


Хрен знает на счёт дебилов, но операцию по резке сёдел могли «забыть» сделать.
В какой-то старой книжке было написано 2,5 — 3 мм для выпуска и 1,5 — 2 мм для впуска.
Посрезал ножом основное, взял зеркало на него наждачку 240 с водой и в течении пяти минут привёл все в порядок.
Фаска на седлах сделана широкой и с одним углом 45 градусов.
1973qwert Это уже «приработка» клапана и седла .
А — впускного; В — выпускного
I – новое седло; II – седло после ремонта

На новом седле выпускного фаска всего одна 45 градусов , но не столько уж широкая . Наружный диаметр фаски (45 гр) должен быть меньше диаметра тарелки .
По этому лучше клапана менять и фрезеровать сёдла , ибо притёртый по приработанному седлу , да же новый клапан может осесть до края тарелки .
Сие сильно не гуд , особо для выпускных
Тарелка не должна полностью садится в седло (смотри рисунок) .

Это уже «приработка» клапана и седла .
если бы заводское седло расклепалось то размер шайб которые стояли был бы ни как 375, 392, новые почти поголовно 370 ,одна 385. так что не о каком провале седла речь не идет
Да на новом двигателе шайбы могут разными быть — длина клапанов то же не одинаковая. Косвенным показателем износа седла может служить необходимость замены шайбы на более тонкую, то есть стояла шайба 375 и при проверке зазора на протяжении долгого времени он в допуске, а вот потом он становится меньше допустимого и требуется шайба 370. То есть шайба и торец клапана хоть немного, но изнашиваются (а при этом зазор бы увеличивался) – а зазор уменьшился.
Добавлено спустя 3 минуты 20 секунд:
тут на видео новая головка
вырос расход на холостых по бк. на новой было 0,9 литр в час. последние пару лет 07.-08 я этим еще и гордился. как оказалось зря. сегодня увидел те давно забытые значения
Хрен знает на счёт дебилов, но операцию по резке сёдел могли «забыть» сделать.
Широкую фаску делают исключительно на 8V, на 16V с завода фаска идет такая как нужно.
Я так понимаю что «спец» впервые скинул бошку и офигел от увиденной фаски седла клапана 8кл мотора..хе-хе
ЗЫ, фаску нужно было делать такую «как надо» вот тогда гбц ходит 200+ т\км, при условии своевременной регулировки клапанов.
Добавлено спустя 3 минуты 54 секунды:
обстучал посадочное место толкателей клапанов
тут 90% пишут что это не правильно и прогорят клопы
Если между клапаном и седлом наличествует нормальный контакт — гореть будут очень долго, хоть 1,5 мм фаску сделай, хоть тупо воткни новый клапан 45 к новому седлу 45 даже не притирая. Главные беды — болтанка и несоосность. Обе часто встречаются у настоящих профессианалов, в особенности — у тех которые чинить головы начали как минимум с детского сада.
Ещё сильно влияет материал клапана — встречается много нежаростойкого дерьма, который как ни подгоняй под седло, а через 30-50 тыщ один леший сгорит. И в ходе ремонта никак это дело не проверишь, к сожалению.
хочется просто перед самим собой оправдать свои неправильные действия
1973qwert
по итогу что можешь сказать про замену клапанов и сёдла с одной фаской, проканает такой вариант? тоже надо делать
всего один клапан начал пропускать, он по сути даже не прогорел, а как раз между фаской и клапаном попал нагар с поршня и его расклепало, после он сгорел и в итоге остались мелкие раковины
на нескольких впускных клапанах край фаски стал острым как лезвие
- Ваз углы фасок клапанов
- Сайт о внедорожниках УАЗ, ГАЗ, SUV, CUV, кроссоверах, вездеходах
- Ремонт клапанного механизма двигателей ВАЗ, дефектовка, методы ремонта, запрессовка и развертка втулки клапана, зенкерование и шлифовка седел и клапанов, притирка клапанов к седлам.
- Традиционный метод ремонта клапанного механизма двигателей ВАЗ.
- Притирка клапанов к седлам.
- Новый метод ремонта клапанного механизма двигателей ВАЗ.
