опорных шеек.
Для исключения погрешности базирования при выдерживании длин ступеней от торца вала необходимо в качестве технологической базы использовать торец заготовки. С этой целью заготовку устанавливают на плавающий передний центр.
Использование центров в качестве установочных элементов (рис. 9) предусматривает применение того или иного поводкового устройства, передающего крутящий момент заготовке. Такими устройствами являются поводковые патроны, хомутики и т.п.
Основные способы установки валов приведены на рис. 10 – 13.
 |
| Рисунок 9 – Установка вала в центрах с поводковым патроном |
 |  |
| Рисунок 10 – Установка вала в патроне (L/D 4) | Рисунок 13 – Установка вала в центрах с люнетом (7 10) |
Например, черновой базой при фрезеровании торцов валов и их зацентровке обычно служит цилиндрическая поверхность вала, устанавливаемая в двух самоцентрирующих призмах, и торец вала (по откидному упору). Последующая обработка валов осуществляется в центрах (искусственная технологическая база). При обработке ступенчатых валов на настроенных станках (многорезцовых, гидрокопировальных, многопозиционных) для обеспечения точности линейных размеров необходимо предусмотреть при выполнении первой операции достижение требуемой точности глубины зацентровки и ее контроль. В случаях, когда дальнейшая обработка заготовок производится с применением специальных пружинных центров-поводков, обеспечивающих поджим торца вала к соответствующему упорному торцу центра-поводка, это требование не обязательно. При обработке валов в большинстве случаев удается осуществить принцип постоянства базы и все операции выполнить на базе центровых отверстий. В этом случае правильность геометрической формы наружных поверхностей вращения в значительной степени определяется точностью формы и качеством поверхности центровых отверстий.
Читайте также: Датчики коленчатого вала ниссан примера
- Конспекты лекций по дисциплине «Технология машиностроения» (Основные понятия и определения. Основы базирования. Точность и погрешности при изготовлении изделий. Основы проектирования технологических процессов) , страница 5
- Типовые схемы базирования деталей
- Примеры наиболее распространенных схем базирования
Конспекты лекций по дисциплине «Технология машиностроения» (Основные понятия и определения. Основы базирования. Точность и погрешности при изготовлении изделий. Основы проектирования технологических процессов) , страница 5
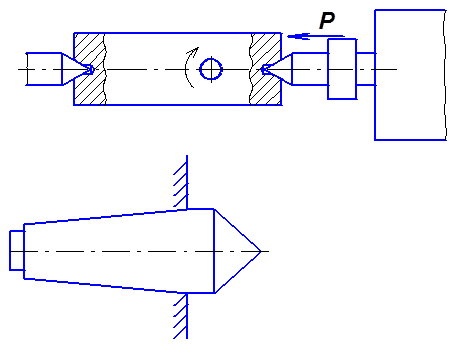
Рисунок 24 Базирование в центрах
При анализе реальной схемы базирования должны применяться все классификационные признаки базы.
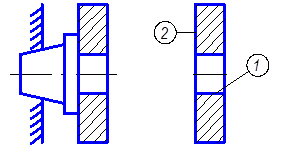
Рисунок 25 Базирование на оправке
Пов. 1 – технологическая ТДОБ явная.
2. Условные обозначения баз в технологической документации.
3. Типовые схемы базирования различных заготовок.
Базирование заготовок типа корпусных деталей.
При базировании заготовок такого класса в качестве баз в большинстве случаев используются плоскости, а также сочетание плоскости и отверстий.
При базировании по плоскостям рекомендуется следующее расположение опорных точек.
На плоскости имеющей наибольшую площадь располагаются 3 опорные точки и наз. установочной базой.
На плоскости, имеющей большие протяженности, располагаются 2 опорные точки с наибольшим удалением. Такая база наз. направляющая.
Шестая опорная точка располагается на любой опорной поверхности выбранной для базирования.
Заготовка лишенная всех степеней свободы наз. полностью сбазированной.
Если заготовка лишена меньшего числа степеней свободы, то это наз. неполное или частичное базирование.
Как правило, на производстве необходимости полного базирования нет.
Минимальное количество степеней свободы, которых можно лишить
заготовку –3.
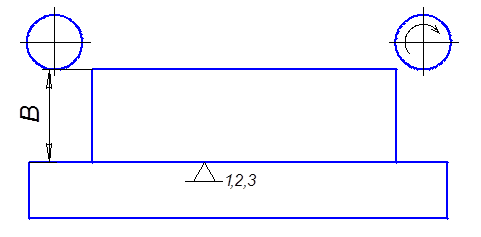
Рисунок 26 Базирование на плоскости
Схема базирования типа корпусной детали.
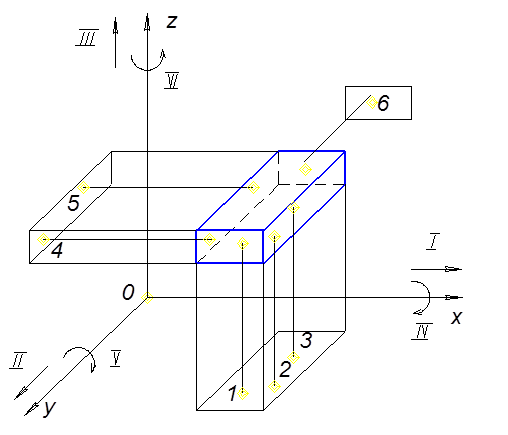
Рисунок 27 Схема базирования корпусной детали
Типовые схемы базирования деталей

