
Биение характеризует точность изготовления подвижных частей шпинделя – вала и посадочных узлов подшипников. От того, насколько качественно изготовлен шпиндель, зависит величина биения. В данной статье описывается, что такое биение, какие последствия оно вызывает и как устранить биение шпинделя.
Биение является характеристикой геометрической точности изготовления вала – круглости его поперечного сечения, неизогнутости оси вращения, точности посадки вала на подшипники.
Различают следующие виды биения:
Из названных видов биений радиальное биение является одной из важнейших характеристик шпинделя. Радиальное биение – разность между наибольшим и наименьшим расстояниями точек реального профиля поверхности вращения до базовой оси.
На практике радиальное биение валов зависит от следующих отклонений вала от идеальной формы:
поперечное сечение вала некруглое (например, сечение имеет слегка овальную форму)
вал имеет изгиб, обуславливающий биение консольной части вала (на которую крепится цанга)
посадочные гнёзда подшипников имеют зазор или шейки посадочных гнёзд изношены
Радиальное биение вызывает следующие неприятные следствия:
повышенную нагрузку на подшипники (за счёт несбалансированности вала при вращении)
нагрев подшипников за счёт нагрузки и неправильного положения вала и подшипников
снижение точности обработки заготовок (за счёт смещений фрезы при каждом обороте)
вибрации при работе шпинделя (вибрация передаётся на весь станок)
Как убрать биение шпинделя? Для устранения биения шпинделя проводятся следующие операции:
правка валов (при изогнутой оси вала)
центрирование и восстановление посадочных мест подшипников
Все эти операции проводятся в условиях специализированной мастерской, гарантирующей качественное выполнение работ.
Следует обратить внимание, что наилучшим ответом на вопрос – как устранить биение шпинделя? – является покупка качественного шпинделя с минимальным биением. Предлагаемые нашей компанией шпиндели ET изначально имеют минимальное биение за счёт качественного изготовления всех компонентов шпинделя и строгого контроля качества в процессе сборки.
В случае, если на вашем шпинделе биение появилось в процессе работы – существует услуга по ремонту и восстановлению шпинделя. В этом случае проводится диагностика, выявляющая причины биения вала и проводятся соответствующие ремонтные операции, ликвидирующие биение.
Подробности по вопросу «как убрать биение шпинделя» можете узнать у наших специалистов по телефону 8 (499) 653-52-64 , либо отправив заявку через форму обратной связи на сайте.
- Большая Энциклопедия Нефти и Газа
- Радиальное биение — вал
- Почему появляется биение шпинделя и как это можно эффективно устранить?
- Какие бывают типы биения?
- Эффективные методы ликвидации биения
- Мастер показал способ, как выровнять вал электродвигателя без использования токарного станка
- Выравнивание вала двигателя
- Центровка валов для насаживания муфт
- Центровка валов
- Радиальное биение вала и полумуфт
- Центровка валов при помощи одной или двух пар радиально-осевых скоб
- Центровка валов по полумуфтам
Большая Энциклопедия Нефти и Газа
Радиальное биение — вал
Радиальное биение вала может быть также обусловлено его прогибом превращении и прочими причинами. [2]
Радиальное биение валов контролируют индикаторами часового типа предварительно при установке валов в центрах и окончательно после монтажа передачи. Величина радиального биения 6В не должна превышать значений, приведенных в табл. 7, а радиальное биение звездочек — величин, указанных в табл. 24 гл. [3]
Радиальное биение вала не должно превышать 0 05 мм. [4]
Радиальное биение вала происходит в результате несовпадения ( смещения) геометрических центров дорожек качения и отверстий внутренних колец подшипников, а также погрешностей самого вала. [5]
Радиальное биение вала обусловлено смещением геометрических центров дорожек качения и отверстий внутренних колец подшипников, а также Погрешностями самого вала. [6]
Радиальное биение вала не должно превышать 0 05 мм. Вкладыши подшипников трансмиссионного вала, вынутые ранее, смазывают и монтируют без регулировки зазоров между валом и вкладышем. [7]
