


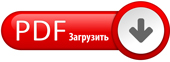
Вентиляционные вставки применяются для отвода воздуха из формообразующих деталей пресс-формы во избежание пригара к ним отлитой детали. Вентиляционные вставки позволяют без повреждения извлекать из пресс-формы изделия, отлитые из пластмассы, эластомера или металла. Вставки производятся спеканием металлического порошка, поры вставок формируются в виде продольных тонких каналов. Размер поры вставки определяют какой материал можно отливать с их помощью.
- Для литья пластмасс на термопластавтоматах — поры: 0,03, 0,05, 0,1 мм
- Для литья под низким давлением — поры 0,3 мм
- Для литья металла — поры 0,5 мм
Поры вставок не пропускают расплавленный материал при заполнении формы, но при этом пропускают вытесняемый воздух при литье и снятии, исключают избыточное давление при литье и вакуум. Вставки можно обрабатывать по месту на ЭЭС, алмазным инструментом, но не фрезеровкой или точением, т.к. они хрупкие, могут повредиться или забиться поры.
Область применения вентиляционных ставок
- Литьё пластмасс под давлением на термопластавтоматах
- Литьё металла под низким давлением или в вакууме
- Кокильное литьё, литьё резины и пр.


Вентиляционные вставки (выпоры) для пресс-форм
Вставки вентиляционные ( выпора ) для литья пластмасс под давлением
- Вентиляционные вставки для литья пластмасс под давлением DME SMF
- Керамические вентиляционные вставки DME SME
- Воздушные клапаны для пресс-форм
- Воздушные клапана (выпоры) для пресс-форм AJV
- Технические характеристики воздушных клапанов для пресс-форм AJV
- Воздушные клапаны – VA
- Технические характеристики воздушных клапанов для пресс-форм DME AV
- Форум о полимерах ПластЭксперт
- Воздушные клапана.
- Воздушные клапана.
- Re: Воздушные клапана.
- Re: Воздушные клапана.
- Re: Воздушные клапана.
- Re: Воздушные клапана.
- Re: Воздушные клапана.
- Re: Воздушные клапана.
- Re: Воздушные клапана.
- Re: Воздушные клапана.
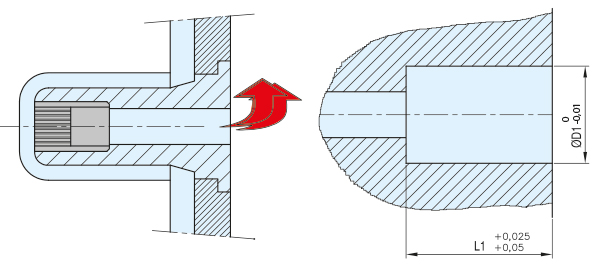
Вентиляционные вставки для литья пластмасс под давлением DME SMF
| Артикул | A, мм | D1, мм | D1, мм | L1, мм | L2, мм | n |
| SMF0030610 | 0,03 | 6 | 2,5 | 10 | 5 | 606 |
| SMF0030810 | 0,03 | 8 | 2,5 | 10 | 5 | 606 |
| SMF0031010 | 0,03 | 10 | 2,5 | 10 | 5 | 606 |
| SMF0050610 | 0,05 | 6 | 3,5 | 10 | 5 | 804 |
| SMF0050810 | 0,05 | 8 | 3,5 | 10 | 5 | 804 |
| SMF0051010 | 0,05 | 10 | 3,5 | 10 | 5 | 804 |
| SMF010810 | 0,10 | 8 | 5,5 | 10 | 5 | 780 |
| SMF011010 | 0,10 | 10 | 5,5 | 10 | 5 | 780 |
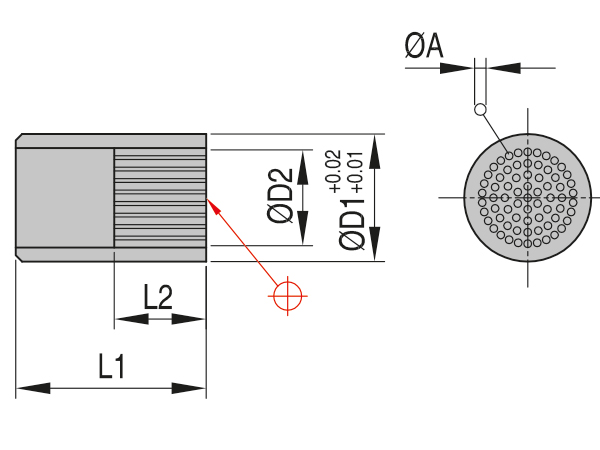
Керамические вентиляционные вставки DME SME

Керамические вентиляционные вставки (выпоры) для литья металлов, вакуумного литья, литья в кокиль, литья резины
Керамические вентиляционные вставки
Воздушные клапаны для пресс-форм
Воздушные клапана (выпоры) для пресс-форм AJV
Воздушные клапаны применяются для удаления пузырьков воздуха из формуемой под давлением детали на термопластавтоматах. Они обеспечивают оптимальное заполнение формовочной полости расплавом и формирование однородной структуры изделия с гладкой наружной поверхностью и без пустот внутри.
