

- Замена седла клапана ВАЗ. Фото, инструкция как поменять сёдла клапанов ВАЗ
- Причины и признаки замены седла клапана ВАЗ
- Советы по замене седел клапанов ВАЗ
- Как поменять седло клапана: фото- видео инструкция
- Извлечение седла
- Выбор гаражных мастеров: простой и безопасный способ
- Заготовка седла клапана
- Установка нового седла
- Механическая обработка нового седла
- Седла клапанов ваз размеры
- СЕДЛА КЛАПАНОВ
- 📺 Видео
Видео:Замена седел и направляющих втулок ГБЦ своими силамиСкачать

Замена седла клапана ВАЗ. Фото, инструкция как поменять сёдла клапанов ВАЗ
Седло клапана – важная деталь конструкции головки блока цилиндров, в этом можно легко удостовериться, рассмотрев работу клапана и его составляющих.
Самая важная функция, которую выполняет седло – это образование прочного сжатия между собой и клапаном. Благодаря этому происходит минимизация утечки газов из камеры сгорания; хороший тепловой контакта клапана с седлом являются необходимыми условиями для этого.
Другими словами, плотность прилегания между деталями позволяет отводить тепло от тарелки с максимальной эффективностью, передавая тепло от клапана через седло в ГБЦ, которая в свою очередь охлаждается жидкостью. В процессе работы двигателя, фаски и сёдла изнашиваются, что приводит к дефекту седел клапанов. При разгерметизации происходит нарушение порядка теплоотдачи тарелки и седла, что провоцирует дефекты и разрушение деталей.
При таких условиях вопрос сохранности герметичности соединения встает на первый план. Достигнуть этого можно в основном лишь при помощи формирования необходимого профиля для седла и фаски клапана, что позволит сбалансировать износ поверхностей деталей.
Причины и признаки замены седла клапана ВАЗ
Приступая к проверке, необходимо старательно очистить сёдла и камеры сгорания двигателя, иногда под нагаром обнаруживаются еле заметные трещины. Испорченные и «проблемные» поверхности камер, как правило, отличаются от других камер по цвету. Наличие тех или иных типов дефектов определит необходимость и вариант ремонта сёдел клапанов. Основанием для замены может быть:
- Износ — главная причина замены сёдел клапанов. Проводя зенкование седла клапана, может обнаружится, что нет возможности для доводки, и дальнейшая регулировка седла клапана невозможна, так как клапан садится очень глубоко.
- Как продолжение первой причины, замена нужна, если седла и/или клапана прогорели.
- Когда при осмотре выявлена коррозия по наружному диаметру — из-за нее ослабляется посадка седла.
- Наличие трещин и сколов в седле клапана.
- Замена сёдел клапанов производится, если нужна модернизация ГБЦ с заменой клапанов на увеличенные. Как следствие, возникает нужда в увеличении диаметра сёдел.
Советы по замене седел клапанов ВАЗ
Перед началом работ необходимо убедится в необходимости замены седел. Стоит помнить, что это достаточно сложный процесс, требующий специального инструмента, навыков выполнения подобных операций и твердых знаний.
Все операции вы производите на свой страх и риск, а в случае неудачи придется обращаться в автовыкуп или в утилизацию.
Для начала проверяем ГБЦ на герметичность (опрессовка), т.е. на наличие малозаметных трещин рубашки. В случае обнаружения трещин, их необходимо заделать сваркой и лишь потом приступать к расточке сёдел.
Для удаления старых сёдел с посадочных мест лучше воспользоваться станочным оборудованием, растачивая его до момента, пока не останется тонкое кольцо, которое провернется в гнезде. Похожего результата можно добиться при помощи фрезы насаженной на обычную дрель. В данном случае работы необходимо выполнять аккуратно, чтобы не повредить посадочное место.
При монтаже новых сёдел следует учесть, что их установка производится с натягом; обеспечение гарантированного натяга должно составить от 0,1 до 0,15 мм по наружному диаметру. Разница температур рабочих поверхностей должна достигать минимум 180 С°. Для этого поверхность ГБЦ нагревают на 180-200 С°, а сёдла охлаждают в жидком азоте.
За неимением нитрогена можно воспользоваться холодильной камерой, охладив деталь -30 С°. После чего запрессовку осуществляют достаточно быстро, чтобы до её завершения температура не выровнялась.
Для осуществления замены седла клапана понадобится:
- печка;
- шарошки для сёдел клапанов;
- холодильная камера;
- штангенциркуль;
- молоток и запрессовка для сёдел;
- новые сёдла клапанов.
Видео:Замена седла клапана гаражным способом.Скачать

