

- Способы восстановления гильз цилиндров
- Способ устранения кавитационных разрушений гильз цилиндров привариванием стальной ленты.
- Растачивание гильз цилиндров двигателя
- Шлифование гильз цилиндров
- Хонингование гильз цилиндров
- Восстановление гильз цилиндров гальваноконтактным осаждением композитных покрытий
- 1. Технология восстановления гильз гидроцилиндров гальваноконтактным осаждением композитных покрытий на основе хрома
- 💡 Видео
Видео:Плазменное напыление на гильзы цилиндров Ecoboost 3.5L F150 blocksprayСкачать

Способы восстановления гильз цилиндров
Для восстановления наружной поверхности гильз цилиндров необходимо провести очистку наружной поверхности гильзы от накипи и возникшей коррозии. Для очистки поверхности гильзы потребуется стальная щетка и токарный станок .
Для очистки гильз цилиндров существует специальная установка ОМ-21601.
Очищающий материал для установки ОМ-21601: металлический песок, косточковая крошка, флюс.
Производительность установки ОМ-21601: 40 гильз цилиндров в час.
Рабочее давление сжатого воздуха установки для очистки гильз: 0,5- 0,56 МПа.
Устранение кавитационных разрушений гильз цилиндров эпоксидным ссоставом.
Кавитационные разрушения гильз цилиндров устраняют покрытиями созданными на основе эпоксидных смол и состоит устраняются в такой последовательности:
- Зачистка поверхности гильзы цилиндров (до металлического блеска);
- Обезжиривание поверхности гильзы цилиндров (техническим ацетоном);
- Приготовление эпоксидного состава (после добавления отвердителя состав необходимо использовать за 20 мин.);
- Нанесения эпоксидного состава на поверхность;
- Отвердевание нанесенного слоя (при температуре 20 градусов Цельсия 3 суток).
Перед нанесением эпоксидного состава на гильзу цилиндров необходимо гильзу до температуры выше 40 градусов Цельсия. Эпоксидный состав наноситься на поверхность гильзы цилиндров специальным шпателем.
На эпоксидный состав не должно попадать вода, масло и грязь. Не допускается подтекание эпоксидного состава на посадочные пояски гильзы цилиндров во время ремонта гильз цилиндров.
Видео:Восстановление цилиндра, плазменным напылением.Скачать

Способ устранения кавитационных разрушений гильз цилиндров привариванием стальной ленты.
Существует простой метод контактной приварки стальной ленты для устранения кавитационных разрушений гильзы цилиндров.
Для приваривания стальной ленты к поверхности гильзы используют установку 011-1-07. Стальная лента вырезается из стального листа толщиной 0,3 мм. Поврежденный участок гильзы должен быть перекрыт стальной лентой на 5-10 мм. Стальная лента приваривается одной сварной точкой к поверхности гильзы, так чтобы сварная точка была не дальше чем 1-2мм от края ленты. Нижнюю часть стальной ленты приваривают симметрично верхней одной точкой сваривания. Затем приваривают края ленты.
Для сварки рекомендуется применять широкие электроды в целях не разрушения гильзы.
Диаметр электродов 150 мм, ширина верхней рабочей части — 5 мм, нижней— 12 мм.
Когда стальная лента уже приварена, начинают шлифовать пояски гильзы до номинального размера. Для шлифования поясков гильзы цилиндров используют шлифовальный станок. Аккуратно устанавливаем гильзу цилиндров на шлифовальный станок, чтобы не возникало никаких деформаций гильзы. Обратите внимание, чтобы приваренный слой не выступал за поверхность посадочного пояска.
Принимаемся за восстановление внутренней поверхности гильз цилиндров. После проведения очистки, контроля и устранения кавитационных разрушений на наружной поверхности гильзы цилиндров, восстановления посадочных поясков необходимо обработать внутреннюю поверхность гильзы цилиндров под ремонтный размер, то есть увеличить внутренний диаметр гильзы цилиндра на 0,5-0,7 мм. в зависимости от типа двигателя.
Видео:Как начинает отслаиваться плазменное напыление с гильз цилиндров на VW Transporter T5 2.5d AXDСкачать

