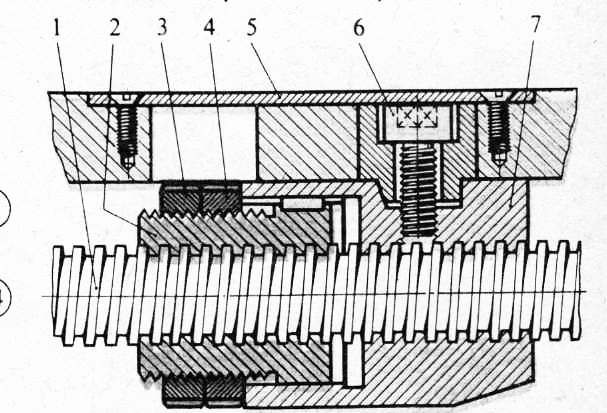
Гаечный механизм устранения «мертвого хода» винта поперечного суппорта. С целью устранения «мертвого хода» гайка подачи винта выполняется из двух полугаек. Для регулирования зазора снимают крышку и при помощи бородка (легким постукиванием) отворачивают контргайку, а затем проворачивают регулировочную гайку. Величину зазора определяют по лимбу поперечной подачи (допускается «мертвый ход» в пределах до одного деления лимба). После регулировки затягивают контргайку и устанавливают крышку на место. Двухразрядный лимб продольной подачи (станка 16К20П). На лимбе станка имеется две шкалы. На первой шкале цена деления—1 мм, т. е. перемещению суппорта на 1 мм соответствует поворот лимба на одно деление.
На второй шкале цена деления 100 мм, т. е. перемещению суппорта на 100 мм соответствует поворот лимба на одно деление. Механизм автоматической подачи верхних салазок суппорта
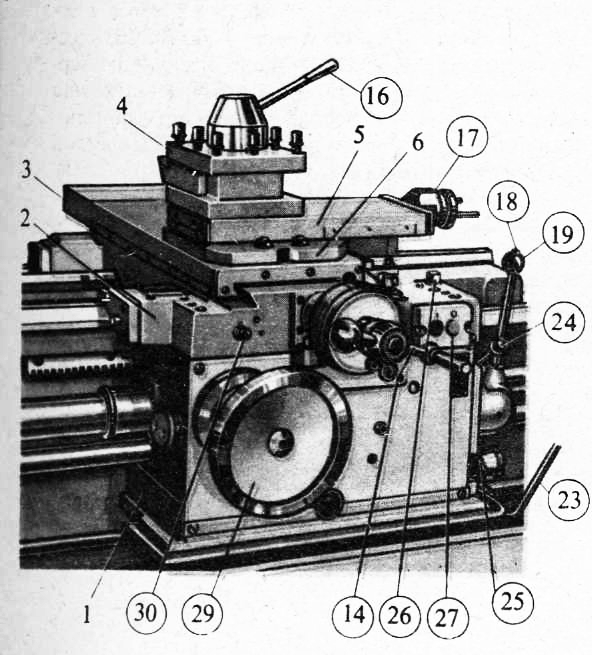
Этот механизм встроен в станок 16К20П, а по особому заказу может поставляться со станком 16К20. Коническая шестерня z — 20 винта верхних салазок получает вращение от шестерни z = 29 фартука через шестерню z=18, коническую пару z = 20, 20, шестерни z = 20, 23, 30, 28, 36 и коническую шестерню z = 20. При помощи этого устройства можно обрабатывать конические поверхности под любым углом уклона конуса при автоматической подаче верхних салазок.
