

Конструкция втулки цилиндра (рис. 19) дизелей типа Д49 так называемого подвесного типа. Важными преимуществами такого типа втулок являются: возможность сборки втулки с крышкой цилиндра в виде отдельного комплекта дизеля, при этом до установки в дизель опрессовывают комплект втулка-крышка и Рис 19. Втулка цилиндра:

1 — втулка; 2 — рубашка, 3, 4, 5,6,9 — уплотнительные кольца, 7 — прокладка газового стыка; 8 — втулка перетока воды в крышку, 10 — прокладка, 11 — шпилька; а — скос, б — полость охлаждения; в — отверстие подвода воды, г, д — отверстия, е — теплоизолирующий слой втулки Рис. 20. Температура в различных точках втулки цилиндрапроверяют деформацию зеркала втулки после затяжки шпилек, соединяющих втулку с крышкой. В подвесной втулке нет жесткой связи втулки с блоком цилиндров, в результате чего газовый стык выведен из силовой схемы остова дизеля и разгружен от осевых усилий давления сгорания. Выбранная конструкция и материал втулки обеспечивают необходимую прочность в условиях совместного действия газовых сил, тепловых деформаций, усилий затяжки шпилек крепления к крышке цилиндра и бокового давления поршня; работоспособность трущихся пар тронк поршня-втулка и поршневое кольцо-втулка; повышенную стойкость против коррозионно-кавитационных повреждений поверхностей, подверженных воздействию охлаждающей воды. Указанным требованиям удовлетворяет применяемый для втулок дизелей типа Д49 антифрикционный легированный чугун. Повышение антифрикционных свойств, улучшение прирабатываемости втулки с поршнем и поршневыми кольцами в начальный период работы обеспечивается фосфатированием рабочей поверхности втулки. На втулку напрессована алюминиевая рубашка 2. Между втулкой и рубашкой образована полость б для охлаждающей воды, поступающей из отверстия в в блоке цилиндров. В крышку цилиндра вода проходит через втулки 8. Снижение температурного перепада по сечению верхнего пояса втулки достигается установкой переточных втулок 8, покрытых с внешней стороны теплоизолирующим слоем и изолированных по торцу от втулки цилиндров с помощью парони-товой прокладки 10. Отличительной особенностью втулки цилинд ров является изолирование резиновых уплотнительных колец 4 верхнего пояса от непосредственного воздействия высоких температур. На рис. 20 представлена температура в различных точках втулки при форсировании дизеля ре = 1,2 МПа Температура втулки в зоне резиновых уплотнительных колец не превышает температуры охлаждающей воды.

Газовый стык между втулкой и крышкой цилиндра уплотнен стальной омедненной прокладкой 7 (см. рис. 19) и стянут шпильками 1/. Два отверстия г используют для крепления приспособления, удерживающего поршень при монтаже и демонтаже цилиндрового комплекта. В отверстие д устанавливают монтажный болт для предотвращения сползания рубашки при транспортировке комплекта. При сборке с крышкой цилиндра и установке в блок втулку устанавливают скосом а на сторону всасывания. На шпильку, расположенную над скосом а, устанавливают глухую гайку и резиновое кольцо 3, поскольку они расположены в масляной полости крышки цилиндра. Коррозионно-кавитационная стойкость втулки и рубашки в значительной степени зависит от качества применяемой воды и присадки к воде.
Втулки цилиндров блока
Втулки цилиндров дизеля служат в качестве направляющих для перемещения поршней. Они образуют ра бочий объем цилиндров, в котором происходит преобразование химической энергии топлива в механическую энергию для вращения коленчатого вала дизеля. В связи с высокой температурной напряженностью они требуют охлаждения, а возвратно-поступательные перемещения поршня с большой скоростью предъявляют высокие требования к чистоте обработки внутренней поверхности и качеству масла. Для отвода тепла, выделенного при сгорании топлива, от стенок цилиндров они омываются водой, циркулирующей между блоком дизеля и охлаждающими секциями радиаторов.
У цилиндровых втулок дизелей 10Д100 и 2А-5Д49 (рис. 56, а, б) полость охлаждения создается рубашками, надетыми на втулку и уплотненными на ней резиновыми кольцами. Полости между втулками и рубашками сообщаются с водяными коллекторами. Благодаря уплотнениям блок цилиндров защищен от попадания воды, поэтому такие блоки называют сухими.
У дизеля ПД1М охлаждающая вода циркулирует непосредственно между втулками и корпусом блока и поэтому специальных рубашек втулки не имеют (рис. 56, в).