Растачивание гильз цилиндров двигателя
Растачивание гильз цилиндров проводится на алмазно-расточном станке. Станок 278, 278Н для растачивания гильз цилиндров оснащен специальным приспособлением для крепления гильзы.
Растачивание гильз цилиндров проводится, обычно за один проход.
Читайте также: Суппорт это тормозной цилиндр
Режим растачивания гильзы цилиндровна алмазно-расточном станке:
Рекомендуемый режим растачивания гильз цилиндров обеспечивает минимальную конусность, овальность и шероховатость.
- Овальность и конусность не более 0,04-0,05 мм.
- Шероховатость поверхности гильзы цилиндра не более 2,5-1,25 мкм.
Для растачивания гильзы цилиндров применяются специальные режущие инструменты – резцы из твердого сплава.
При растачивании гильз цилиндров необходимо следить за износом резца, так как при его повышенном износе параметры овальности, конусности и шероховатости будут возрастать. Наиболее оптимальное количество расточенных цилиндров одним резцом 5-7 штук.
Видео:Гении маркетинга или мифы о гильзовке.Скачать

Шлифование гильз цилиндров
Очень часто вместо растачивания внутренней поверхности гильз цилиндров проводят шлифование на шлифовальном станке.
Шлифуют гильзы цилиндров при помощи плоских абразивных кругов с зернистостью 40 средне мягкой твердости изготовленных из белого электрокорунда. Шлифование гильз проводится за два прохода:
Охлаждающая жидкость:
- Вода с добавками кальцинированной соды 2%.
- Мыло.
Скорость перемещения стола: 0,3. 8 м/мин.
Частота вращения шлифовального круга: 5600 об/мин.
Частота вращения детали: 160 об/мин.
Скорость шлифовального круга: 25. 35 м/с.
Скорость детали: 55. 65 м/с.
Поперечная подача круга: 0,01 . 0,03 мм.
Поперечная подача при чистовом проходе: до 0,005. . 0,015 мм.
Cкорость перемещения стола: до 0,3.. 4,5 м/мин.
Шлифование гильз цилиндров отличается высокой скоростью съема металла и обеспечивает заданную высокую точность и требуемую шероховатость обработанной поверхности гильз цилиндров. Эти параметры позволяют добиться хорошего качества хонингования и снижают расходы на абразивы.
Хонингование гильз цилиндров двигателя. После операций растачивания или шлифования внутренняя поверхность гильзы поддается хонингованию. Хонингование проводится на вертикально-хонинговальном станке 3A83.
Видео:ЗАДИРОВ в цилиндрах НЕ БУДЕТ если делать так...Скачать

Хонингование гильз цилиндров
Хонингование гильз цилиндров двигателя это вид абразивной обработки гильз цилиндров двигателя с применением хонинговальных головок (хонгов). С помощью хонингования можно получить отверстие с отклонением от цилиндричности до 5 мкм и шероховатостью поверхности равной Ra=0.63÷0.04.
Если восстановить гильзу цилиндра невозможно необходимо провести замену гильз КАМАЗ .
Видео:Восстановление гильз цилиндров двигателя механической обработкойСкачать

Восстановление гильз цилиндров гальваноконтактным осаждением композитных покрытий
Традиционное гальваническое восстановление деталей хромированием и железнением не соответствует современным требованиям ремонтного производства. В этой связи все более широкое развитие и применение получают модернизированные способы восстановления деталей гальваническими покрытиями (рис. 31).
Способы восстановления деталей гальваномеханическим осаждением (ГМО) заключаются в совмещении процесса гальванического осаждения металлла с его одновременным послойным упругопластическим деформированием .
В сравнении с традиционными хромированием и железнением способы имеют значительные преимущества по производительности процесса и качеству осаждаемых покрытий. Однако требуется предварительная механическая обработка восстанавливаемой поверхности для устранения пространственных дефектов формы поверхности. Это обусловлено тем, что осаждаемое покрытие, наносимое по методу ГМО, в точности повторит пространственные отклонения формы восстанавливаемой поверхности.