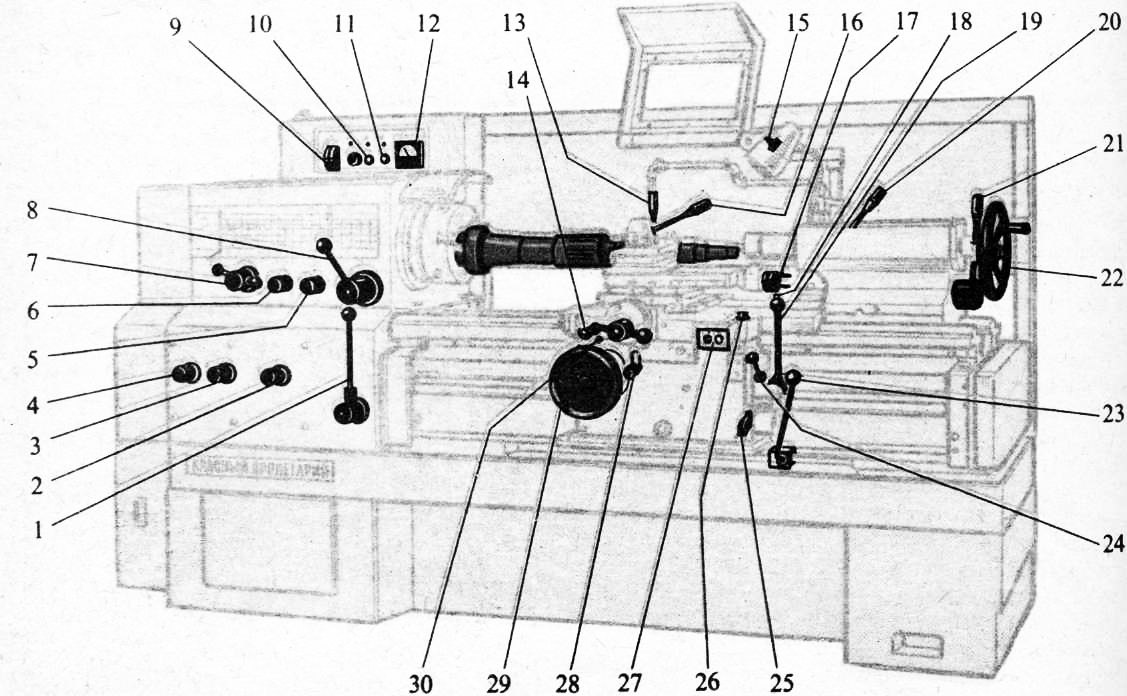
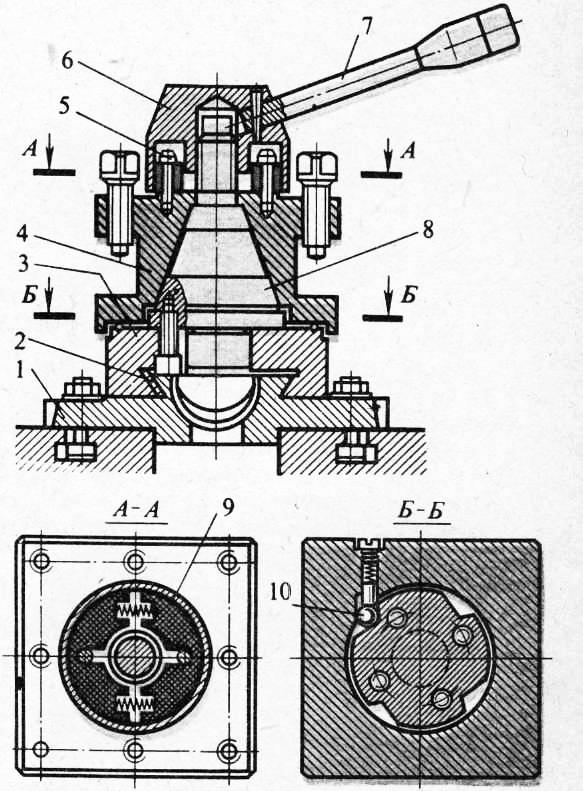
Резцедержатель на конусной основе. Резцедержатель станка 16К20 может фиксироваться и надежно закрепляться при помощи конусного сопряжения со своей опорой. Фиксация в основных четырех положениях осуществляется подпружиненным шариком, расположенным в резцедержателе и заскакивающим в гнезда конусного основания. При повороте резцедержателя рукояткой вначале колпак сходит по резьбе с центрального винта опоры. Затем подпружиненные фрикционные колодки, связанные со штифтами, прижимаются к расточке колпака и таким образом передают вращение на резцедержатель. При зажиме вначале поворачивается колпак вместе с резцедержателем, а после фиксации разцедержателя колпак, преодолевая трение колодок, навинчивается на винт окончательно, надежно закрепляя резцедержатель.