Ваз углы фасок клапанов
- В начало форума
- Правила форума
- Старый дизайн
- FAQ
- Поиск
- Пользователи
А «рябь» это скорость вращения большая
а по ширине соответствующих полосок для своих градусов
А «рябь» это скорость вращения большая
Блин, ну вот опять соберу все, а потом уже кто то отпишется. Жду только Ваших советов чтобы продолжить.
Читайте также: Не заводиться ваз 2110 инжектор 8 клапанов не схватывает
После попыток притирания клапан+седло стала видна серая полоса притертости на 40-80% седла. Что за фигня? У кого-нибудь такое было? Обидно что песец.
Направляющие менял. Если старые,люфт большой.
Нанеси риски на фаску клапана,и крутани на 90 гр. туда-сюда,раз с десять.Какой след останется.
Вся беда в чистоте поверхности фаски, после зенковки
либо на больших оборотах дрелью давал.
Смело могу предположить, что это результат не совсем точной зенковки, т.е. ось направляющей втулки не совсем перпендикулярно плоскости седла.
Лечится увеличением внутреннего диаметра сёдел, хотя бы на месте контакта с клапаном до 1 мм
Зенковал точно-не точно не знаю. На то и зенкер, чтобы этот перекос устранить, снимая «лишнее». Вроде бы и снялось все лишнее и тут нате.
Ну вот все и решилось, к сожалению, не в лучшую сторону.
Очередной раз сел и очень тщательно все проверил. Пользовался и женским карандашом, и обычным маркером, и даже смазку на седло наносил для проверок.
Делал так:
— проверочно притираю клапан к самому косячному седлу. Становится прекрасно видна притертая область, которую дополнительно проверяю нанося риски. Так же благодаря толстому слоя женского карндаша видна толщина зазора в не притертых областях.
— прижимаю зенкер в области, где необходимо снять металл и осторожно рукой зенкую.
— проверяю результат и опять повторяю действия.
Итог: притертая область «гуляет» по фаске, а это, как все понимают, означает только одно: дальнейшие действия только губительны.
Вывод из всего этого: дешевле для себя и намного выгоднее для личного времени, ресурса головки и денег ремонтировать головку в хороших сервисах.
Личное мнение: нельзя сказать что жалею, ибо получил бесценный опыт по этому вопросу и теперь никакой сервис по ремонту головок меня не проведет. Обидно что в мурзилках на это тупо не обращают внимание. Зато сетуют как стремно запрессовывать пальцы в шатуны, что оказалось на деле очень просто.
С тех пор несу головы со втулками на станок — там всё жёстко и точно получается — как говориться «в НОЛЬ»!
Вы относите её к себе на завод или в мастерскую где растачивают головы и распред валы?
И что в ручную эту операцию нормально не сделать?
Сайт о внедорожниках УАЗ, ГАЗ, SUV, CUV, кроссоверах, вездеходах
При большом пробеге происходит износ седел, фасок тарелок, стержней и торцов клапанов, рабочих поверхностей толкателей, регулировочных шайб, направляющих втулок клапанов клапанного механизма двигателей ВАЗ, кулачков, шеек и подшипников распредвала, рычагов и регулировочных болтов, пружин и маслоотражательных колпачков.
Ремонт клапанного механизма двигателей ВАЗ, дефектовка, методы ремонта, запрессовка и развертка втулки клапана, зенкерование и шлифовка седел и клапанов, притирка клапанов к седлам.
Шум под крышкой головки блока указывает на износ многих деталей. У рычагов клапанов проверяют состояние рабочих поверхностей, соприкасающихся с торцом стержня клапана и со сферическим концом регулировочного болта. Если на них имеются задиры и риски, рычаги следует заменить. Если замечены дефекты на втулке регулировочного болта или на самом болте, их необходимо заменить.
При дефектовке клапанного механизма двигателей ВАЗ проверяют:
— Размеры клапанов и втулок.
— Зазоры между ними.
— Биение клапанов во втулках.
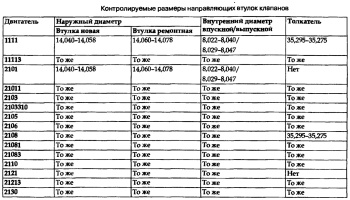
Контролируемые размеры направляющих втулок клапанов клапанного механизма двигателей ВАЗ.