Как поменять седло клапана: фото- видео инструкция
Клапаны вместе с сёдлами подвержены большим термическим нагрузкам, вследствие чего на них появляются дефекты, такие как трещины, пригары, раковины вследствие перегрева, либо в двигатель попадают посторонние предметы, которые повредят седло.
Если головка перегревалась, то может возникнуть несоосность седла и направляющей клапана, что приводит к негерметичности. Износ седла также идёт неравномерно, а по оси кулачка, из-за чего седло приобретает овальность. Все эти изъяны необходимо править с использованием фрез, шарошек или зенкеров, а потом притирать клапана; на специализированном оборудовании поправить седло можно в один заход без последующей притирки.
Если старое седло невозможно поправить, то его нужно заменить на новое, а потом уже обработать и нарезать на нём фаску под новый клапан. Процесс замены можно условно разделить на несколько частей: извлечение седла клапана, подготовка заготовки для нового седла, установка новой детали и завершающая обработка с подгонкой фаски под новый клапан. Разберём всё по порядку.
Видео:Простой способ замены сёдел клапанов.Скачать

Извлечение седла

Сначала рассмотрим, как не надо делать, хотя некоторые гаражные гуру автомобилестроения рекомендуют делать именно так.
-сварка клапана + выбивание
Сначала старый ненужный клапан подгоняют под размеры седла, вставляют на посадочное сесто и приваривают клапан к седлу. Пока ещё не остыло, выбивают клапан, и он выходит вместе с седлом. За счёт разного расширения металлов- стали и алюминия- натяг уменьшается, когда остынет, будет не так легко выходить.
Почему так делать не надо ? При сварке нагревается вся головка и её непременно поведёт, она станет кривая и в дополнение к этому откроются скрытые трещины, там, где были внутренние напряжения металла (а они есть в любом случае). Потом будете удивляться, почему моя головка вдруг оказалась пробитой.
Оптимальный способ: растачивание седла клапана на станке, пока он не станет размером с фольгу и сам не выпрыгнет из посадочного отверстия. Но… это нельзя реализовать в гараже из-за дороговизны оборудования, да и не в каждом селе будет такой станочек. Поэтому рассмотрим ещё один способ, лёгкий и безопасный, и реализуемый в любом гараже.
Читайте также: Принцип работы электромагнитных клапанов форд фокус 2
Выбор гаражных мастеров: простой и безопасный способ
Стачиваем фрезой седло насквозь с одного края. Седло ослабнет, потеряет натяг и само выпрыгнет из посадочного отверстия, даже не придётся его насквозь точить, доходя до посадочной плоскости, когда останется чуть меньше, чем 0,5 мм натяга уже не хватает, чтобы удержаться. Разомкнув кольцо, седло больше не сможет сопротивляться.
Фреза для дрели продаётся в любом строительном магазине, стоит не дороже, чем сверло, поэтому данный метод такой доступный.
Теперь, когда седло извлечено, надо подумать, что мы будем туда вставлять.
Видео:Замена Сёдел Клапанов. ВАЗ.Скачать

Заготовка седла клапана
Для всех популярных моторов предлагаются заготовки сёдел клапанов, как стандартных размеров, так и ремонтных, с увеличенным внешним диаметром. Для редких двигателей заготовки надо заказывать или изготавливать на заказ.