Задняя бабка на пневматической опоре. Задняя бабка станка 16К20 имеет пневматическое устройство, облегчающее перемещение ее по направляющим станины и предотвращающее износ направляющих. В это устройство входит воздушный трубопровод, подключенный к цеховой магистрали сжатого воздуха: фильтр (влагоотделитель), в котором осаждается имеющаяся в воздухе влага, маслораспылитель, в котором воздух захватывает мелкие частицы масла, служащие для смазки клапана; трехходовой клапан для впуска сжатого воздуха в специальную камеру на подошве основания задней бабки с целью создания «воздушной подушки». Подача воздуха включается при нажиме кулачка, укрепленного на рукоятке, на толкатель клапана.
Каталог






Регулировка задней бабки токарного станка
За точность установки и обработки детали в токарных станках отвечают специальные узлы — токарные бабки.
Шпиндельная (передняя) бабка — устройство токарного станка, предназначенное для сообщения заготовке вращательного движения. Обрабатываемая деталь закрепляется в кулачки патрона, цангу, планшайбу установленные на переднем торце шпинделя или фиксируется центрами между передней и задней бабками. Частота вращения заготовки и направление могут регулироваться от системы управления.
Задняя (упорная) бабка — узел токарного станка для фиксации (поджатия) обрабатываемых заготовок с помощью упорного или вращающегося центра. На универсальных станках также используется для установки режущего инструмента: сверл, зенкеров, разверток.
Устройство бабки токарного станка (шпиндельный узел)
Передняя бабка состоит из корпуса (чаще всего чугунного) и шпинделя. В станках с коробкой скоростей добавляются валы, шестерни и устройство переключения диапазонов для обеспечения различных моментов резания для обработки заготовок, система смазки шпиндельной бабки. Усилие вращения на деталь передается через шкив на первом валу. При установке шпинделя «картриджного» типа — вращательное движение патрона передается от двигателя через ремни на шкив, установленный на шпинделе. При установке электрошпинделя — ременная передача и внешний двигатель не применяются.
Корпус шпиндельной бабки может иметь различную форму, отливается, как правило, из чугуна. В современных станках в жестком корпусе передней бабки имеются точные отверстия для установки передних и задних подшипников шпинделя, это достигается расточкой корпуса на расточном станке с борштангой, с последующим контролем на измерительной машине. Предусмотрена возможность регулировки оси шпинделя в плоскости движения оси Х (для станков с горизонтальной станиной это будет горизонтальная плоскость, направление «к оператору или от оператора»). В вертикальной плоскости точность достигается пришабриванием
Передача вращательного движения от двигателя к шпинделю, чаще всего, осуществляется посредством клиновых или поликлиновых ремней и шестерней зубчатой передачи. В станках токарной группы с ЧПУ для обеспечения функций нарезания резьбы и поддержания постоянства скорости резания устанавливается дополнительный датчик — энкодер шпиндель. Энкодер воспринимает вращение шпинделя и преобразует его в электрический импульс, посылаемый в модуль ЧПУ. В свою очередь, контроллер управляет работой серводвигателя привода для плавного(не дискретного) регулирования частоты оборотов шпинделя.
Шпиндельный узел, как правило, имеет систему циркуляционной смазки и может иметь систему охлаждения. В шпинделя «картриджного» типа консистентная смазка закладывается на весь срок службы подшипников.