Контролируемые размеры клапанов клапанного механизма двигателей ВАЗ.

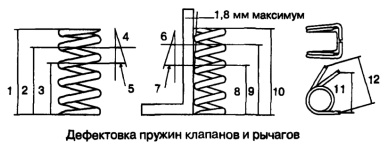
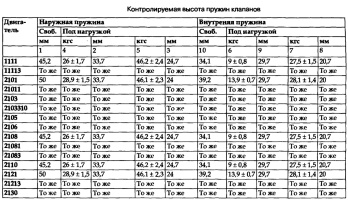
При дефектовке также проверяют состояние и упругость пружин. Их параметры должны соответствовать приведенным в таблице ниже. Размер 11 пружины рычага должен быть равен 35 мм, а размер 12 пружины под нагрузкой 5,2-7,5 кгс — 43 мм.
Дефектовка пружин клапанов и рычагов клапанного механизма двигателей ВАЗ.
Регулировочные шайбы не должны иметь ступенек от износа, натира металла.
Износ регулировочных шайб клапанного механизма двигателей ВАЗ.

Контролируемая высота пружин клапанов клапанного механизма двигателей ВАЗ.
Следует очистить клапаны от нагара железной щеткой. Износ седел, рычагов, кулачков вала, клапанов заметен при осмотре. Кроме того, необходимо убедиться в отсутствии деформации стержней клапанов. Допустимая кривизна — не более 0,015 мм.
Нужно убедиться в отсутствии трещин на головке клапана. Выработка торца стержня должна быть не более 0,4-0,5 мм. При наличии ступеньки на стержне в районе контакта с маслоотражательным колпачком клапан необходимо заменить. Следует также проверить состояние рабочей фаски тарелки клапана. Износ стержня клапана — разница диаметров верхней и нижней частей, замеренных микрометром в разных положениях, чтобы учесть возможную овальность, не должен превышать 0,03 мм.
Читайте также: Установка насоса для трехходового клапана
Для определения степени износа направляющих втулок и стержней на головке, лежащей камерами сгорания вверх, слегка приподнимают клапан за тарелку и покачивают его в разных направлениях. Если люфт ощутим, проверяют микрометром диаметр стержня клапана. Если стержень не изношен, значит, изношена втулка. Когда же стержень не отвечает требованиям, повторяют испытание с новым клапаном.
ВАЗ рекомендует проверять люфт индикатором. Если зазоры между стержнями старых клапанов и старыми направляющими втулками выше предельно допустимого (0,15 мм), клапаны заменяют новыми. Но часто этого недостаточно и необходимо заменять или восстанавливать втулки.
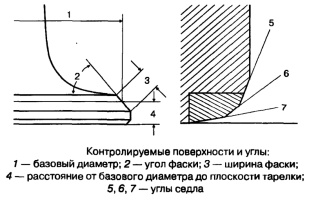
Контролируемые поверхности и углы клапанов клапанного механизма двигателей ВАЗ.
Если зазор в паре «старая втулка — новый стержень» превышает 0,08 мм, втулку нужно восстанавливать или менять. Нормальный зазор для новых втулок и клапанов составляет 0,022-0,055 мм для впускных клапанов. И 0,029-0,062 мм для выпускных клапанов.
Традиционный метод ремонта клапанного механизма двигателей ВАЗ.
Направляющие втулки заменяют, если зазор в соединении со стержнем клапана более 0,15 мм не устраняется установкой нового клапана. А восстановление втулок невозможно из-за их непригодности или отсутствия современных инструментов.
Выпрессовка старых и запрессовка новых втулок в любой мастерской редко обходятся без потери качества посадки и искажения геометрии узла «втулка — клапан — седло». Исправление геометрии требует обработки «по месту» седел клапанов зенкером или шарошкой и долгой притирки клапанов.
На заводе чугунные втулки запрессовывают в алюминиевый корпус с натягом от 0,06 до 0,11 мм. Предварительно охлаждая их в жидком азоте до минус 196 градусов, а корпус подогревая до 160-170 градусов, чтобы избежать мккротрещин. Все это невозможно в условиях автосервисов. Для выпрессовки старых втулок лучше применять винтовые прессы. Так меньше риск повреждения гнезда. Головку блока перед выпрессовкой следует нагреть примерно до 150 градусов.