Читайте также: Тормозной цилиндр киа сефия
Цилиндровые втулки отливают из специального антифрикционного легированного чугуна. Их внутренняя поверхность для снижения потерь на трение обрабатывается хонинговани-ем и затем подвергается фосфатиро-ванию. По конструкции втулки дизе
Рис. 56. Втулки цилиндров дизелей 10Д100 (а), 2А-5Д49 (б), ПД1М (в):

1 — втулка; 2 — резиновые уплотннтельные кольца; 3 — рубашка охлаждения цилиндров; 4 — стопорное кольцо; 5 — медное уплотннтельное кольцо; 6 — втулка для перетока воды из крышки в охлаждающую полость цнлнидра; а — отверстия для отвода воды; б — отверстия для адаптера; в — отверстие для отвода воды; г — канавки для уплотнительных колец; д — опорный бурт; е — центрирующие пояса; ж — монтажное отверстиелей 10Д100, типов Д49, ПД1М имеют каждая свои особенности.
Втулки дизелей 10Д100 разгружены от растягивающих усилий и поэтому каждая из них крепится к блоку дизеля всего четырьмя шпильками, для чего в верхней части втулки име

I — втулка нажимная; 2 — гайки; 3 — шпилька; 4 — фланец; 5 — корпус; в — кольцо резиновое; 7 — кольцо медноеется прямоугольный бурт. Средняя часть втулки, наиболее нагруженная в тепловом отношении, закрыта стальной водяной рубашкой 3 охлаждения. Для увеличения жесткости и площади поверхности охлаждения втулки ее средняя часть выполнена с продольными или продольно-поперечными ребрами. Рубашка на втулке фиксирована стопорным кольцом 4. Уплотнение водяной полости осуществлено четырьмя резиновыми кольцами 2. Вода подводится к полости охлаждения через два отверстия в снизу рубашки, а отводится сверху через одно отверстие а. В средней части во втулке и рубашке имеются три отверстия б для установки двух форсунок и индикаторного крана. Форсунки и кран вставлены в адаптеры (рис. 57), ввернутые во втулку ц уплотненные в рубашке с помощью резинового кольца 6.
В верхней части втулки по всему периметру выполнено шестнадцатьвпускных окон, а в нижней — по пять окон слева и справа выпускных. Верхние впускные продувочные окна соединены с левым и правым воздушными коллекторами, а нижние через выпускные коробки сообщаются с выпускными коллекторами. На наружных поверхностях втулки и рубашки выполнены канавки для установки резиновых уплотнительных колец. Верхние уплотнительные кольца предохраняют от просачивания масла в корпус блока, а нижние — от пропуска газов в картер дизеля.
Втулка цилиндра дизеля Д49 подвесного типа — подвешена на шпильках к крышке цилиндра (см. рис. 56, б). Жесткой связи втулки с блоком дизеля нет, в результате чего газовый стык выведен из силовой схемы блока дизеля и разгружен от осевых усилий давления сгорания. Стык между втулкой и крышкой цилиндра уплотнен стальным омедненным кольцом 5. Водяная рубашка сверху уплотнена резиновыми кольцами 2 на втулке, аснизу также кольцами во втулке из нержавеющей стали, запрессованной в блок дизеля. Для перетока воды в крышку сверху в отверстия запрессованы втулки 6, покрытые теплоизолирующим слоем и уплотненные парони-товыми прокладками и резиновыми кольцами. Отверстия ж в нижней части втулки служат для крепления приспособления, удерживающего поршень во втулке цилиндра при подъеме и опускании цилиндрового комплекта.
Втулка цилиндров дизеля ПД1М (см. рис. 56, в) выполнена с некоторым утолщением от середины к верху, так как в верхней части давление газов значительно больше, чем в нижней. Втулка буртом д притирается к блоку цилиндров, а поясами е центрируется в нем. Внизу втулка уплотняется в блоке тремя резиновыми кольцами, установленными в ручьях г. Кольцевой паз в торце бурта втулки служит для установки крышки цилиндра.
Глава VIII. КОЛЕНЧАТЫЕ ВАЛЫ И ИХ ПОДШИПНИКИ
Ремонт втулки цилиндров дизеля. Дизель Д49.
Цилиндровые втулки подвесного типа в отличие от втулок, опирающихся на блок, позволяют получить ряд преимуществ: силы давления газа не отрывают крышку от втулки; повышается приспособляемость поршня к втулке в процессе совместной работы и деформации; сборка втулки производится вне дизеля, что обеспечивает ее высокое качество. Цилиндровая втулка имеет рубашку из стали, что позволяет производить опрессовку крышки вместе с втулкой вне блока. Втулка изготовляется из хромомолибденового чугуна, обладающего высокой износостойкостью и необходимыми антифрикционными свойствами. Резиновые уплотнения не соприкасаются с поверхностями втулки, что не вызывает их повышенного нагрева.
К крышке втулка крепится шпильками. Стык между ними уплотнен стальной прокладкой, покрытой гальваническим путем слоем меди толщиной 0,03÷0,04 мм, которая при затяжке врезается в выступы на сопрягаемых поверхностях. В дизеле применен газовый стык замкнутого типа, что позволило увеличить сопротивление сдвигу в радиальном направлении в 3 раза по сравнению со старой конструкцией. С внешней стороны втулки покрыты теплоизолирующим слоем, а их бурты уплотнены снизу паронитовыми прокладками, а сверху – резиновыми кольцами.
Читайте также: Вертикально расположенным замкнутым цилиндрам
Неисправности: износ зеркала втулки.Зеркала втулки по высоте и окружности изнашиваются неравномерно. По высоте наибольшему износу подвержена зона камеры сгорания. Причинами этого являются плохие
условия работы первого компрессионного кольца, при которых увеличивается давление на стенку газов, попадающих между кольцом и ручьем поршня. Согласно проведенным исследованиям на первое кольцо действует 75 % давления газов, на второе – 17 % и на третье – 8 %. Преждевременный износ зеркала втулки происходит из-за неудовлетворительной фильтрации воздуха, плохого качества масла, смывания масла несгоревшим топливом, быстрого нагружения непрогретого дизеля.
Неравномерный износ по окружности происходит по причине действия нормальной силы от поршня на стенку втулки. В связи с этим наибольший износ происходит в плоскости, перпендикулярной оси коленчатого вала. Неравномерный износ втулки по длине и окружности вызывает конусность и овальность ее зеркала. Выявление искажений геометрических размеров производится индикаторным нутромером (технология замеров подробно изложена в лабораторных работах [6]). При ремонте ТР-3 овальность рабочей поверхности допускается не более 0,08 мм. Износ можно восстановить хромированием, осталиванием или напылением.
Группой специалистов СКБД «Техплазма» была разработана технология плазменного напыления (металлизации) с одновременным упрочнением рабочей поверхности втулок. Плазменную струю получают нагревом плазмообразующего газа в электрической дуге, горящей в закрытом пространстве. Эти устройства называются плазматронами или плазменными горелками. Плазматрон (рис. 7.5) состоит из охлаждаемого водой катода 1 и анода 4 (сопла). Катод изготовляют обычно из лантинированного вольфрама, а анод – из меди. Катод и анод изолированы друг от друга прокладкой из изоляционного материала. Для получения плазменной струи между катодом и анодом возбуждают электрическую дугу от источника постоянного тока напряжением 80–100 В. Электрическая дуга нагревает подаваемый в плазматрон газ до температуры образования плазмы, т. е. до такого состояния, когда газ становится электропроводным. В поток газа вводится материал, который расплавляется и выносится на поверхность детали. Температура плазменной струи в зависимости от величины тока дуги и расхода газа достигает 10000–30000 °С, а скорость истечения 1000–1500 м/с. В качестве газов используют аргон и азот.
Аргонная плазма имеет более высокую температуру, чем азотная, но последняя имеет более высокое теплосодержание и меньшую стоимость. Исходный материал подается в плазматрон в виде порошка, проволоки, прутка или гибкого шнура. Наиболее приемлемым является порошок с размерами частиц от 20 до 150 мкм. Порошковый питатель определяет расход порошка и, следовательно, производительность процесса напыления. Расход порошка регулируется в пределах от 5 до 12 кг/ч. Попадая в плазменную струю, порошок расплавляется и приобретает скорость 150–200 м/с. Наибольшей скорости он достигает на расстоянии 50–80 мм от среза сопла плазматрона и зависит от размера частиц, величины тока дуги и расхода газа. Процесс плазменной металлизации имеет высокую производительность и может быть автоматизирован.
В настоящее время промышленностью выпускаются серийно установки типа УПУ-3Д и УПУ-8, в комплект которых входят плазматрон, порошковый питатель, шкаф и пульт управления.
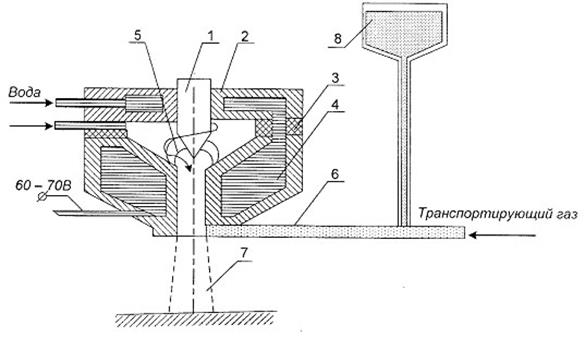
Рис. 7.5. Схема плазматрона: 1 – катод; 2 – рубашка для охлаждения катода; 3 – изоляционная прокладка; 4 – сопло плазматрона (анод); 5 – электрическая дуга;
6 – трубка для подачи порошка; 7 – плазменная струя; 8 – порошковый питатель
Подготовка поверхности заключается в следующем: очистке поверхности, удалении слоя поврежденного металла точением или грубой шлифовкой; создании шероховатости путем обработки поверхности кварцевым песком, корундом, карбидом кремния или металлической крошкой марки ДЧК № 1,0 или № 1,5. Сжатый воздух, используемый для обработки, должен быть очищен от влаги и масла. Перерыв между обработкой и напылением не должен превышать 2 ч. При нанесении покрытий толщиной свыше 1,0 мм возможно использовать нарезание «рваной» резьбы с параметрами: шаг 0,2–0,3 мм, глубина 0,20–0,35 мм. Поверхность, не подлежащая напылению, должна быть защищена специальным экраном из медного листа или защитной пастой.
Читайте также: Как записать размер цилиндра
Перед нанесением металла поверхность следует обезжирить растворителем. Напыляемую поверхность подогревают до температуры 150–180 °С плазменной струей без подачи порошка для удаления адсорбированной влаги. Включают подачу порошка и напыляют подслой толщиной 0,1–0,15 мм и затем – основной слой. В качестве металла используют порошки, обладающие износостойкостью, коррозионной стойкостью и жаропрочностью. К ним относятся ПН85Ю15, ПН70Ю30, ПР – Н80Х13С2Р и др.
После напыления производят механическую обработку шлифованием карборундовым или алмазным инструментом зернистостью 46–60 при обильном охлаждении. Последней операцией при восстановлении втулок должно быть хонингование тонкими брусками для придания минимальной шероховатости. Для снижения износа поршневых колец целесообразно применять твердую смазку, которая наносится на поверхность втулки.
Преимуществом плазменного восстановления является высокая маслоемкость нанесенного слоя вследствие его пористости, локальность обработки, незначительные температурные деформации детали и большая производительность.
Проведенные испытания восстановленных втулок показали их высокую износостойкость, позволяющую повысить ресурс до 1 млн. км.
Задир зеркала втулки.Причины задира: отсутствие или недостаток смазки на стенках поршня и втулки; выгорание смазки из-за низкого ее качества или высокой температуры стенки; прорыв газов через кольца; попадание топлива на стенку втулки; нарушение температурного режима работы дизеля (при температуре воды выше 95 °С), которое приводит к быстрому нагреву поршня и, как следствие, – к уменьшению зазора между поршнем и втулкой, повышению удельного давления и схватыванию металла; деформации стенок втулки и поршня, что приводит к увеличению удельных нагрузок и к схватыванию металла. Задир выявляется визуально, при появлении рисок шириной более 1,5 мм и глубиной более 0,5 мм втулка бракуется.
Трещины.Трещины носят коррозийно-усталостный характер. Коррозия и эрозия обусловливаются циркуляцией охлаждающей воды. Поверхностное коррозийное разрушение металла рубашки приводит к снижению ее усталостной прочности. Поэтому рационально применение современных эффективных методов упрочнения рубашек, как например, обкатывание роликом или дробеструйная обработка в сочетании с защитой металла от коррозии специальными защитными покрытиями. Трещины выявляются опрессовкой водой температурой 75÷85 °С, давлением 0,3 МПа. При наличии трещин, коррозии более 50 % на наружной поверхности втулка и рубашка бракуются.
Потеря герметичности рубашки.Причинами этой неисправности являются: увеличение температуры воды более 95 °С; частые запуски и остановки дизеля, так как в момент остановки температура частей втулки разная, а через шесть минут становится одинаковой; резкий сброс нагрузки с 15-й позиции на нулевую, что приводит к быстрому уменьшению температуры стенки (за 35÷40 с она падает на 90 °С). При медленном наборе и сбросе позиций скорость изменения температуры падает в 3 раза. Герметичность проверяется опрессовкой втулки водой, при ее нарушении производят перепрессовку рубашки с заменой резиновых уплотнений.
Кратко отметимдопускаемые дефекты втулки цилиндров дизеля ПД1при производстве ремонта ТР-3. Втулки подлежат замене, если имеют следующие неисправности: износ рабочей поверхности более допустимого размера (диаметр более 318,10 мм, овальность более 0,20 мм), коррозию стенок более 50 %, глубокие риски и подплавление металла на рабочей поверхности (допускаются риски и мелкие задиры глубиной не более 0,5 мм и общей площадью не более 50 мм 2 ). Наработок верхней части втулки от работы поршневого кольца более 0,15 мм следует зачистить до плавного перехода. Осматривается бурт втулки и качество его прилегания к блоку дизеля. Притирочный поясок должен быть непрерывным и шириной не менее 2 мм. При необходимости бурт пришабривается по гнезду блока.
Дата добавления: 2015-10-19 ; просмотров: 5365 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