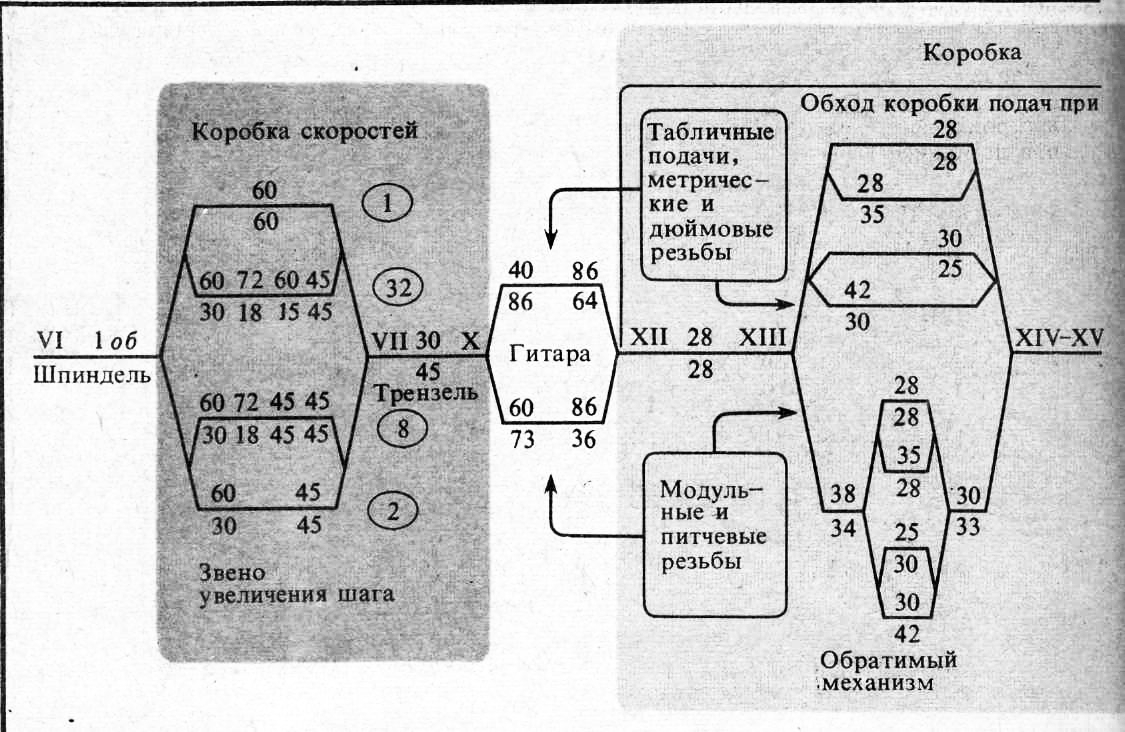
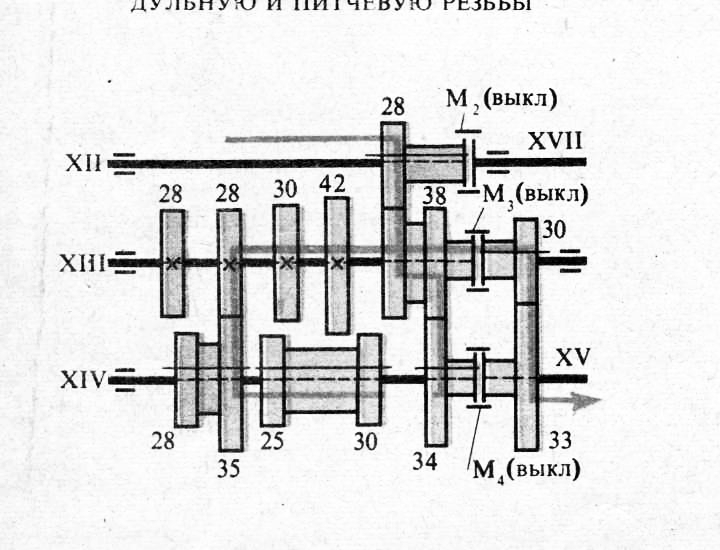
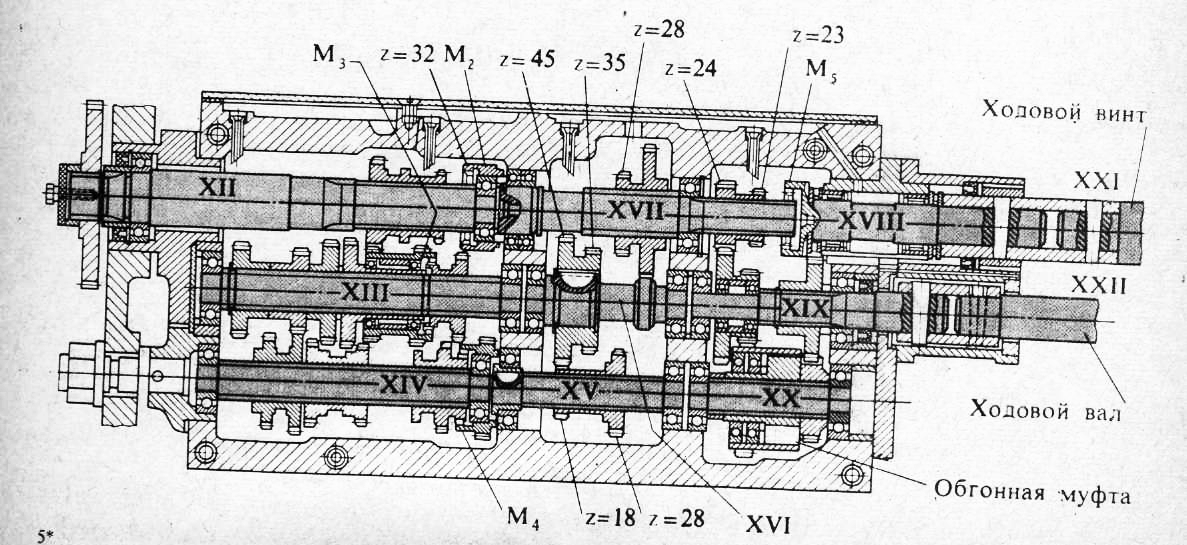
Кинематическая схема шпиндельной бабки обычно приведена в документации на конкретный станок.
Шпиндель передней бабки
Шпиндель — полый внутри вал, изготовленный из углеродистой стали, в отверстие которого пропускают длинномерные заготовки. Установлен шпиндель в корпус передней бабки посредством переднего и заднего подшипниковых узлов.
Торец шпинделя токарных станков, в зависимости от исполнения, соответствует ГОСТ 12595-2003 или ГОСТ 26651-85. На современных станках ЧПУ, в зависимости от запросов потребителя, геометрия торца шпинделя может быть изменена. На торец устанавливается зажимное устройство: токарный патрон, цанга, планшайба, упорный центр.
Посадочные поверхности торца шпинделя имеют обработку не ниже 6 квалитета, при изготовлении поверхность подвергается закалке и шлифовке. В противном случае радиальное и торцевое биение установленного патрона или другого зажимного устройства, установленного на шпиндель, будут превышать допустимые значения. Это скажется на точности обработки заготовки. После установки шпиндель проверяется на наличие вибраций, и, при необходимости, производится балансировка
В связи с этим, при замене зажимной оснастки посадочные поверхности шпинделя необходимо оберегать от различного рода повреждений, не допускать наличия стружки и грязи, а также проверять биение вновь установленных патрона или цанги.
пример — шпиндель «картриджного» типа
пример — шпиндель с валами и шестернями коробки скоростей
Проверка точности
Геометрическую точность на токарных станках с ЧПУ проверяют по контрольным скалкам и оправкам. Проверка методом проточки не входит в проверки по ГОСТ(в токарный патрон зажимается заготовка диаметром не менее 80 мм длиной до трех диаметров и обтачивается цилиндрическая поверхность перемещением по оси Z без поджима задней бабкой), является неточной и не отражает реальное положение оси шпиндельной бабки. на результаты проточки влияет очень много факторов и погрешность измерения будет превышать величину допуска (режимы резания, высота режущей кромки и вылет оправки, состояние подшипников шпинделя и остальной кинематики . Допустимые отклонения указаны в приложении к свидетельству о приемке станка.