Воздушный клапан идеален для отсоединения отливаемой детали от стенки формы или для выпуска газа без механического перемещения.
Клапаны применяются также и для впуска сжатого воздуха, для удобства отделения сформованной детали после окончания процесса литья или штамповки.

Назначение воздушных клапанов — это устранение вакуумного эффекта при ручном или автоматическом снятии готовой пластмассовой детали с поверхности пуансона. Если изделия имеют тонкие стенки, то зачастую они могут очень крепко держаться на поверхности пресс-формы из-за образовавшегося вакуума, что зачастую приводит к повреждению изделия во время его снятии или к поломке толкателей. Воздушные клапаны позволяют выровнять давление воздуха в пресс-форм
- Воздушный клапан представляет из себя втулку с цилиндрической пружиной внутри для плотного запирания отверстия после выхода излишков воздуха.
- Воздушные клапаны (выпоры) для пресс-форм легко установить, они экономят пространство. Изготовлены их нержавеющей стали.
- Твердость: 48-54 HRC
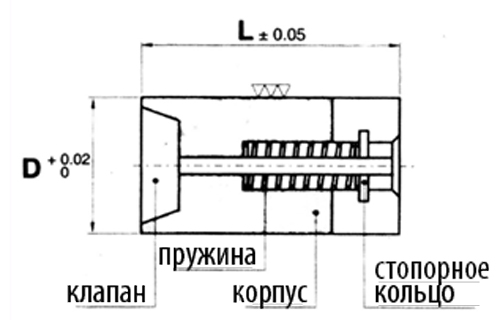
Технические характеристики воздушных клапанов для пресс-форм AJV
| Артикул | D, мм | L, мм | C | G |
| VK 6 | 6 | 12 | 4 | 6 |
| VK 8 | 8 | 15 | 6 | 8 |
| VK 10 | 10 | 20 | 8 | 10 |
| VK 12 | 12 | 25 | 10 | 12 |
| VK 16 | 16 | 30 | 14 | 16 |
| VK 20 | 20 | 30 | 18 | 20 |
| VK 25 | 25 | 30 | 23 | 25 |
| VK 30 | 30 | 30 | 28 | 30 |
Воздушные клапаны – VA
Воздушные клапаны для сброса вакуума из формообразования пресс-формы DME VA
Характеристика и преимущества
- Предотвращают повреждение формы при проблемах с выталкиванием изделий глубокой вытяжки или тонкостенных изделий.
- Более прочные и прецизионные по сравнению с конкурентной продукцией
Читайте также: Клапан сброса давления форд куга
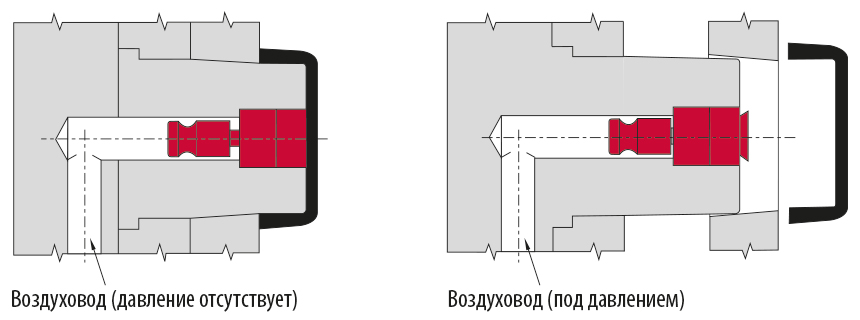
Прецизионные клапаны разработаны для того, чтобы справиться с проблемой вакуума, часто возникающей при литье изделий глубокой вытяжки (например, ведер) или тонкостенных изделий.
Воздушный поток, настроенный так, чтобы совпасть с циклом выталкивания, открывает клапаны, чтобы нарушить вакуум и усилить выталкивание изделия. Точно отшлифованное седло клапана помогает предотвратить облой от вхождения узла при впрыске. Каждый клапан подогнан к корпусу для большей надежности работы.