Такие заготовки достаточно дешёвые, если не нашлось для какого-то мотора, можно подобрать по размеру из имеющихся наименований. Но и не забывайте, что фирмы, производящие детали двигателя (Kolbenschmidt), в частности клапана, производят ещё и сёдла тех же размеров, так что спрашивайте в магазинах вашего города. После установки седло надо будет обработать- нарезать фаску под клапан.
Видео:как прирезать или прошарошить седло клапанаСкачать

Установка нового седла
Седло клапана правильно устанавливать с азотом, все другие методы не такие надёжные. В нормальном состоянии при комнатной температуре дивметр седла больше диаметра отверстия в головке, поэтому после установки получается некоторый натяг. Чтобы засунуть седло, его надо уменьшить в размере, для этого и нужен азот.
Азот в жидком состоянии сохраняет очень низкую температуру. Охлаждаясь в азоте, клапан сжимается в диаметре, и охладившись может свободно залезть в посадочное отверстие головки. В то же время, чтобы увеличить посадочное отверстие в головке, головку можно нагреть, тогда отверстие расширится и зазор увеличится. Если нагреть головку, то тогда не надо так сильно охлаждать седло, достаточно будет просто положить в морозилку и разницы температур будет достаточно.
Устанавливать седло без предварительной термической обработки нельзя, не будет достигнут необходимый натяг и седло выпадет в процессе эксплуатации.
При установке нужно забить седло, чтобы оно стало на место, сильно бить не надо, достаточно лёгких ударов.
Видео:Ошибки при ремонте ГБЦ 2108(1118) Торцуем клапана.Экономим на регулировочных шайбахСкачать

Механическая обработка нового седла
На новом установленном седле надо нарезать фаску. Лучше всего это сделать на специализированном станке, так получится обработать наиболее точно. Это реализуется благодаря жёсткой центровке резца, чего невозможно добиться используя ручные шарошки.

Но если в вашей местности нет подобного оборудования, шарошки- это всё, на что вы можете рассчитывать. Если есть поблизости металлообрабатывающий цех, можно попробовать обработать клапана на фрезерном станке, результат вполне сойдёт.
На седле надо нарезать три кромки- внешнюю, внутреннюю и сверху них центральную, самую узкую, по которой седло будет соприкасаться с клапаном.
Видео:Прирезка Седла Клапана Самый Лучший СпособСкачать