При неудовлетворительных результатах проверки точности выявляют и устраняют причину и проводят повторную проверку.
Задняя бабка
Задняя бабка входит в стандартную комплектацию любого токарного станка, производимого Тверским станкостроительным заводом.
Устройство задней бабки токарного станка
Упорная бабка состоит из плиты (основания, опирающегося на направляющие станины), корпуса, пиноли, штурвала перемещения пиноли) и рукояток фиксации пиноли и задней бабки. В левом торце пиноли имеется коническое отверстие, служащее для установки и фиксации приспособлений и инструмента.
Задняя бабка станка чаще всего перемещается вручную оператором. На некоторых моделях станков может присоединяться к суппорту и совместно перемещаться вдоль оси Z к месту зажима.
Пиноль задней бабки выдвигается и отводится, перемещением маховика. Возможна установка гидравлического или электро-механического устройства выдвижения
Для регулировки соосности оси шпинделя и оси пиноли задней бабки при обработке заготовок применяют поперечное смещение оси задней бабки (к оператору или от оператора).
В токарных обрабатывающих центрах задняя бабка может иметь управляемое от ЧПУ перемещение (ось W). Также возможно замена пиноли на противошпиндель.
Настройка и регулировка
Регулировка задней бабки токарного станка выполнена на заводе изготовителе. Дополнительная регулировка требуется при ухудшении точности станка. Заключается она в установке минимальных зазоров в передних и задних подшипниках пиноли (модели с вращающейся пинолью), компенсации люфта между опорными поверхностями упорной бабки и направляющими станины, исключению смещения относительно оси шпинделя.
Фиксация задней бабки станка к направляющим осуществляется при зажиме гаек 2, пиноль 1 фиксируется рычагом 5. Перемещение пиноли происходит при вращении штурвала 4.
Для облегчения позиционирования задней бабки по направляющим станины может использоваться система разгрузки или механизм 3, при ослаблении болтов крепления 2 задняя бабка перемещается в направлении противоположном направлению вращения рукоятки механизма 3.
В корпусе пиноли расположена масленка для выполнения ручной смазки.
Регулировка оси пиноли в горизонтальной плоскости производится с помощью установочного винта (под штурвалом пиноли) и двух винтов А.
Геометрическую соосность передней и задней бабок проверяют, зажимая поверочную скалку (диаметр и длина зависит от РМЦ станка) в неподвижных центрах бабок токарного станка. Стойка с индикатором часового типа, установленная на суппорт или револьверную головку, перемещается вдоль осевой линии заготовки в вертикальной и горизонтальной плоскости. После проверки и при необходимости производится настройка задней бабки.
Результаты поиска
Веб-страницы
изображений
- машины
- Вертикальные мельницы
- Вертикальные фрезы
- VF Series
- Универсальные машины
- VR Series
- Мини Миллс
- Формовочные машины Серия
- Drill / Tap / Mill
- Инструментальные фрезы
- Компактные мельницы Портал серии
- VC-400
.Выравнивание бабки токарного станка
: резка испытательного стержня
Допустим, вы недавно купили токарный станок и установили его в своем магазине. Может быть, вы даже ушли и выровняли это как босс. Вы готовы делать чипсы, верно? Ну, не так быстро. Как скажут вам настоящие машинисты, вы можете использовать все уровни и лазеры и все, что захотите, но доказательство в деле. Точное выравнивание приводит вашу машину в соответствие с требованиями (у машинистов есть или маленьких шариковых шариков), но последний шаг к тому, чтобы заставить машину по-настоящему хорошо работать, это разрезать контрольную планку.Это верный способ устранить последние следы поворота в постели.
Существует два типа тестовых полос. Один для проверки выравнивания шпиндельной бабки, что мы здесь и делаем. Есть другой тип, используемый для проверки выравнивания задней бабки, но это тема для другого дня.