Рис. 31. Классификация способов нанесения гальванических покрытий
Вышеуказанных недостатков лишены способы восстановления гальваноконтактным осаждением (ГКО). В ГКО совмещены процессы гальванического нанесения покрытия и его одновременной механической обработки. В качестве инструмента используют различные материалы, обеспечивающие контролируемый управляемый массовый перенос вещества инструмента на катод в зависимости от степени его износа. Это Доктором технических наук, профессором Жачкиным С. Ю. и его учениками (Воронежский ГТУ) разработан способ получения ГКО композитных покрытий на внутренних поверхностях цилиндрических деталей . Способ позволяет восстанавливать участки поверхности с различной скоростью осаждения покрытия, что позволяет не только компенсировать износ, но и восстанавливать требуемую геометрию поверхности детали без механической обработки. Регулируемое внедрение инструментального материала в покрытие (например, частиц карбида титана) позволяет значительно повысить его микротвердость и износостойкость по сравнению с покрытиями, полученными по традиционным технологиям. В качестве инструментального материала применяются бруски, спеченные из карбидов металлов.
Читайте также: Изготовление гильзы цилиндра для мотоцикла
Для реализации способа ГКО разработаны установка ГКО и обрабатывающий инструмент – электрод-инструмент (патент РФ № 100520), отличающийся тем, что прижимная поверхность выполнена в виде сегментов, имеющих возможность свободного перемещения относительно базовой оси.
Установка ГКО позволяет восстанавливать детали вневанным способом, обеспечивает равномерность распределения частиц наполнителя по объему композитной матрицы и цилиндричность восстановленного отверстия по высоте детали, благодаря равномерному обновлению электролита в межэлектродном пространстве.
На рис. 32. показана электролитическая ячейка установки ГКО для нанесения покрытий на внутреннюю поверхность цилиндров . Устройство включает корпус в виде системы металлических трубок 1, соединенных с опорным 2 и центрирующим 3 дисками. В трубках выполнены отверстия 4 для подвода электролита. Отверстия в горизонтальных плоскостях расположены наклонно к радиальным направлениям под углом 15…40 о , а по высоте трубок отверстия выполнены с шагом, уменьшающимся кверху на 1,0… 2,0 мм.