Седла клапанов ваз размеры
СЕДЛА КЛАПАНОВ
Увеличен на 0,5 ремонтного размера
Диаметр выемки посадочного места в ГБЦ «D»
Наружный диаметр седла клапана «c!»
Седло клапана с прессовой посадкой
Ширина ремня безопасности клапана «W» * 3
* 1: Диаметр, образованный пересечением конических углов «a1» и «a2».
* 2: Диаметр, образованный пересечением конических углов «a2» и «a3».
Что ж, начну со стандартного размера головы кастрюли.
Классическая или передняя головка 8 в и отверстие 29 впуск 31 седло 26 выпуск 27 седло клапана 36 х 32 диаметр ноги 8, размер клапана — можно убить без проблем)
Конечно, резец на 28-м впускном канале не проходит несмотря на его диаметр 29. Также в классическом канале приливы под направляющие и выпускной более тугие, чем в переднем 8-м багги.
Головка 2112 Шеснар диаметр канала 34 вход 2 седла 25 выход 31 2 седла клапана 21 29 x 25 ножка 7 размер клапана слегка мясистый
Стандартные каналы имеют сильную шероховатость, что в результате эксплуатации положительно сказывается на углеродообразовании и уменьшении диаметра канала. В среднем углеродный слой в канале достигает 4 мм и даже больше. Отложения углерода на клапане также иногда напоминают коралловые рифы.
Еще одна историческая справка, ГБЦ классического ВАЗа была создана для двигателя 2101 1.2, который. К этому двигателю подходит нормально ГБЦ, небольшой объем с небольшим каналом и клапаном. То же самое и с головкой блока цилиндров 21083, созданной для двигателя 1.1 21081. Однако вместо создания новых головок блока цилиндров производитель просто создал новые блоки и немного изменил головку блока цилиндров.
Увеличение мощности доказывает, что
двигатель 2101 1.2 имеет мощность 64 л.с равную 53 на литр,
двигатель 21011 1.3 имеет 69 л.с., что равно 53 на литр,
двигатель 2103 1.5 имеет 73 л.с., что равняется 48 л,
двигатель 2106 1.6 имеет 76 л.с., что равно 47 на литр,
двигатель 21213 1.8 имеет мощность 80 л.с., что эквивалентно 44 на литр,
именно с такой логикой я выбрал блок 21011 1.3, ну и конечно же РС)
Те, если бы ГБЦ увеличивали вместе с БК, около 1,6 было бы 84 л.с и 1,8 95 л.с., что уже неплохо))
Что ж, понятно, что чем больше объем, тем меньше литр, несмотря на то, что мощность увеличилась. О росте пары снизу отдельная тема)
Теперь о проницаемости головки блока цилиндров, самое узкое место в головке блока цилиндров — это прорезь седла клапана
Тупо сложите количество сосудов 8 v и диаметр входа 31х4 = 124 минус ножки клапана = 92
Ваз 2112 16 в и 25х8 = 200 минус ноги = 144
Сразу видно, насколько впереди 16-клапанный двигатель. Хотя у шеснара много его слабостей, которые не дают ему такого большого преимущества в реальной жизни.
Мощность двигателя ВАЗ 2112 1.5 90 л.с., что равняется 60 л.с на литр, что на самом деле не много по сравнению с 53 л.с., полученными полвека назад))) Учитывая огромные различия в двигателях, большой компрессированный 10,5 против 8,6, багов 16 против 8, инжектор против карбюратора, оказывается, даже у двигателя 8 багов немалый потенциал.
Читайте также: Клапан унитаза пассажирского вагона
Теперь о тюнинге этих двигателей.
Головка ваз классика может быть расточена до 36 впускной канал, 34 выпускной, седло клапана на 34х30 может облегчаться для уменьшения стержня клапана.



Передний торец ваз-головки можно таким же образом просверлить при повороте масляного канала.
Головку ваз 2112 можно расточить если без фанатизма)) Седловые каналы 37х34 расширить до клапанов 27х23 позволяют легче точить ноги в 6