Начнем с того, что забросили немного акций. Вы хотите что-то значительного диаметра, потому что у нас будет много неподдерживаемых вылетов, что вы обычно никогда бы не сделали. Акция должна быть максимально жесткой сама по себе.Чем больше у вас вылет, тем точнее будет ваше измерение закручивания кровати, но тест становится невозможным, если вылет слишком велик, чтобы заготовка оставалась жесткой при резке. Это сложный баланс. Для этой демонстрации на моей маленькой настольной машине я использую заготовку диаметром 1 ¼ ”, длиной 5 ″. Для большой напольной машины хорошее начало — это запас диаметром 2 дюйма длиной около 10 дюймов.

Я использую свой индикаторный инструмент для 3D-печати, чтобы набирать номер на обоих концах. В течение одной тысячной будет служить нашим целям.
Наберите его как можно ближе к патрону с четырьмя челюстями. Чем больше времени мы выберем, тем быстрее и проще будет этот тест. Если у вас есть заготовка с обработанной поверхностью, это идеальный вариант, но холоднокатаный прокат с завода, как правило, подойдет. Здесь я использую мягкую сталь, но что-то вроде стали 12L14 без механической обработки облегчило бы получение хорошей отделки (которая помогает с измерениями).
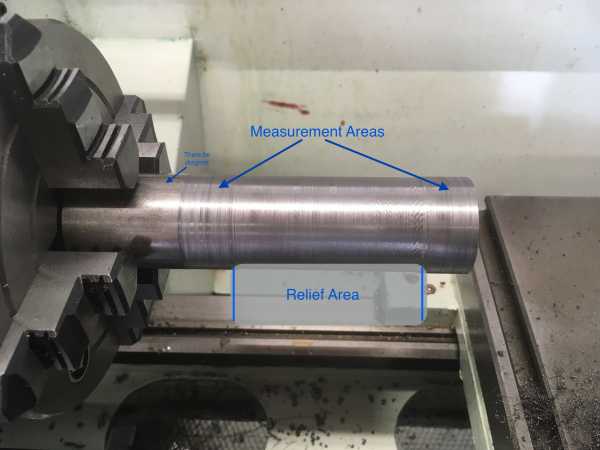
Общая идея заключается в том, что мы делаем форму штанги. Мы будем делать высокоточные разрезы на концах, оставляя в центре более узкую область, которую мы можем легко пропустить.
Когда набранная масса набрана, поверните рельефную зону в центре планки, оставив около дюйма на каждом конце нетронутым. Мы будем только измерять концы, поэтому средняя часть будет только мешать. Ослабление также минимизирует износ инструмента между разрезами (что повлияет на результаты наших испытаний). Рельеф 30-50 тыс. Достаточно. Нам нужно достаточно места, чтобы очистить несколько тестовых разрезов на каждом конце. Не уменьшайте слишком много, потому что нам нужна эта жесткость на складе.
Обратите внимание, что мы , а не , используем хвостовую часть для поддержки здесь.Это важно, потому что хвостовой запас вводит свой собственный набор переменных, которые влияют на выравнивание. Мы только тестируем выравнивание шпиндельной бабки, поэтому не может использовать заднюю бабку. Это означает, что мы должны делать очень легкие порезы, потому что наша жесткость очень низкая.
Обратите внимание, что к концу сокращений рельефа у меня возникла какая-то неприятная болтовня, потому что мы вышли из того положения, где мы должны быть без поддержки хвостового запаса. Финиш вообще не имеет значения для зоны рельефа, а я был нетерпелив и слишком резок.
С созданным рельефом мы можем выполнить очень световых разрезов в двух областях измерения. Мы хотим всего лишь достаточно, чтобы очистить поверхность вокруг (поэтому мы знаем, что мы находимся внутри любого выбега в патроне). Я делаю двухтысячные сокращения на каждом проходе здесь. Сделайте свой проход в обеих областях измерения, не касаясь перекрестного слайда между ними. Остановите машину в конце и отмерьте, затем сверните каретку назад и сделайте еще один отрезок, если необходимо.