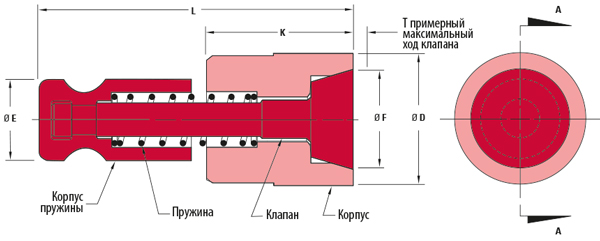
Принцип работы воздушного клапана (выпора) DME VA для пресс-форм
- D = Внешний диаметр
- E = Диаметр корпуса
- F = Примерный диаметр клапана
- G = Диаметр отверстия
- H = Глубина отверстия
- K = Длина корпуса
- L = Общая длина
- N = Глубина
- T = Макс. ход клапана
Технические характеристики воздушных клапанов для пресс-форм DME AV
| Артикул | Ø D, мм | Ø F (примерно), мм | К (длина корпуса), мм | L (общая длина), мм | Ø E, мм | T (максимальный ход), мм |
| VA01 | 8 | 6,6 | 11 | 24 | 6 | 1,0 |
| VA02 | 12 | 9,7 | 18 | 34 | 8 | 1,0 |
| VA03 | 18 | 14,8 | 22 | 45,5 | 12 | 1,0 |
Особенности воздушных клапанов (выпоров) для пресс-форм DME VA:
- Материал корпуса: Нерж. сталь
- Твердость корпуса: 52-54 HRC
- Материал клапана: DIN 1.2516
- Обработка поверхности клапана: алмазоподобное покрытие
- Макс. температура: 130 °C
- Рабочее давление воздуха: 4 — 6 бар
Форум о полимерах ПластЭксперт
Крупнейшая независимая площадка для обсуждения вопросов производства и переработки пластмасс и эластомеров различными способами. Рекомендации ведущих специалистов.
Воздушные клапана.
Воздушные клапана.
#1 Сообщение Alex4262 » 15 дек 2011, 07:47
Re: Воздушные клапана.
#2 Сообщение Maks42 » 15 дек 2011, 08:36
Re: Воздушные клапана.
#3 Сообщение Дамир » 15 дек 2011, 08:53
Re: Воздушные клапана.
#4 Сообщение Alex4262 » 15 дек 2011, 10:38
Re: Воздушные клапана.
#5 Сообщение Багаев Олег » 15 дек 2011, 18:21
Вот эти вот клапана, с коническим запорным элементом, они нормально работают, но там есть один нюанс. Их ставить нельзя методом забивания. На таких клапанах толщина стенки корпуса, в котором ходит запорный элемент, обычно маловата. Такие клапана сажаются именно по посадке, а не с фиксацией винтом. Через это (посадка и тонкая стенка корпуса) все сложности. Отверстие должно быть выполнено строго по Н7. И поверхность должна быть чистенькой ближе к 0,8. Пусть мы даже медяшкой устанавливаем такой клапан, но всё равно усилие удара приходится на запорный элемент. Если трубкой бъём, чтобы не передавать усилие на конический запорный элемент, то трубка должна быть мягкой. А её после двух ударов заминает и она всё равно начинает давить на тарелку клапана. Это нужно перед собой точило ставить, чтобы снимать с трубки замятые места. Всё равно рано или поздно проморгаешь. Я видел, китайцы ставили такие клапана трубкой трубчатого толкателя, т.е. калёной трубкой. Если аккуратно бить, терпимый результат получается. Если посадку прослабить, то не приведи господь клапан в разъём вывалится. Да и в целом, монтаж клапана ударным методом не спасает от перекосов при установке. Другими словами, соосность клапана и отверстия хрен поймаешь. В общем, установка такого клапана в кустарных условиях — это как лотерея, повезёт — не повезёт. Те, кто пресс-формами по-взрослому занимаются, им нужно иметь приспособу по типу винтового пресса. К верстаку прикручиваются две стойки, на них траверса. Из траверсы вниз торчит ходовой винт. На винте сверху массивная крутилка по типу руля. Вот с этой штуковиной уже всё получается как надо. А на винте ещё нужно иметь насадку. Грубо говоря, насадка — это цилиндр с углублением, т.е. с буртами, в который вставляется клапан. До буртов его посадили в форму, потом насадку развернули, чтобы бурты не мешали и уже монтируем его до конца, в упор. Понятно, что смазочкой мазнуть перед установкой тоже нужно. Вот если клапан запрессовывать, а не забивать, то такие клапана хорошо и долго работают. Если забивать, то иногда на сотне смыканий его начинает клинить. Он не открывается и всё тут. Если его ключом с обратной стороны в шток ткнуть, то начинает работать, но после одной-трёх отливок снова перестаёт. Но если клапан стоит под углом к опорной поверхности детали, в которую он устанавливается, то тогда винтовой пресс не помогает, т.к. он только перпендикулярно верстаку работает.