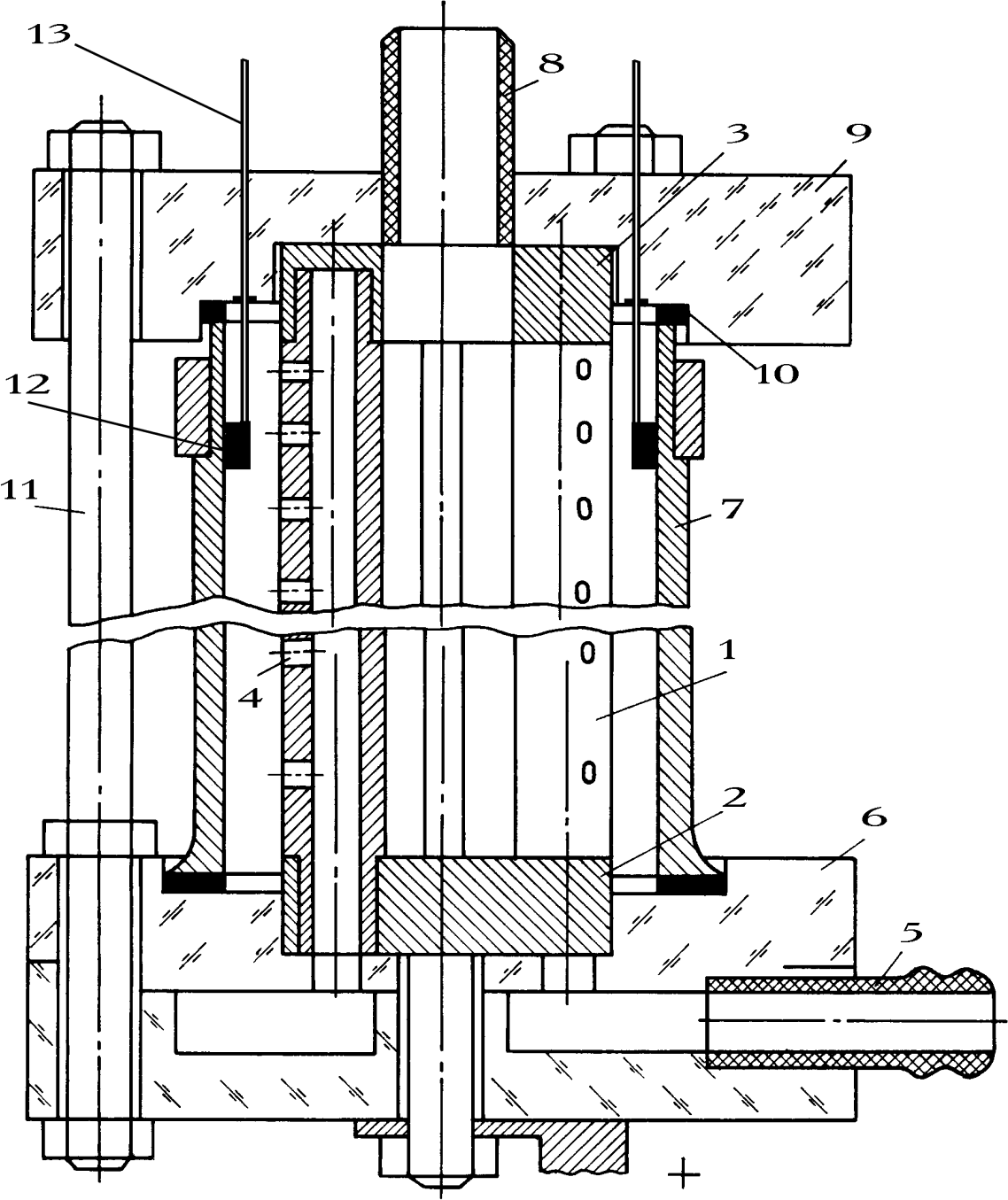
Рис. 32. Электролитическая ячейка для нанесения композитных покрытий на внутреннюю поверхность цилиндров
Вертикальное отклонение от равномерного шага и угловое отклонение каналов для истечения электролита рассчитывают отдельно для каждой конкретной детали.
Опорный диск 2 соединен с распределителем электролита 6, в который вмонтирован подводящий штуцер 5.
На центрирующий диск 3 посредством трех шпилек 11 монтируется крышка 9, в которой установлен сливной штуцер 8. Деталь 7 устанавливают в специально подготовленные пазы в распределителе электролита 6 и крышке 9 через уплотнители 10. К детали подведены инструментальные гребенки 13 с брусками из специального композитного материала 12.
Устройство работает следующим образом. Электролит от насосной установки через подводящий штуцер 5, распределитель электролита 6, выполненный в виде замкнутой кольцевой полости, и далее по трубкам 1 через отверстия 4 в них подается к поверхности обрабатываемой детали 7. Отвод электролита из зоны электролиза осуществляется через щели между трубками 1 во внутреннюю полость, образованную ими, и далее через сливной штуцер 8. Герметичность электролитической ячейки обеспечивается плотным прижатием крышки 9 через уплотнения 10 посредством трех шпилек 11.
Уменьшение расстояния между отверстиями позволяет компенсировать различную скорость истечения струй электролита из нижних отверстий (большая скорость) и верхних отверстий (меньшая скорость), а изменение углов истечения позволяет улучшить циркуляцию в межэлектродном пространстве. Экспериментально установлено, что для деталей высотой до 50 мм оптимальной величиной снижения расстояний между отверстиями является 1,0 мм, а для деталей высотой 600 мм – 2,0 мм. Применение данного устройства позволяет добиваться равномерного обновления электролита и получения равномерных осадков металла по высоте детали.
Процесс ведется при переменном давлении электрода-инструмента на обрабатываемую поверхность, которое зависит от ее износа и обеспечивает в конечном итоге необходимую геометрию восстанавливаемого отверстия.
Читайте также: Как правильно гильза или цилиндр
Видео:РЕЗУЛЬТАТ РЕМОНТА ЦИЛИНДРА ОТ RUKAVKIN, НИКАСИЛЬ ЦИЛИНДРАСкачать