Проверку радиального биения вала производят индикатором. [9]
Допуск радиального биения вала относительно оси конуса 0 01 мм. [10]
В некоторых случаях радиальное биение валов малых размеров ограничено величиной 0 05 мм и валов больших диаметров 0 1 мм; при этом несоосность вала составляет не более 0 05 — 0 1 мм, а осевое биение — не более 0 4 — 0 8 мм. [11]
Читайте также: Как снять муфту с промежуточного вала
Для устранения влияния радиального биения вала на точность воспроизводимой функции, не сменные в эксплуатации коноиды, например, геометрические, желательно крепить на валу с учетом возможности обработки на нем же. [12]
Для устранения влияния радиального биения вала на точность воспроизводимой футищяя, не смеяяие в акеияуа — тации коноиды, например, геометрические, желательно крепить на валу с учетом возможности обработки на нем же. [13]
В отдельных случаях допускается радиальное биение вала , независимо от величины его диаметра, до 0 1 мм, несоосность 0 1 — 0 2 мм и осевое биение 0 8 — 1 мм. [14]
Перед проверкой центровки валов необходимо проверить радиальное биение валов в районе уплотнений и других сечениях по рекомендации завода-изготовителя, а также радиальное и осевое биения полумуфт. [15]
Почему появляется биение шпинделя и как это можно эффективно устранить?
Биение определяет,насколько точно изготовлены подвижные составляющие такого элемента в устройстве как шпиндель – посадочные узлы подшипников и вал. Качество шпинделя обуславливает величину биения. В статье мы рассмотрим, почему образуется биение, какие могут быть последствия и как нужно действовать, чтобы устранить биение шпинделя.
Нужно учитывать, что биение данной составляющей устройства характеризует точность (с точки зрения геометрии) производства вала. А именно: точность его помещения на подшипники, отсутствие изогнутости оси, округлость поперечного сечения.
Какие бывают типы биения?
Существуют следующие виды биения:
Среди перечисленных видов радиальное биение считается ключевым показателем. Оно показывает разницу между максимальной и минимальной дистанцией зон профиля до оси. Зависит данное биение от таких отличий вала от корректного вида:
- сечение (поперечное) имеет не круглое, а немного овальное;
- у вала есть изгиб, из-за чего возникает биение части, к которой подсоединяется цанга;
- шейки гнезд стали непригодными в результате износа;
- на гнездах подшипников образовались небольшие зазоры.
Последствия радиального биения:
- подшипники систематически подвергаются интенсивным нагрузкам;
- подшипники перегреваются;
- высокая вероятность ухудшения точности изготовления продукции;
- возникает вибрация, негативно сказывающаяся на функционировании всего устройства.
Эффективные методы ликвидации биения
Чтобы устранить некорректную работу аппарата из-за биения, необходимо выполнить такие манипуляции:
- если изогнута ось, можно сделать правку вала;
- сбалансировать вал;
- восстановить посадочные зоны для подшипников.
Такие действия являются ключевыми в вопросе: «Как устранить биение шпинделя?».
Следует заметить, что перечисленные манипуляции должен осуществлять квалифицированный и опытный мастер в условиях мастерской, оснащенной узкоспециализированным оборудованием.
Чтобы снизить вероятность выхода из строя шпинделя, покупайте детали в специализированных сервис-центрах.
Наш сервисный центр промышленного оборудования СЦПО предлагает высококачественную продукцию, а также профессиональный и успешный ремонт шпинделей со 100% точной диагностикой неполадок.
Мы работаем по всей России. Для заказа услуги вы можете нам позвонить, заказать обратный звонок или же заполнить на сайте заявку. Мы всегда сможем оказать профессиональную техпомощь и поддержку.
Мастер показал способ, как выровнять вал электродвигателя без использования токарного станка

Биение вала на электродвигателе встречается часто — особенно после длительной эксплуатации. Но, к счастью, данную проблему можно решить, не обращаясь к токарю.
Автор YouTube канала GOOD_WOOD поделился способом, как выровнять вал электродвигателя в условиях домашней мастерской без использования токарного станка. Берите на заметку.