Читайте также: Натяжение ремня генератора ваз 2112 16 клапанов
Кроме трудностей при установке, этот тип клапанов имеет ещё один минус. Чтобы снять изделие с пуансона клапаном, а не толкателем, нужно поставить таких клапанов многовасто. Дело в том, что площадь поверхности, на которую давит воздух в первоначальный момент очень низка. Клапан поэтому слабый. Но стоит клапану хоть немного отлипить изделие от пуансона, тогда воздух попадает между пуансоном и изделием, площад поверхности, на которую давит сжатый воздух, резко увеличивается, т.к. воздух уже давит именно на изделие и изделие слетает с пуансона со свистом. Вот только как заставить клапан преодолеть первоначальное сопротивление? Если стенка изделия тонкая, то тут ещё терпимо, а чуть потолще, то всё, туши свет: нужно заранее предусматривать места под дополнительные клапана, которые возможно придётся установить после первого испытания формы.
Учитывая всю эту вышеозначенную хрень, полгода назад я проверил в работе иное решение. А именно, использовал вместо тарельчатого клапана вставку-губку, предназначенную для вентиляции оформляющей полости.
Вставка представляет собой цилиндр, внутри которого ещё одна вставка из металла как губка, т.е. внутренняя вставка пропускает воздух. Я подумал, если эта вставка на улицу пропускает воздух, то почему бы его не подать в оформляющую полость наоборот, с улицы. Поставил. Всё получилось. Плюсов тут несколько.
1. Вставка не требует очень тщательной установки.
2. Вставка не имеет движущихся частей. Вставка фирмы Мисуми сделана не из сваренных шариков, которые разлетаются, а именно целиковая с тонкими длинными отверстиями, т.е. можно надеятся на то, что она будет работать очень и очень долго. Там нечему ломаться.
3. Вставка не имеет конического запорного элемента, а значит сжатый воздух действует непосредственно а пластмассовую деталь. Да, первоначальная площадь воздействия ещё меньше, чем у тарельчатого клапана, но это не проблема: хоть на один нанометр изделие отлипло от пуансона, далее площадь поверхности разрастается в геометрической прогрессии, т.е. работает на съём такая вставка лучше, чем тарельчатый клапан.
4. Такую вставку можно ставить в любом удобном месте, идеальная ровная поверхность не нужна, т.к. потом вставка жгётся электродом совместно с основным металлом и вставка приобретает форму оформляющей полости, а вот тарельчатый клапан электродом не пожгёшь.
Re: Воздушные клапана.
#6 Сообщение Alex4262 » 16 дек 2011, 05:56
Re: Воздушные клапана.
#7 Сообщение Бор » 16 дек 2011, 07:53
Re: Воздушные клапана.
#8 Сообщение Дамир » 16 дек 2011, 08:48
Re: Воздушные клапана.
#9 Сообщение Багаев Олег » 18 дек 2011, 08:11
Тут надо понимать, что поставщики стандартных комплектующих пишут в каталогах непойми чего. Зачастую мои личные представления в корне расходятся с тем, что написано в каталогах.
1. Тут имеет место «защита от дурака». Если каталожники пишут, что клапан предназначен для помощи при съёме, то да, в большинстве случаев это так, но далеко не во всех. Каталожникам главное, чтобы народ непоставил клапана чисто на съём, там, где съём клапаном не поможет и потом не материл поставщика комплектующих.
2. Если каталожники пишут, что некое изделие работает до 200 Цельсиев, то да, наверное в общем случае оно так и есть, но далеко не во всех. Надо понимать глубинные причины, заставившие каталожников указать именно такую цфру.
3. Каталожники продают то, что продаётся. Например, мои любимые японцы из Мисуми в каталоге бодро рисуют пример формы с четырьмя пружинами на контртолкателях. Моё же глубокое убеждение — такая конструкция не просто порочна, но и вредна.