Перед запрессовкой новых втулок нужно промерить гнезда и втулки. Чтобы убедиться, что натяг будет соответствовать норме. При завышенном натяге можно повредить гнездо. А при слабом придется растачивать гнездо и ставить ремонтные втулки. Или применять современные химические фиксирующие составы.
Перед запрессовкой следует хотя бы примерно имитировать заводской режим. Нагреть головку блока до 150 градусов, а втулки охладить в морозильной камере. Запрессовка «в холодную» очень скоро даст о себе знать. Клапаны будут перегреваться, втулки — шататься в гнездах. Увеличится расход масла.
Новую направляющую втулку с надетым на нее стопорным кольцом запрессовывают оправкой до упора этого кольца в плоскость головки цилиндра. После запрессовки втулок обработка отверстий производится разверткой со стороны верхнего конца втулки. Более долговечными и точными являются алмазные развертки.
Запрессовка и развертка втулки клапана клапанного механизма двигателей ВАЗ.
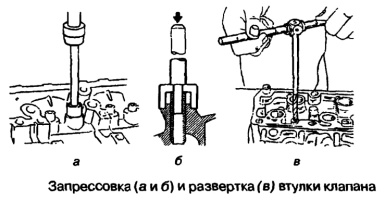
Перед заменой направляющих втулок впускного и выпускного клапанов первого и четвертого цилиндров необходимо отвернуть две шпильки крепления корпуса подшипников распределительного вала. После запрессовки нужно развернуть отверстия в направляющих втулках развертками. А затем прошлифовать седла клапанов.
Если менялись или восстанавливались направляющие втулки клапанов, то шлифовку седел ведут после завершения работы с втулками. Чтобы направляющие стержни центрировались по новой поверхности втулок и обеспечивали соосность фасок с отверстиями втулок. Для обеспечения точности диаметра отверстия и его расположения по отношению к рабочим фаскам седла и клапана отверстия во втулках обрабатываются после запрессовки втулок в головку цилиндров.
Для устранения мелких дефектов фаску тарелки клапана шлифуют на обычных круглошлифовальных станках с углом фаски 45°25′-45°35′. После шлифовки расстояние от базового диаметра фаски до плоскости тарелки не должно быть менее указанного в таблице контролируемых размеров клапанов.
У выпускного клапана не должен быть сошлифован слой твердого сплава, наплавленный на фаску. Биение рабочей фаски клапана относительно стержня должно составлять не более 0,02 мм.
Зенкерование и шлифовка седел и клапанов клапанного механизма двигателей ВАЗ.

Головку блока нужно установить на подставку. Очистить от нагара фаски седел клапанов соответствующими зенкерами. Зенкеры надеть на шпиндель и центрировать направляющим стержнем, который вставляется в направляющие втулки клапанов. На направляющий стержень необходимо надеть пружину. Установить на шпиндель конический круг для седел выпускных клапанов или круг для седел впускных клапанов. Закрепить шпиндель в шлифовальной машинке и прошлифовать седло.
При шлифовке фаски следует снимать как можно меньше металла. Во избежание вибрации и порчи фаски в момент соприкосновения круга с седлом машинка должна быть выключена. До работы следует выправить шлифовальный круг алмазом.
Читайте также: Кив 125 клапан приточный расценка в смете
Ширину рабочей фаски седел выпускных клапанов необходимо шлифовать до нужных размеров зенкером под углом 20 градусов и зенкером, которым устраняется наклеп на внутреннем диаметре. Зенкеры следует применять с тем же шпинделем и стержнем. Сначала нужно шлифовать внутреннюю фаску до размера 0,33 мм, а затем фаску 20 градусов — до ширины рабочей фаски 1,9-2,0 мм.
Притирка клапанов к седлам.
Перед установкой клапанов (и старых и новых) необходимо притереть их к седлам. Для этого следует надеть на стержень притираемого клапана легкую отжимную пружинку подходящих размеров и нанести на его фаску тонкий слой притирочной пасты зернистостью не более 20-50 мкм. Алмазные пасты желательно не применять. Так как алмазная крошка иногда внедряется в седло и остается в нем, ускоряя его износ.