Первое, что необходимо будет сделать перед началом работы — жестко закрепить двигатель на поверхности рабочего стола.
Это нужно для того, чтобы в процессе выравнивания вала он «не гулял» из стороны в сторону.
Конечно, нет смысла «дырявить»для этого столешницу. Поэтому сначала надо прикрутить станину двигателя на болты с гайками к толстой доске. А затем доску можно будет прикрепить к столу с помощью струбцин.
Читайте также: Как включается компрессор кондиционера опель корса д


Советуем также прочитать статью: как сделать переносной складной столик для работы в домашней мастерской или в гараже . Очень полезная самоделка, которая сэкономит место, если помещение небольшое.
Выравнивание вала двигателя
Основная работа заключается в обтачивании вала двигателя с помощью болгарки и отрезного круга. Необходимо предельно аккуратно сошлифовать неровность.

Обратите внимание: для данной работы желательно использовать отрезные диски толщиной не менее 2,2 мм. Лучше всего подойдет диск толщиной 3 мм.
Включаем электродвигатель, потом включаем болгарку, и потихоньку, без особого нажима, касаясь поверхности вала, обрабатываем его.
Подробно о том, как выровнять кривой вал электродвигателя, можно посмотреть в авторском видеоролике.
Центровка валов для насаживания муфт

Центровка валов
По конструкции валы могут работать или совместно на изгиб и кручение (основной случай) или только на кручение (что реже), оси — работают только на изгиб. Основное их отличие в том, что
Для правильной оценки прочности вала следует внимательно назначать воспринимаемую им рассчетную нагрузку, с учетом наибольших, хоть и редко встречаемых значений, так и в части ее изменений во времени с учетом абсолютных и относительных нагрузок различных уровней, важно насколько возможно точно выявить характер и величину нагрузок. Основным условием, определяющим надежность и долговечность эксплуатации электрических машин является правильно выполненная центровка валов.
Центровка валов включает в себя две основные операции: выверку оси общего вала (выверку линии валов) и собственно центровку, то есть устранение боковых и угловых смещений машин и механизмов.
Для обеспечения правильного распределение нагрузок между подшипниками валы соединяемых машин должны быть установлены в такое положение, при котором торцовые плоскости полумуфт в горизонтальной и вертикальной плосткостях будут параллельны, а оси валов продолжением одна другой, без смещений. Под действием собственного веса ротора ось вала каждой электрической машины принимает несколько изогнутую форму. Если соединяемые валы установить строго горизонтально, то изгибы осей валов приведут к тому, что торцовые плосткости полумуфт не будут параллельны и получат раскрытие сверху. В этом случае оси валов будут продолжением одна другой. При работе такого агрегата его валы будут вибрировать, оказывая вредное влияние на подшипники и другие части механизма.
Выверка линии валов по уровню. При одновременном монтаже двух частей (например, двигатель и генератор), для выполнения этой операции есть несколько способов.
Несоосностью валов называют такое их взаимное расположение, при котором центрируемые оси и имеют боковое (радиальное) или угловое (осевое) смещение относительно друг друга.
Величины допустимых смещений определяются конструецией применяемых муфт, имеющих разную компенсационную способность. Под компенсационной способностью следует понимать способность некоторых типов муфт компенсировать неточность выверки соосности валов соединяемых машин.
Валы, соединяемые при помощи жесткой поперечно-свертной муфты практически не допускают боковых и угловых смещений так как при таком соединении они должны работать как общий вал.
Технологическая последовательность операций по монтажу электрических машин зависит от их габаритов и способов поставки (в собранном или разобранном виде).
Перед центровкой валов должны быть выполнены следующие подготовительные работы: подготовка рабочего места; проверка шеек валов, проверка состояния полумуфт к насадке, нагрев полумуфт, насадка полумуфт, очистка и осмотр вкладшей подшипников, проверка положения шеек вала в нижних вкладышах, предварителльная проверка совпадения линии валов, проверка радиального биения валов и полумуфт, проверка полумуфт на осевое биение.
Читайте также: Подшипник для компрессора кондиционера от чего подходит
Остановимся на наиболее важных моментах
Отверстие в ступице и посадочная часть вала должны иметь форму цилиндра. Для тяжелых условий работы полумуфты насаживают на валы в горячем состоянии с натягом, обеспечивающим необходимую прочность насадки. Величина натяга считается достаточной, если диаметр отверстия в ступице полумуфты, насаживаемой в горячем состоянии будет до нагревания меньши диаметре посадочного конца вана на 0,08-0,1 мм. на каждый 100 мм. диаметра вала.
При такой разнице в диаметрах создается натяг, обеспечивающий достаточную прочность насадки. Допускать слишком большую величину натяга не следует, так как это может привести к разрыву ступицы, при меньшем натяге возможно провертывание полумуфт на валу при передаче больших моментов.
При насадке полумуфт посадочный конец вала и отверстие в ступице должны быть очищены от осевшей на них пыли, заусенцев, шероховатостей и т.п.
Небольшие полумуфты с призматической шпонкой в холодном состоянии насаживают вручную. Для насадки полумуфты в горячем состоянии заранее подготавливают приспособления для переноса нагретой муфты, а также для ее насадки.
У двигателей с коническим концом вала на валу предусмотрена нарезка и коническая полумуфта насаживается на вал путем затяжки гайкой.
Перед сопряжением валов проверяют радиальное и осевое биение валов и насаженных полумуфт. Совпадение линий валов предварительно проверяют по полумуфтам при помощи измерительных инструментов.
Радиальное биение вала и полумуфт
Радиальное биение вала проверяют в нескольких плосткостях по длине вала. При этом окружность вала делят на восемь равных частей. Для проверки используют индикатор часового типа, который устанавливают на жесткое основание с таким рассчетом, чтобы измерительный стержень индикатора касался поверхности вала. Для проверки муфт на осевое биение два индикатора устанавливают в диаметрально противоположных точках торца полумуфты на одинаковом расстоянии от оси вращения вала. Для замеров окружность делят на четное число равных частей (например на 8) и торцевое биение определяют на основании восьми пар замеров. Если замер произведен правильно, то сумма верхего и нижнего зазоров равна сумме боковых зазоров (или разница не более 0,03 мм.).
В практике электромонтажных организаций применяют ряд своих способов центровки валов. К ним относятся:
Центровка валов при помощи одной или двух пар радиально-осевых скоб
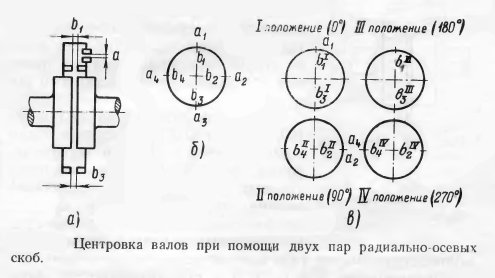
При угловых смещениях валов т.е. когда а1+а3 больше или меньше а2+а4 (или b1+b3 больше или меньше b2+b4) для центровки рекомендуется применять две пары скоб, сдвинутых одна относительно другой на 180 градусов, как показано на рисунке а, причем одной парой скоб измеряют боковые и угловые зазоры, а другой только угловые на одинаковом расстоянии от оси, измерения проводят при повороте ротора на 0,90,180 и 270 градусов. После измерений проводят необходимые корректировки и перемещения.
Центровка валов по полумуфтам
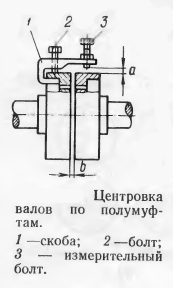
В скобу вворачивают измерительный болт с контргайкой, боковые зазоры измеряют при помощи щупа между измерительным болтом (или индикаторов) и внешней поверхностью полумуфты, а угловые зазоры — между торцами полумуфт.
В каждом положении полумуфт (0,90,180,270) замеряют один боковой замер и два или четыре угловых зазора. Средние значения угловых зазоров при нескольких замерах определяют как среднее арифметическое путем деления суммы числовых значений зазоров на количество замеров.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала
- Правообладателям
- Политика конфиденциальности