1. Технология восстановления гильз гидроцилиндров гальваноконтактным осаждением композитных покрытий на основе хрома
Традиционные технологии нанесения хромового покрытия не обеспечивают гарантированного получения беспористого покрытия, что приводит к нарушению герметичности и является основной причиной отказа гидравлических и пневматических цилиндров автотракторной техники.
Нарушение герметичности гидравлических и пневматических цилиндров обусловлено рядом причин. В осажденном покрытии формируется развитая сетка пор и трещин, являющихся результатом наличия высоких растягивающих остаточных напряжений, которые превышают предел прочности хрома. Второй причиной нарушения герметичности по слою хрома является само хромовое покрытие, которое формируется с микроканалами и трещинами. Третьей причиной является механическая обработка хромовых покрытий, после которой в поверхностном слое детали образуются микротрещины.
Доктором технических наук, профессором Жачкиным С. Ю. и кандидатом технических наук Цысоренко П. В. (Воронежский ГТУ) разработан способ получения ГКО композитных покрытий на основе хрома на внутренних поверхностях гидравлических и пневматических цилиндров . Процесс ведется при переменном давлении инструмента на обрабатываемую поверхность, которое зависит от ее износа и обеспечивает в конечном итоге необходимую геометрию восстанавливаемого отверстия.
Схема обработки показана на рис. 33. Деталь 1, закрепленная на шпинделе установки, совершает вращательные движения вокруг своей оси, а инструмент 2, с расчетным усилием воздействуя на осаждаемое гальваническим способом покрытие, совершает возвратно-поступательные движения вдоль оси вращения детали .
Исследованиями установлено, что основные свойства покрытий определяет именно усилие воздействия инструмента на поверхность детали, подвергаемую восстановлению.
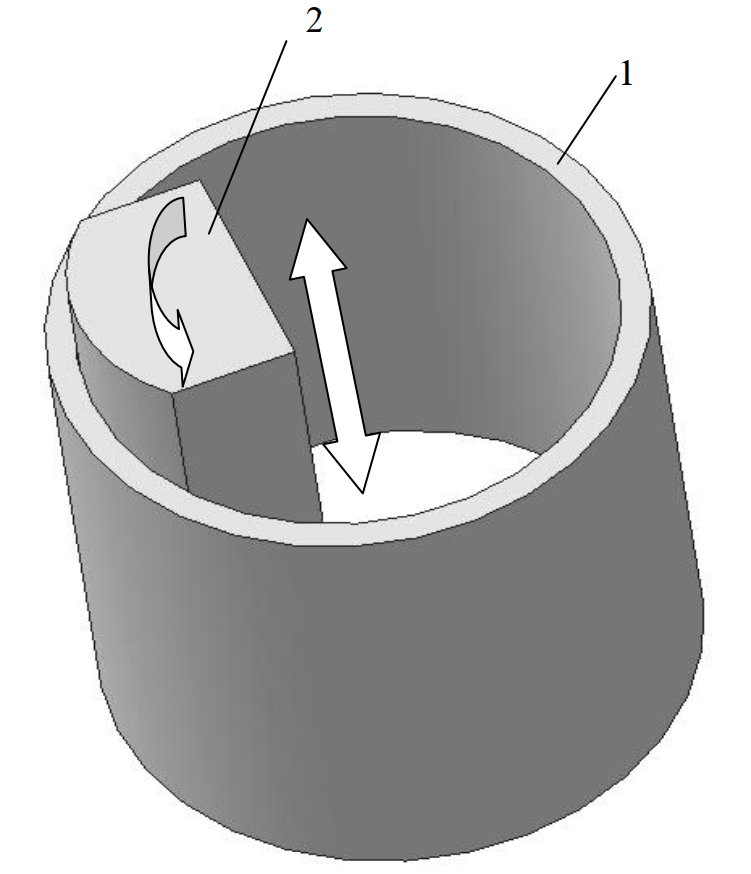
Рис. 33. Схема способа ГКО
Получена зависимость конечного давления инструмента на поверхность, подвергаемую осаждению, позволяющая получать качественные толстые покрытия (в частности хромовые) с заданными физико-механическими свойствами
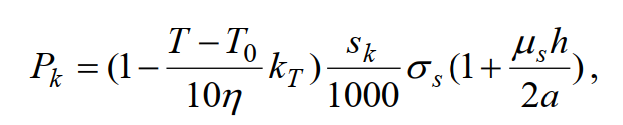
где Т – толщина покрытия, мкм; Т0 – элементарная толщина слоя покрытия, которая не требует дополнительной регулировки давления инструмента, мкм; η – толщина слоя покрытия, осаждаемого за одну минуту, мкм; Sk – площадь контакта инструмента с деталью, дм 2 ; h – толщина слоя, осаждаемого за один оборот детали, мкм; a – длина инструмента, мм.