Типовые схемы базирования деталей
Наименование типа деталей
Теоретические схемы базирования и их характеристика
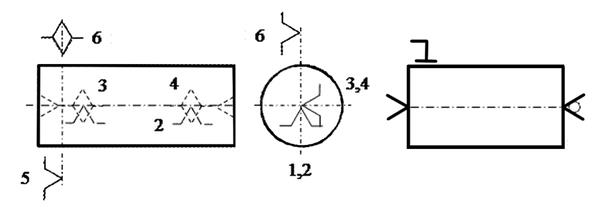
Неполная схема базирования. 1,2,3 – установочная технологическая база.
Применяется при получении в процессе обработки размеров в направлении, перпендикулярном установочной базе.
Полная схема базирования 1,2,3 – установочная технологическая база; 4,5 – направляющая технологическая база; 6 – опорная технологическая база.
Применяется при получении в процессе обработки размеров в направлении трех координатных осей.

применяется на операциях чистовой обработки поверхностей после создания баз (плоскости и двух отверстий)
Схема базирования — установочная технологическая база; 4 – опорная технологическая база; 5,6 — двойная опорная технологическая база

Применяется на черновых операциях при обработке базовых для последующих операций поверхностей
Полная схема базирования 1,2,3 – установочная технологическая база; 4,5 – скрытая направляющая технологическая база; 6 – скрытая опорная технологическая база

Применяется при обработке вспомогательных поверхностей при базировании по плоскости и двум отверстиям
Полная схема базирования 1,2,3 – установочная технологическая база; 4,5 – направляющая технологическая база; 6 – опорная технологическая база.

Применяется на операции предварительной обработки, а также при создании постоянных технологических баз.
1,2,3 – технологическая база; 4,5 – двойная опорная технологическая база; 6 – опорная технологическая база.

Применяется при обработке торцевых поверхностей и центровых отверстий, а также при обработке основных и вспомогательных поверхностей.
Полная схема базирования 1,2,3,4 – скрытая двойная направляющая база; 5 – опорная технологическая база

Применяется при обработке вспомогательных поверхностей.
Читайте также: Валы кпп газ 31029
Полная схема базирования 1,2,3,4 — скрытая двойная направляющая база; 5 – опорная технологическая база.
В самоцентрирую — щихся призматических тисках с подвижным упором.

В центрах с поводковым патроном и подвижным люнетом.

В центрах с поводковым патроном и неподвижным люнетом.

В центрах с вращающимся и рифленым (поводковым) центром.

В трехкулачковом самоцентрирующемся патроне без упора в торец.