Теперь пересчитаем полученный результат
седло классическое с головой ваз 34х4 = 136 минус ножки = 108
изголовье ваз шеснар седло 27х8 = 216 минус ножки = 168
Разница стала еще больше, но каналы стали ближе друг к другу, и разницу можно компенсировать поднятием клапана, ну, с большими клапанами. Так что, к сожалению, двигатель на 16 багги идеален, стандартные седла можно выровнять от 32 до 27 с заменой клапанов, а на классических уже надо менять седла.
Мое личное мнение по поводу выбора двигателя.
Чувствую, что обмен шеснаря на классику не стоит, скорее модно, чем практично. Особенно, если шеснар стандартный и даже незначительная настройка не даст нормального результата. Хороший аргумент в пользу шестнары — наддув труб, но стоимость последующего ремонта несоизмерима с полученным результатом. Проще настроить классический двигатель с последующей заменой БК в случае разрушения.
Почему 8 клапанов лучше.
Во-первых, явно различается стоимость двигателей, обслуживания и ремонта.
8-клапанный более простой и соответственно более надежный, приводная цепь ПБ, кнопки твердые, ГРМ менее тяжелый (на одном валу 8 жучков 16 пружин)).
8-клапанный клапан проще и дешевле в настройке, имеет значительный ресурс, так же легко и дешевле найти замену.
Атмосферный вариант двигателя достаточно простой и недорогой в сборке, с использованием как мото карбов, так и dellorto, weber, solex или др.))) При этом дорогих сил искать не надо, двигатель не съест как у коня и у вас отказ при нажатии на газ в пол, установка дешевле и проще (да, проще!). Выходная мощность будет явно ниже (незначительно, и это не факт), а вот цена пропорционально ниже не будет))
Турбовариант 8 клапанный опять-таки проще и дешевле, на карб можно поставить турбо и продуть смесью. Это ничего не будет стоить. Ресурс, если все сделать правильно, будет достаточно большим. Но мощность, получаемая от 8-клапанного турбо, не может сравниться с мощностью 16-клапанного. Здесь шеснар раскрывается полностью, но разница в цене на выбросы космическая)
Среди 8 клапанов лучший вариант — сочетание хорошего РС с небольшим объемом. Потому что, как уже было сказано, головка на 8 клапанов рассчитана на меньший объем. Те оказывается, что большой коленвал и большой объем просто портят дело. Можно, конечно, улучшить ситуацию, увеличив каналы и трубки, но это моя логика. Зачем исправлять ситуацию, если в маленьком торговом центре проще получить максимум удовольствия. В конце концов, что происходит. Если обрезать ГБЦ до 36Х34, для двигателя 1,6 она будет почти стандартной (по меркам иномарки). А для объема 1,3 ГБЦ 36×34 уже будет отличным, учитывая повышающийся КПД при высоком RS около 2 об / мин, отличный результат можно получить для торсионного двигателя.
Говоря о переднем приводе с 8 клапанами, тоже можно получить приличный результат с меньшими затратами, чем с шеснаром. Я не раз видел, сколько сил, времени и денег люди потратили на переделку шеснара, и в результате получилась машина с почти стандартной динамикой обычного 2112. А потом еще дороже и хрень с тюнингом. Из шеснара и доведения динамика до приемлемого уровня. Программа индуктивности вала приемника вставляет буровые модули. А потом получается не очень надежная всепоглощающая машина с двигателем в сумме 150 л.с. Сразу хочу посоветовать поставить уже двигатель 406, он в стоке 150 л.с.))) Если конечно сделать шеснар под дроссель на больших клапанах, на злых валах, то результат будет отличный. Но связь между вложениями и результатами не будет оправдана, и еще раз — расходом.
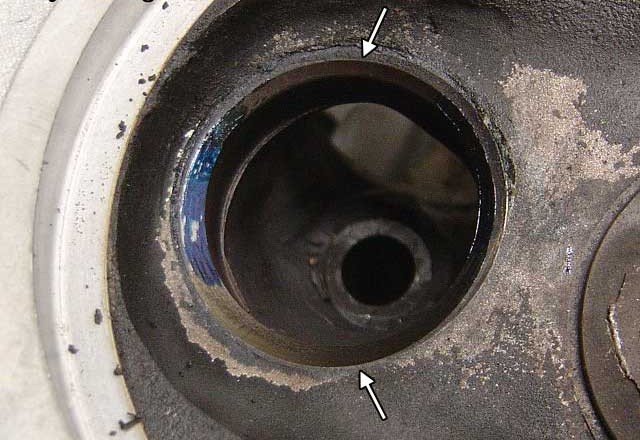
Если подшипники распредвала сломаны, можно установить отремонтированную головку блока цилиндров. В этом случае вмешательство в седла клапана не требуется.