Далее нужно вставить клапан с пружиной в направляющую втулку. Надеть на его стержень приспособление или подобрать резиновую трубку так, чтобы она плотно надевалась одним концом на стержень клапана, а другим — на жало крестовой отвертки или на круглый напильник с ручкой. С помощью этого приспособления необходимо вращать клапан попеременно в обе стороны, слегка прижимая его к седлу.
Вести притирку клапанов клапанного механизма двигателей ВАЗ следует аккуратно, стараясь не снимать много металла, чтобы оставить возможность для последующих ремонтов. При появлении притертого пояска на деталях нужно разбавить пасту маслом. А когда притираемые поверхности станут совершенно гладкими, вести притирку на одном масле до получения матово-серого цвета рабочих поверхностей фаски клапана и его седла и блестящего цельного пояска.
Если нет разрывов слоя краски, нанесенной на седло и фаску тарелки клапана, при их контакте или если керосин, залитый в камеру сгорания при свободно вставленных в свои седла притертых впускном и выпускном клапанах, в течение 10 секунд не просачивается, значит, притирка сделана хорошо. После притирки нужно тщательно промыть обработанные детали и камеры сгорания от следов притирочной пасты.
Новый метод ремонта клапанного механизма двигателей ВАЗ.
В последние годы применяется методика восстановления изношенной внутренней поверхности направляющих втулок без их выпрессовки специальным ручным инструментом (например, фирмы Neway) с роликовыми резцами для пластической деформации металла до 0,5 мм, компенсирующей износ внутренней поверхности втулки, и последующей разверткой до нужного размера.
Резцы также формируют во втулке спиральный желобок для масла. Улучшающий условия смазки стержня клапана. Зазор 0,03-0,05 мм между стержнем клапана и втулкой и этот желобок работают как лабиринтный сальник. Обеспечивая смазку и отталкивая излишнее количество масла, помогая маслоотражательным колпачкам и уменьшая угар масла.
При традиционном методе обработки седел клапанов направляющая шарошки или зенкера свободно вращается во втулке клапана. При новом методе, предложенном фирмой Neway, фреза надевается на неподвижную ось, которая плотно фиксируется в ранее восстановленной втулке самоустанавливающейся цанговой направляющей. Фреза сидит на оси с зазором всего 0,5 мкм, обеспечивая минимальный допуск обработки.
Обработка втулок и седел клапанов инструментами Neway.
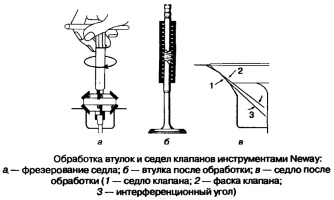
Каждая из трех предусмотренных технологией фасок на седле клапана получается за 3-4 оборота ручного инструмента. Фреза за счет уникальной заточки и формы режущих кромок формирует на поверхности седла клапана специальный микрорельеф, благодаря которому приработка клапана и седла на двигателе происходит быстро, а надобность в притирке отпадает.
Восстановление рабочих фасок клапанов выполняют специальным ручным инструментом Gizmatic-2 той же фирмы. Клапан неподвижно фиксируют в специальной оправке, зажатой в слесарные тиски. После нескольких вращений фрезы с осевой подачей микролифтом получается идеальная концентрическая поверхность фаски клапана. На ней также формируется специальный микрорельеф, как и при обработке седла.
При работе инструментами Neway притирка клапанов клапанного механизма двигателей ВАЗ не нужна совсем. После обработки клапанов и седел их идеальное сопряжение происходит по узкому пояску. И обеспечивается не только формируемым микрорельефом поверхностей деталей, но и интерференционным углом между фасками. Достигается это небольшим (менее 1 градуса) расхождением углов обработки рабочих поверхностей седла и клапана.
В первые же секунды работы двигателя поясок сопряжения увеличивается за счет смятия выступов созданного микрорельефа на фасках, а затем происходит и полное уплотнение поверхности по всей ширине фаски. Комплект инструментов фирмы Neway покупать не обязательно. Нужно только узнать, в какой мастерской он имеется, и отдать туда головку блока для обработки втулок и седел, а также клапанов.
По материалам книги «Ремонт двигателя своими руками».
Волгин В.В.