Между каждым проходом тщательно измеряйте две полосы.
После того, как вы произведете чистый разрез в обеих областях измерения, сравните диаметры с высококачественным микрометром. Если они разные, машина обрезает конус, что означает, что ваша кровать имеет некоторый поворот. Немного отрегулируйте или отрегулируйте задние ножки токарного станка и сделайте еще один разрез.
Больший хвостовой конец на перекладине означает, что передний правый угол вашего пути слишком низок (инструментальный инструмент становится ближе к работе во время движения). Если конец патрона шины больше, передний правый угол вашего пути слишком высок (инструментальный наконечник все дальше отдаляется от работы во время движения).
В моем случае, два конца — тупые гайки на 1,245 ″, поэтому я очень счастлив. Этой машине можно доверять, чтобы не порезать конусы в пределах как минимум 6 дюймов или около того.
Как близко вы хотите получить эти измерения, зависит от вас, но одна десятая тысячной над 5-6 ″, вероятно, достаточно хороша для всего, что может понадобиться любителю. Как только вы закончите, вы можете смазать и сохранить тестовую полосу для последующего использования. С рельефным срезом около 30 тыс. Раз один и тот же испытательный стержень можно использовать несколько раз.
Вот и все! Нарезка тестового бруса — это простой часовой проект, который научит вас ценным навыкам токарного станка и укрепит ваше доверие к станку.Если вы знаете, что можете доверять машине, вы поймете, что любые будущие проблемы существуют только между маховиками и чертежом *.
0618 Мини-токарный станок с аварийным выключателем вправо-влево Изменение скорости вращения DIY Токарный станок Универсальные станки Разъем EU
Особенности:
Вращение вправо-влево: прецизионный токарный станок для металлообработки, оснащенный реверсивным приводом с переменной скоростью и мощным режущим механизмом для правой и левой резьбы.
Высокая производительность: CQ0618 имеет 100-миллиметровый фланцевый патрон шпинделя и оснащен 100-мм самоцентрирующимся трехкулачковым патроном.
Эргономичный дизайн: Токарный станок следует устанавливать на прочном, тяжелом рабочем столе достаточной высоты, чтобы вам не пришлось сгибаться спиной для выполнения обычных операций.
Применение: прецизионный токарный станок для металлообработки, идеально подходит для небольших мастерских, профессиональных или домашних инженеров и модельеров.
Регулирование скорости: Скорость вращения шпинделя 50-2500 об / мин, разделенная на высокую и низкую двухскоростную регулировку скорости вращения шпинделя, плавно регулируемая.Описания:
Этот прецизионный токарный станок с широким ассортиментом принадлежностей специально разработан для небольших промышленных предприятий.
Высококачественный процесс закалки и точного шлифования высококачественных чугунных стоек.
Поставляется с кнопкой аварийного останова и защитным кожухом патрона.Технические характеристики:
Модель: 0618
Цвет: синий
Материал: чугун
Размер изделия: прибл. 80 * 30 * 33 см
Размер упаковки: прибл.80,5 * 30,5 * 31 см
Ø зажимного патрона: 80 мм
Диапазон скоростей: 1: 0 — 1150 об / мин; 2: 0 — 2500 об / мин
Диаметр обточки над кроватью: 180 мм, над горкой: 105 мм
Ширина наконечника: 310 мм
Высота центра: 90 мм
Макс. Длина коляски: 275 мм
Макс. Поперечный ход каретки: 90 мм
Отверстие шпинделя: 15 мм
Крепление шпинделя: MK 3
Конус задней бабки: MK 2
Регулировка иглы задней бабки: 45 мм
Метрическая резьба: 0,4 — 2,0 мм
Макс. Поперечное сечение Хвостовик токарного инструмента: 8 x 8 мм
Полый вал: макс.Проход 16 мм
Концентричность (с подачей):
- Вертикальные мельницы