Разработана модель формообразования толстослойных композитных покрытий на основе хрома с остаточными напряжениями сжатия, исключающими образование пор и микротрещин. Определен рациональный режим обработки: плотность тока 17 – 19 кА/м 2 , температура рабочей среды 55 – 58 °С, давление инструмента 2 – 3 МПа. Скорость осаждения покрытия составляет 1,5 мкм/мин, что более чем в 4 раза превышает стандартную скорость осаждения хрома. Покрытия осаждают в стандартном электролите хромирования, содержащем 200 – 250 г/л CrO3 и 2,0 – 2,5 г/л H2SO4.
По результатам исследований разработана номограмма, показанная на рис. 34., позволяющая в производственных условиях без вычислений выбрать рациональные режимы осаждения.
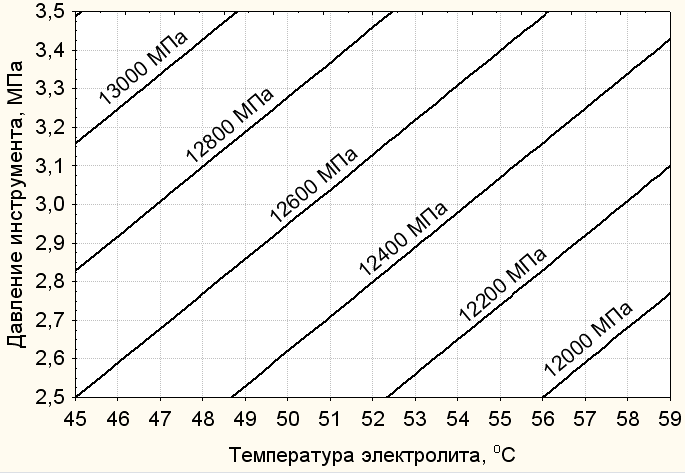
Рис. 34. Номограмма для определения микротвердости покрытий при i = 18 кА/м 2
Композитные покрытия на основе хрома, благодаря включениям микрочастиц карбида титана в матрице, имеют микротвердость на 20% выше, а скорость изнашивания до 1,25 раза ниже чем у покрытий, полученных традиционным хромированием.
Проведены испытания герметичности покрытий на серийных гидравлических гильзах одинакового типоразмера, восстановленных по традиционной технологии (серия 1) и по технологии ГКО (серия 2). Результаты испытаний представлены в табл. 3.
Таблица 3. Результаты сравнительных испытаний штоков
💡 Видео
Хром или Никасил? С каким покрытием выбирать цилиндр.Скачать

Восстановление постели блока Скания газотермическим напылениемСкачать

Зачем на стенках цилиндров нового двигателя наносят царапины. Хонингование, что этоСкачать

Цилиндры с напылением. Причина заменитьСкачать

Востановление Никасиля на цылиндрах BRP MXZ 1000Скачать

Зачем Это Надо? Как Омеднять Цилиндр Двигателя в Домашних УсловияхСкачать

31 января 2023 г.восстановление посадочных мест блок КАМАЗ под бурт гильзы 2Скачать

Восстановление посадочных мест под гильзу в блоке цилиндров СКАНИЯ * РемТехСервис СургутСкачать

Хон или зеркало? Научно-практический коментарийСкачать

Вот так надо гильзовать двигатели с алюминиевым блоком.Скачать

Восстановление (гильзовка) блока цилиндров. Часть 2: Установка гильзСкачать

Ремонт привалочной поверхности в блоке цилиндров Scania. СТК Моторс.Скачать

Убираю задир - очистка никасилового покрытия - восстановление алюминиевого цилиндра после прихватаСкачать