4. Вспомните каталог Хаско конца девяностых. Вспомните какие они поставляли маркираторы (датировщики и пр.) Там была конструкция с буртом на корпусе маркера. Чтобы такую конструкцию использовать, нужно основательно повозиться и с изготовлением и с установкой такого маркировщика. Сейчас же все нормальные люди ставят маркеры просто в цилиндрическое отверстие по посадке и всё.
5. Вспомните конструкцию замков на ползуны в виде резьбового цилидра, из которого торчит шарик. Кто сейчас ставит такие замки? Только те, кто никогда не обращал внимание на западающие и вылетающие в разъём шарики. Но ставят же такие замки. Поэтому их продают.
Читайте также: Где сливается антифриз ваз 2112 16 клапанов
6. А комплект тяг для форм с третьей плитой! Это же вообще чудо какое-то! Использовал эту конструкцию — всё, считай, что форма в автомате не работает, т.к. центральный литник не выходит полностью из литниковой втулки. Да, конструкция простая и не дорогая, но кому нужна форма, которая не работает в автомате? Эту тему с японцами я обсудил. Японец потупил глазки и гвоорит: это прекрасная конструкция, но предназначена она для использования робота. А прекрасная она потому, что литник всегда остаётся в одном и том же положении не полностью выйдя из литниковой втулки. Вы поняли? Это прекрасная конструкция, оказывается! Но вот в каталоге они не пишут, что это конструкция для робота. Кто надо, тот понимает. Но я думаю, что это наглый звиздёж насчёт робота. Одно из преимуществ третье плиты как раз и заключается в том, что она автоматически сепарирует литники и изделия. Кому нужно вешает кусок брезентухи на третью плиту и ставит два конвейера (один узкий для литников, другой широкий — для изделий). Решение дешевле, и скоростнее, чем робот.
7. Что касается рекомендаций по установке, то рекомендаций по установке в каталоге как правило нет. Если они и есть, то только на такие изделия, где поставщик стандартных комплектующих обжигался не раз, когда покупатели ставили через одно место (например, опорные колонки) и потом материли поставщика комплектующих. И то эти рекомендации очень обтекаемы. Надо понимать, что способов установки того или иного компонента существует море, да и на каждую деталь не напишеь рекомендацию. Но это всё пустяки. Самое неприятное, когда покупатели начнут звонить со словами: «Мы тут всё сделали по вашим рекомендациям, но сломалося, пришлите новую.» Вот если просто говорят: «Сломалося», тогда обычно постащики комплектующих отвечают, что вы, де, неправильно ставили, а как правильно ставить — мы сами толком не знаем. Мы сделаем запрос в наш технический центр, они ответят (через недельку-другую), будете ждать?
8. Не надо думать, что задача компаний-поставщиков стандартных компонентов заключается в том, чтобы диктовать моду в области машиностроения (есть компании, которые продают стандартные детальки не только для форм). Их задача — заработать деньжат немного. Не надо их за это упрекать, нужно думать своей головой, а не головой немцев из компании Хаско или японцев из компании Мисуми и несть умникам числа. Если некая вставка предназначена для вентиляции оформляющей полости, то почему же через неё нельзя нагнетать воздух?
Поэтому, что касается клапанов для съёма, смело ставьте. Вопрос в том куда. Клапана для съёма очень хорошо подходят для съёма изделий типа «поднос», т.е. плоское, широкое, без существенных задержек на пуансоне. Изделие типа ведра скорее всего таким клапаном не снимешь. Вот с «подносом» там всё шикарно получается. Правая плита, в ней горячеканальный инжектор. В плите матрицы и пуансона насковзь на двух уровнях проведены каналы охлаждения и подачи воздуха. Со стороны матрицы тоже поддув сделан, чтобы изделие на пуансоне оставалось. Под плитой пуансона шлиифованные совместно брусья, коорые опираются на левую (крепёжную) плиту. Вот и вся форма. В ней нет движущихся частей. Использованы не тарельчатые клапана, а вставки для вентиляции оформляющей полости. Но и это не всё. Центрирующие колонки в форме отсутствуют, а центрируется форма по специальным выступам-впадинам, которые выполнены как единое целое с матрицей и пуансоном на месте центрирующих колонок. Имя такой форме — вечность. Цена ей — 3 копейки. Не смотрите на цены на картинке выше. Конечно, если ставить такие выпара по 2 000 евро за штуку, то цена форме будет далеко не три копейки. Это же каталог для Европы. А для Азии точно такой же каталог, только написан он на китайском языке и цены в юанях. На некоторые позиции цены отличаются более чем в 10 (!) раз.