В трехкулачковом самоцентрирующемся патроне и вращающемся центре.
Примеры наиболее распространенных схем базирования
Принцип постоянства баз
При разработке технологического процесса следует стремиться к использованию одной и той же технологической базы, не допуская без особой необходимости смены технологических баз (не считая смены черновой базы). Это объясняется тем, что всякая смена технологической базы увеличивает погрешность взаимного расположения поверхностей. На практике встречаются случаи, когда выполнение требования постоянства баз ведёт к чрезмерному усложнению конструкций и приспособлений и их удорожанию. В этом случае технолог производит соответствующие размерные расчёты и меняет базы. Часто бывает удобно использовать настроечные технологические базы при построении всего процесса обработки по принципу концентрации операций, то есть обработка заготовки осуществляется за небольшое число сложных по своему содержанию операций с применением различных инструментов, многопозиционных станков с ЧПУ, автоматов и групповой обработки.
При обработке крупных изделий в условиях мелкосерийного и единичного производства использование настроечных баз экономически нецелесообразно, поэтому зачастую употребляют поверочные базы. При построении технологического процесса по принципу дифференциации операций, то есть изготовлении заготовки с помощью большого количества простых операций, состоящих из одного-двух переходов, наиболее удобно использовать элементные контактные технологические базы. Для повышения точности и создания определенности ориентирования заготовки в приспособлении с помощью опорных технологических баз в качестве базирующей поверхности рекомендуется выбирать поверхности простой формы (плоскости, цилиндры), так как точность их обработки наиболее высока. Число технологических баз должно быть дано для точной ориентации заготовки, при которой обеспечивается получение всех размеров для заданной операции. При этом возможно использование одной, двух либо трех баз; следует иметь в виду, что увеличение количества технологических баз на протяжении всего маршрута обработки однозначно ведёт к усложнению оснастки.
1. Установка вала в индивидуальном переднем центре поводком и вращающемся заднем центре (рис. 11). Ось левого центрового отверстия – технологическая двойная опорная скрытая база. Ось правого центрового отверстия – технологическая двойная опорная скрытая база. Поверхность левого центрового отверстия является технологической опорной явной базой (точка 5). В процессе зажима хомутиком реализуется технологическая опорная скрытая база. Закрепление заготовки осуществляется люнетом.
2. Установка короткого вала в самоцентрирующем патроне без опоры по торцу (рис. 12). Установка вала в длинных кулачках центрирует деталь по цилиндрической наружной поверхности, его ось является технологической двойной направляющей скрытой базой (точки 1-4); правый торец вала при выставке вылета с помощью штангенциркуля.
Правый торец – технологическая опорная явная база. В процессе зажима кулачками реализуется технологическая опорная скрытая база по диаметральному сечению вала.
3. Установка вала в самоцентрирующий трёхкулачковый патрон с упором по торцу (левому) и во вращающемся центре (рис. 13).
Ось цилиндра – технологическая двойная направляющая скрытая база. Левый торец – технологическая опорная явная база. Силой зажима реализуется по диаметральному сечению технологическая опорная скрытая база.
Читайте также: Вес карданного вала урал 4320
4. Бесцентровое сквозное шлифование «на проход» (рис. 14). Самобазирование вала происходит по обрабатываемой наружной цилиндрической поверхности. Технологическая двойная направляющая база – точки 1-4. Базирование по длине и от поворота от оси происходит за счет трения в зоне шлифования по технологическим опорным скрытым базам.
5. Установка детали типа диска в двух-, трехкулачковом патроне с ориентацией по торцу. Левый торец – технологическая установочная явная база. Ось наружной цилиндрической поверхности технологическая вторая опорная скрытая база. При закреплении детали по диаметральному сечению реализуется технологическая опорная скрытая база.
6. Закрепление детали типа диск на разжимной самоцентрирующейся оправке (рис. 15).
7. Установка вала на призме (рис. 16).
Ось призмы – технологическая двойная направляющая скрытая база (точки 1-4). Левый торец – технологическая опорная явная база (точка 5). Силой зажима реализуется технологическая опорная скрытая база (точка 6).
8. Установка вала с отверстием на цилиндрической гладкой оправке (рис. 17).
Цилиндрическая поверхность отверстия – технологическая двойная направляющая явная база. Левый торец – технологическая опорная явная база. При закреплении деталь фиксируется от поворота с помощью технологической опорной скрытой базы по диаметральному сечению.
9. Установка вала с отверстием на разжимной оправке (рис. 18).
Ось внутренней цилиндрической поверхности – технологическая двойная направляющая скрытая база. Левый торец – технологическая опорная явная база. Силой зажима реализуется технологическая опорная скрытая база по диаметральному сечению.
10. Протягивание длинного отверстия во втулке (рис. 19).
Протяжка самоцентрируется по оси протягиваемого отверстия – это технологическая двойная направляющая скрытая база. Торец – технологическая опорная явная база. Силой трения реализуется технологическая опорная скрытая база.
11. Протягивание короткой втулки (рис. 20).
Левый торец – технологическая установочная явная база. Ось отверстия (внутренняя) – технологическая двойная опорная скрытая база. Точка 6 – технологическая опорная скрытая база.
12. Установка корпусной детали на плоскости основанием и по двум боковым сторонам (рис. 21).
Плоскость основания – технологическая установочная явная база (точки 1-3). Наиболее протяжённая боковая поверхность – технологическая направленная явная база (точки 4,5). Точка 6 – технологическая опорная явная база.
13. Установка корпусной детали на плите и по двум отверстиям в ней (в детали), рис. 22. Точки 1-3 – технологическая установочная явная база. Поверхность базового отверстия в контакте с цилиндрическим пальцем – технологическая двойная опорная явная база. Поверхность правого отверстия в контакте со срезанным пальцем – технологическая опорная явная база. (точка 6).

14. Базирование шатуна на плоскости с упором в торец и на двух срезанных пальцах (рис. 23). Точки 1-3 – технологическая установочная явная база. Точка 4 – технологическая опорная явная база. Точки 5,6 – технологическая опорная явная база.
15. Установка заготовки на плоскость магнитной плиты шлифовального станка (рис. 24). Точки 1-3 – технологическая установочная явная база. Точки 4,5, лежащие на продольной оси симметрии, – технологическая направленная скрытая база. Поперечная (вертикальная) ось симметрии – технологическая опорная скрытая база.
4. ТОЧНОСТЬ В МАШИНОСТРОЕНИИ
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала