

Устройство УВВ-03 для центровки механизмов в процессе выполнения работ по пуско-наладке и ремонту приводов с редукторами, роторными и поршневыми механизмами, валы которых передают крутящий момент посредством муфт.
Отличительной особенностью устройства является универсальность, быстрота и точность выполнения работ. Расчеты несоосности и необходимые перемещения лап «подвижного» механизма для одновременного устранения излома и смещения осей выполняются специальными программами, установленными в микропроцессорный прибор 107В. При этом отсутствует необходимость в выполнении работ высококвалифицированным персоналом.
- Работа с устройством УВВ-03
- Комплект поставки
- Устройство выверки соосности валов УВВ-03
- Устройство УВВ-03
- Особенности устройства
- Конструкция и принцип работы
- УВВ-03 устройство выверки соосности валов
- Техническая характеристика УВВ-03:
- Устройство выверки УВВ-03
- Применение прибора для выверки УВВ-03
- Преимущества
- Порядок центровки механизмов Универсальным устройством УВВ-03
- Порядок установки прибора УВВ-03
- Комплектация
Работа с устройством УВВ-03
При выполнении работ по центровке с использованием устройства УВВ-03 совместно с микропроцессорным прибором 107В значительно снижается трудоемкость и повышается точность. Устройство устанавливается на механизмы в широком габаритном диапазоне. Расчетные программы, выполнены таким образом, что отсутствует необходимость в многократном проворачивании валов в процессе выполнения работ (при центровке в горизонтальной плоскости индикаторы все время находятся в положении 3 часа).
Достаточно после каждого перемещения «подвижного» механизма ввести новые показания индикаторов в программу прибора, после чего на дисплей выводятся новые значения несоосности и необходимые перемещения лап «подвижного» механизма для одновременного устранения смещения и излома осей. На дисплей прибора выводятся также значения показаний индикаторов точной центровки. Процесс выполнения центровки отслеживается по индикаторам в реальном времени и, при приближении стрелок индикаторов к значениям показаний точной центровки, вводятся данные показаний индикаторов в пробор, который рассчитывает значения излома и смещения осей и дополнительные перемещения лап подвижного механизма.
После установки расчетных подкладок точность центровки в вертикальной плоскости контролируется по индикаторам после разворота валов с установленными индикаторами в положение 12 часов аналогично контролю в горизонтальной плоскости.
Специальные программы позволяют выполнять центровку механизмов с учетом тепловой расцентровки в горизонтальной и вертикальной плоскостях. В прибор также введены программы, позволяющие выполнять центровку валов с промежуточным валом. По желанию потребителя в прибор могут быть введены программы, позволяющие выполнять другие виды центровок (валопроводов, вертикальных механизмов и т.п.).
При отсутствии необходимых подкладок, рекомендованных программой, пользователь имеет возможность подобрать подкладки из имеющихся в наличии и ввести их значения в расчетную программу, которая пересчитает ожидаемую центровку после установки таких подкладок под лапы «подвижного» механизма.
Комплект поставки
- Устройство выверки соосности валов УВВ-03
- Паспорт изделия
- Руководство по эксплуатации
- Сертификат или отказное письмо на УВВ-03
Устройство выверки соосности валов УВВ-03




Устройство выверки соосности валов УВВ-03 предназначено для:
- определения величины расцентровки валов механизмов;
- выполнения центровки;
- определения и устранения «мягкой лапы»;
- определения биений полумуфт и валов;
- расчетов ожидаемой центровки в вертикальной плоскости.
Устройство выверки валов УВВ-03 применяется в процессе выполнения работ по пуско-наладке и ремонту приводов с редукторами, роторными и поршневыми механизмами, валы которых передают крутящий момент посредством муфт для центровки механизмов. Может также провести центровки с учетом известной тепловой расцентровки как в вертикальной, так и в горизонтальной плоскости. Также в приборе есть программы, которые позволяют выполнять центровку валов с промежуточным валом.
В состав устройства выверки валов УВВ-03 входит набор приспособлений для установки индикаторов и выполнения измерений и микропроцессорный прибор 795МЮ7В для выполнения расчетов.
Устройство УВВ-03


Доставка от ТК от 1-2 дней
Доставка Почтой России 1–2 дня
Связаться с нашим менеджером и сообщить о неисправности
Устройство выверки соосности валов УВВ-03 для центровки механизмов в ходе исполнения работ по ремонту и пуско-наладке с редукторами, поршневыми и роторными инструментами, рабочие валы которых предоставляют передачу крутящегося момента при помощи муфт.
Особенности устройства
Устройство УВВ-03 имеет точность исполнения работ, обладает быстротой и универсальностью. Расчеты несоосности, а также требуемые передвижения лап «подвижного» механизма в целях синхронного предотвращения излома и сдвига осей исполняются особыми программами, которые устанавливаются в микропроцессорное устройство 107В.
Конструкция и принцип работы
Прибор для центровки механизмов вместе с микропроцессорным устройством 107В при осуществлении работ по центровке снижается трудоемкость и увеличивается точность.
Устройство устанавливается на механизмы в габаритном масштабном диапазоне. За счет программы нет необходимости в частом проворачивании валов в работе (в результате центровки в горизонтальной поверхности индикаторы находятся все время в положении три часа).
После каждого передвижения «подвижного» механизма достаточно ввести новые значения индикаторов в программу прибора, в следствии этого на дисплее появятся новые параметры несоосности, а также надлежащие передвижения лап «подвижного» механизма для синхронного предотвращения излома и смещения осей. На дисплее прибора выводятся показания индикаторов точной центровки. Выполнение центровки контролируется по индикаторам в реальном времени и при ускорении стрелок индикаторов к величинам точной центровки, вносятся сведения значений индикаторов в устройство, которое просчитывает величины смещения и излома осей, а также вспомогательные перемещения лап подвижного механизма. После того как установятся расчетные прокладки точности центровки в вертикальной поверхности, происходит контроль по индикаторам в 12-ти часовом положении аналогично контролированию в горизонтальной поверхности.
Читайте также: Замена приводного вала корона премио
Специальные программы выполняют центровку механизмов в соотношении с тепловой расцентровкой в вертикальной и горизонтальной плоскостях. В устройства выверки валов УВВ-03 также встроены программы, которые могут осуществлять центровку валов с промежуточным валом, а также при необходимости могут быть встроены программы, которые могут осуществлять и другие виды центровок (вертикальных механизмов, валопроводов и т.д.). В случае отсутствия нужных прокладок, которые рекомендуются программой, потребитель может подобрать имеющиеся в наличии прокладки и ввести из параметров в расчетную программу, которая пересчитывает
механический/индикаторный с набором заданных программ
УВВ-03 устройство выверки соосности валов

Предлагаем Вашему вниманию устройство УВВ-03 для центровки механизмов в процессе выполнения работ по пуско-наладке и ремонту приводов с редукторами, роторными и поршневыми механизмами, валы которых передают крутящий момент посредством муфт.
Отличительной особенностью устройства является универсальность, быстрота и точность выполнения работ. Расчеты несоосности и необходимые перемещения лап «подвижного» механизма для одновременного устранения излома и смещения осей выполняются специальными программами, установленными в микропроцессорный прибор 107В. При этом отсутствует необходимость в выполнении работ высококвалифицированным персоналом.
При выполнении работ по центровке с использованием устройства УВВ-03 совместно с микропроцессорным прибором 107В значительно снижается трудоемкость и повышается точность. Устройство устанавливается на механизмы в широком габаритном диапазоне. Расчетные программы, выполнены таким образом, что отсутствует необходимость в многократном проворачивании валов в процессе выполнения работ (при центровке в горизонтальной плоскости индикаторы все время находятся в положении 3 часа).
Достаточно после каждого перемещения «подвижного» механизма ввести новые показания индикаторов в программу прибора, после чего на дисплей выводятся новые значения несоосности и необходимые перемещения лап «подвижного» механизма для одновременного устранения смещения и излома осей. На дисплей прибора выводятся также значения показаний индикаторов точной центровки. Процесс выполнения центровки отслеживается по индикаторам в реальном времени и, при приближении стрелок индикаторов к значениям показаний точной центровки, вводятся данные показаний индикаторов в пробор, который рассчитывает значения излома и смещения осей и дополнительные перемещения лап подвижного механизма.
После установки расчетных подкладок точность центровки в вертикальной плоскости контролируется по индикаторам после разворота валов с установленными индикаторами в положение 12 часов аналогично контролю в горизонтальной плоскости.
Специальные программы позволяют выполнять центровку механизмов с учетом тепловой расцентровки в горизонтальной и вертикальной плоскостях. В прибор также введены программы, позволяющие выполнять центровку валов с промежуточным валом. По желанию потребителя в прибор могут быть введены программы, позволяющие выполнять другие виды центровок (валопроводов, вертикальных механизмов и т.п.).
При отсутствии необходимых подкладок, рекомендованных программой, пользователь имеет возможность подобрать подкладки из имеющихся в наличии и ввести их значения в расчетную программу, которая пересчитает ожидаемую центровку после установки таких подкладок под лапы «подвижного» механизма.
Техническая характеристика УВВ-03:
| 1 | Тип – механический, индикаторный с набором установленных программ | |
| 2 | Диаметр валов (муфт) цетруемых механизмов, мм | 30-430 |
| 3 | Точность выполнения центровки, мм | ± 0,01 |
| 4 | Выполнение центровки по принципу обратных индикаторов |
Компания АналитПромПрибор поставляет УВВ-03 по всей России: Москва, Санкт-Петербург, Екатеринбург, Саратов. Амурск, Ангарск, Архангельск, Астрахань, Байкальск, Балаково, Балтийск, Барнаул, Белгород, Бийск, Брянск, Воронеж, Великий Новгород, Владивосток, Владикавказ, Владимир, Волгоград, Волгодонск, Вологда, Железногорск, Звенигород, Иваново, Ижевск, Йошкар-Ола, Казань, Калининград, Калуга, Кемерово, Киров, Кострома, Краснодар, Красноярск, Курск, Липецк, Магадан, Магнитогорск, Мичуринск, Мурманск, Муром, Набережные Челны, Нальчик, Новокузнецк, Нарьян-Мар, Новороссийск, Новосибирск, Нефтекамск, Нефтеюганск, Новочеркасск, Новый Оскол, Нижнекамск, Норильск, Нижний Новгород, Обнинск, Омск, Орёл, Оренбург, Оха, Пенза, Пермь, Петрозаводск, Петропавловск-Камчатский, Псков, Ржев, Ростов, Рязань, Самара, Саранск, Смоленск, Сочи, Сыктывкар, Таганрог, Тамбов, Тверь, Тобольск, Тольятти, Томск, Тула, Тюмень, Ульяновск, Уфа, Ханты-Мансийск, Чебоксары, Челябинск, Череповец, Элиста, Ярославль и другие города.
Устройство выверки УВВ-03










Доставка в Москву от 1-2 дней
*Ориентировочная стоимость за 1кг (куб.м)
Связаться с нашим менеджером и сообщить о неисправности
Устройство выверки соосности валов УВВ-03 предназначается для выполнения центровки валов, определения величины расцентровки валов механизмов и биений полумуфт и валов. Также с его помощью можно провести расчет ожидаемой центровки в вертикальной плоскости и определить (устранить) «мягкую лапу».
Применение прибора для выверки УВВ-03
Прибор УВВ-03 применяется в процессе выполнения работ по пуско-наладке и ремонту приводов с редукторами, роторными и поршневыми механизмами, валы которых передают крутящий момент посредством муфт для центровки механизмов. Данный прибор может также провести центровки с учетом известной тепловой расцентровки как в вертикальной, так и в горизонтальной плоскости. Также в прибор были программы, которые позволяют выполнять центровку валов с промежуточным валом.
Читайте также: Масляные каналы балансировочного вала
ВАЖНО. По желанию Заказчика есть возможность ввести в прибор программы, которые позволят выполнить другие виды центровок (валопроводов, вертикальных механизмов и т.п.).
Преимущества
Порядок центровки механизмов Универсальным устройством УВВ-03
1.Устройство УВВ-03 устанавливается на валы механизмов в соответствии с инструкцией по эксплуатации. Для обеспечения точности измерений, что является непременным успехом выполнения работ по центровке необходимо придерживаться следующих правил при установке на валы механизмов устройства УВВ-03:
1.1Вертикальные штанги должны быть надежно зажаты в призмы ключом.
1.2.Установить устройство на валы механизма и надежно обжать винты цепи гаечным ключом.
1.3.Горизонтальные штанги должны быть выставлены так, чтобы опорная поверхность для индикатора должна быть перпендикулярна оси ножки индикатора. Для этого необходимо установить на вертикальные штанги индикаторов держатели для индикаторов и горизонтальных штанг в соответствии с рисунком инструкции по эксплуатации. Не устанавливая индикаторы установить горизонтальные штанги. Держатели сместить по вертикали так, чтобы плоскости опорных поверхностей ножек индикаторов были прижаты к верхней и нижней горизонтальным поверхностям держателей (рис.1) и обжать горизонтальные штанги штатными болтами.
1.4.Далее необходимо установить индикаторы так чтобы имелась возможность регулировки показаниям индикаторов в пределах ±5 мм. При этом необходимо сместить держатели.
2.Порядок выполнения центровки механизмов.
2.1Центровка механизмов должна выполняться на подготовленных для этого механизмах. Для этого необходимо выполнить следующее:
2.1.1Очистить от ржавчины и грязи поверхности лап механизмов и продуть сжатым воздухом.
2.1.3Обеспечить перемещение механизмов в горизонтальной плоскости при помощи отжимных болтов (на каждую лапу).
2.1.4.Подобрать набор регулировочных прокладок для лап механизма толщиной от 0,05 мм.
2..2 Установить устройство УВВ-03 на валы механизмов в соответствии с п.1 так, чтобы неподвижный механизм находился слева, а подвижных – справа.
2.3. Установить диапазон перемещения ножек индикаторов в пределах ±5мм;
2.4. Обеспечить соединение валов центруемых механизмов при помощи муфты так, что бы не было люфтов;
2.5. Развернусь валы механизмов с установленным устройством УВВ-03 на себя на 90 о (положение 9 часов);
2.6. При помощи зеркала, если это необходимо установить индикаторы в положение 0 (ноль) и обязательно запомнить или записать показания маленьких стрелок индикаторов;
2.7. Развернуть валы механизмов в положение 12ч (от себя на 90 о вверх, т.е. вернуть в первоначальное положение);
2.8. Записать показания левого и правого индикаторов (с учетом положения маленькой стрелки индикатора и знака – плюс или минус);
2.9.Развернуть валы механизмов ещё на 90 о (положение 3 часа) и записать показания индикаторов с учетом знака.
2.10. Ввести данные показаний индикаторов в прибор для выполнения расчета положения подвижного механизма относительно подвижного (расчет центровки) и выполнить расчет.
2.11. Переместить подвижный механизм в соответствии с рекомендациями расчета.
3.Особенности перемещения подвижного механизма в горизонтальной плоскости.
3.1. При перемещении подвижного механизма необходима учитывать следующее:
3.1.1.В расчетном приборе перейти в подраздел «Центровка в горизонтальной плоскости»;
3.1.2. Показания индикаторов в положении 3часа соответствуют двойному значению показаний точной центровки, т.е. если показания индикаторов в положении 3 часа соответственно равны: левого +0,6 и правого -0,8, то точная центровка в горизонтальной плоскости будет достигнута при следующих показаниях индикаторов: левого +0,3 и правого -0,4. При этом в вертикальной плоскости показания точной центровки левого и правого индикаторов должны быть так же +0,3 и -0,4.
Это значит, что при правильном перемещения механизма в соответствии с требованиями расчетной программы стрелки индикаторов должны приближаться к значениям +0,3 и -0,4 соответственно.
Если стрелки одного или двух индикаторов при перемещении подвижного механизма разворачиваются в противоположных направлениям, значит перемещаются не те лапы или механизм вращается вокруг какой то точки (необходимо устранить вращение механизма). При использовании отжимных болтов, как правило, этого не происходит вследствие предварительного поджатия.
Таким образом, зная значения показаний индикаторов в положении 3 часа, можно достаточно точно выполнить центровку механизмов в горизонтальной плоскости, руководствуясь только показаниями индикаторов и направлением перемещения лап (по расчетной программа).
После приближения стрелок индикаторов к половинным значениям показаний индикаторов ввести значения показаний индикаторов в расчетную программу и определить необходимость дополнительных перемещений лап подвижного механизма.
Все перемещения лап подвижного механизма при центровке в горизонтальной плоскости выполняются при положении индикаторов в положении 3 часа. В этом положении стрелки индикаторов находятся «как на ладони». Весь процесс центровки находится на виду. Ничего не надо пересчитывать и выдумывать. Просто необходимо придерживаться этих правил.
4.Выполнение центровки механизмов в вертикальной плоскости.
4.1. Измерения для выполнения центровки механизмов в вертикальной плоскости выполняются только при обжатых болтах лап подвижного механизма.
4.2. Если болты механизма отжаты, то выполняется центровка механизма в горизонтальной плоскости с соответствии с п.3 и после достижения достаточной точности обжимаются болты крепления подвижного механизма. При этом необходимо контролировать показания индикаторов. Если при обжатии болтов показания индикаторов изменяются более, чем на 0,05мм, это значит, что есть «мягкая лапа», которая обязательно должна быть устранена.
Читайте также: Приспособление для термообработки валов
4.3. Поле обжатия болтов необходимо развернуть валы механизмов с установленным устройством УВВ-03 в положение 12 часов (развернуть на себя на 90 о ) и ввести показания индикаторов в программу «вертикальная центровка». Программа рассчитает расцентровку механизмов в вертикальной плоскости и выдаст рекомендации по толщине подкладок под ближние и дальние лапы.
4.4. Если таких толщин подкладок не имеется необходимо воспользоваться программой по подбору подкладок. При этом вводим в программу толщины имеющихся подкладок и рассчитываем ожидаемую центровку механизмов. Если теоретическая величина расцентровки удовлетворяет требованиям для данного механизма, устанавливаем подобранные подкладки, разворачиваем валы механизмов в положение 3 часа, вводим показания индикаторов в программу «горизонтальная центровка», перемещаем механизм в горизонтальной плоскости до устранения несоосности и обжимаем болты. Далее разворачиваем валы механизмов в положение 12 часов и проверяем правильно ли подобраны подкладки.
5.Контрольная проверка выполнения центровки.
Контрольную проверку выполнения центровки необходимо выполнять в любом случае вследствие того, что при выполнении перемещений лап подвижного механизма возможны неточности ввода данных, нарушения крепления устройства на валах подвижного механизма в процессе выполнения центровки и т.д.
Если контрольная проверка удовлетворяет требованиям для механизма, работа считается оконченной.
Если контрольная проверка не удовлетворяет требованиям для данного механизма, выполнение центровки необходимо повторить.
6.1.Изучите руководство по эксплуатации достаточно внимательно.
6.2.Придерживайтесь правил настоящего порядка центровки.
6.3.Убедите обслуживающий персонал, выполняющий центровку, отказаться от традиционных методов, существующих уже более 100 лет.
6.4.Если п.6.3 не достигнут, обучите работе с прибором УВВ-03 специалистов, которые никогда не занимались центровкой механизмов (лучше молодых и умеющих мыслить иначе) и Вы убедитесь в том, что работа будет выполняться гораздо точнее и быстрее.
6.5.По опыту выполнения работ по центровке могу сказать, что наши специалисты никогда ранее не выполняли эти работы и обучались только этой методике и достаточно быстро — один день изучали инструкцию, второй день применяли эту инструкцию на практике в учебных целях, а на третий день выполняли центровку механизмов.
В отличие от других программ, центровка по этой программе не нуждается в обязательном проворачивании механизма после перемещения подвижного механизма
Что касается программы Fixturlaser Dials, то, во-первых, это программа как бесплатная не работает и рассчитывает «фонарные» значения несносности (пример: вводим значения индикаторов при проворачивании механизма: при 3 часа – 1 и 1, при 12 ч. 0,5 и 0,5, это значит, что механизм перемещен в горизонтальной плоскости на 0,5 мм, т.е. излома нет, а программа дает излом и смещение как в горизонтальной, так и в вертикальной плоскостях.)
Эта программа будет работать нормально, если Вы приобрели устройство и к нему эту программу. При этом программа будет работать так, что при центровке необходимо будет неоднократно проворачивать механизм после каждого перемещения. Это сделано для того, чтобы купить лазерные системы центровки, намучившись с этой программой.
Порядок установки прибора УВВ-03
В состав устройства входит набор приспособлений для установки индикаторов и выполнения измерений и микропроцессорный прибор 795М107В для выполнения расчетов.
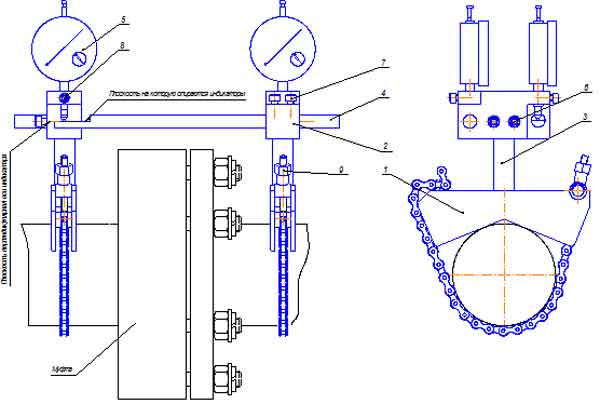
Рис. 1. Схема элементов установки выверки УВВ-03
- Призма,
- Держатель,
- Стойка,
- Штанга горизонтальная,
- Индикатор ИЧ-10,
- Винт крепления держателя,
- Винт крепления горизонтальной штанги,
- Винт крепления индикатора,
- Гайка натяжителя цепи.
Призма (1), закреплена на валах (ступицах или фланцах полумуфт) механизмов при помощи цепей с гайками натяжителя (9) цепей. В каждую из призм ввернута вертикальная стойка (3), на которую установлен держатель (2). Держатель крепится на вертикальной стойке при помощи винтов (6). В каждый из держателей установлен индикатор ИЧ-10 (5) и горизонтальная штанга (4).
Для того, чтоб начать измерения необходимо установить призмы на валы механизмов и закрепить их при помощи цепей с натяжителями. Затем ввернуть вертикальные стойки и обжать гаечным ключом, при этом вертикальные стойки должны быть в одной плоскости, проходящей через ось валов механизмов. Далее, на вертикальные стойки установить держатели, поз.2. В держатели установить горизонтальные штанги и отрегулировать положение горизонтальных штанг, как показано на рис.2. Для этого левый держатель обжать на вертикальной штанге, а правый перемещая по вертикальной стойке вверх и вниз, отрегулировать положение горизонтальных штанг так, чтобы оси ножек индикаторов были перпендикулярны их опорным поверхностям. Установить правый держатель на уровне левого, установить индикаторы. Показания индикаторов после установки должны быть 5±1мм. Обжать все винты для устранения люфтов.
Комплектация
В комплект поставки прибора входит:
- Руководство по эксплуатации (с паспортом),
- Жесткая упаковка (кейс),
- Прибор для выполнения расчетов 107В,
- Рулетка 3м,
- Индикатор ИЧ-10 (2шт),
- Упор (2шт),
- Цепь в сборе с натяжным винтом и гайкой (2шт),
- Штанга L=250мм (2шт),
- Стойка L=135мм (2шт),
- Стойка L=75мм (2шт),
- Призма в сборе (2шт),
- Держатель (2шт).