Проверьте все седла клапанов на предмет износа или зазубрин. Незначительные признаки износа можно удалить с помощью фрезы под углом 45 градусов. Если седло уже слишком глубокое, кольца седла клапана необходимо заменить.
Кольца седла клапана запрессованы в головку блока цилиндров, и лучший способ удалить старое кольцо — это просверлить или открутить его с помощью инструмента для седла клапана. В этом случае нужно обязательно соблюдать осторожность, чтобы не повредить ГБЦ. Главное отверстие (D1) необходимо измерить и, при необходимости, расширить до следующего припуска. Откройте кольца седла клапана увеличенного размера до перекрытия 0,068-0,10 мм. Кольца седла впускных клапанов имеют больший диаметр.
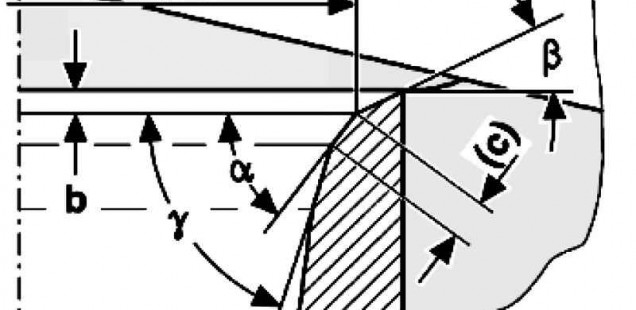
Размер кольца седла клапана
D. Наружный диаметр седла клапана;
D1. Внутренний диаметр седла клапана;
D2. Посадочная яма в жатке;
H. Высота седла клапана;
T. Расстояние между поверхностью головки и верхом седла клапана. D = 40,100-40,084 мм для впускного клапана, 37,100-37,084 мм для впускного клапана; D2 = 40 000–40 016 мм для впускного клапана, 37 000–37 016 мм для выпускного клапана; H = 6,97-7,00 мм для всех клапанов;
T = 2,37-2,25 мм для впускных клапанов, 2,44-2,25 мм для выпускных клапанов.
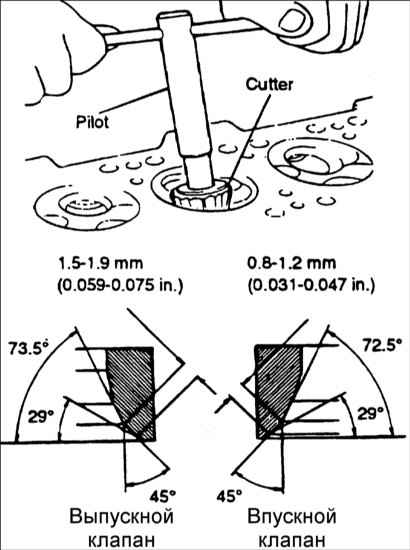
Нагрейте головку блока цилиндров на водяной бане примерно до 90 ° C и охладите седло клапана сухим льдом. Вставьте седло клапана с подходящим штоком. Обработайте седло клапана специальным инструментом или шлифовальной машиной. Используя клапан, измерьте расстояние (A). На новом клапане и новом седле клапана оно должно составлять 0,1-0,5 мм. Предел износа — 1,0 мм.
Читайте также: Клапан отсечной электромагнитный пневматический
После обработки измерьте ширину седла клапана. Если это не 2,5 мм для впускных клапанов и 3,5 мм для выпускных клапанов, седло должно быть обработано вверху резцом на 15 градусов и внизу резцом на 60 градусов.
Фрезерование должно быть завершено, когда седло достигнет желаемой ширины. Обработанные седла клапана необходимо отшлифовать. Для этого смажьте поверхность седла клапана абразивной пастой и вставьте клапан в соответствующее седло. Правильно заблокируйте шток клапана и вращайте клапан вперед и назад. Постепенно поверните клапан на четверть оборота, а затем снова прижмите. При необходимости добавьте абразивную пасту.
После притирки тщательно очистите все детали от грязи и абразивной пасты и проверьте прилегание клапана к седлу. Обе стороны должны иметь сплошное заземляющее кольцо, определяющее ширину седла клапана. Карандашом наметьте несколько линий на кольце диска клапана так, чтобы расстояние между ними составляло примерно 1,0 мм. Затем опустите клапан в направляющую и на седло и поверните клапан на 90 ° с небольшим усилием.
Снимите клапан и убедитесь, что карандашные отметки на седле были удалены. Если ширина седла клапана находится в желаемом диапазоне, головка может быть установлена. Если нет, доработайте седла клапанов или, в крайнем случае, установите восстановленную головку. В этом случае наденьте старые детали на новую головку.
Из-за использования гидравлических выравнивающих элементов для регулировки зазора клапана концы штоков впускных и выпускных клапанов необходимо специально контролировать для поддержания высокого КПД.
Незначительные повреждения поверхности тарелки клапана можно устранить, притирая клапаны к седлам головки цилиндров, как описано выше. Если клапаны на уплотнительных поверхностях выглядят неидеально, их можно затачивать шлифовальной машинкой. Для клапана с притертой и повторной заточкой в хорошем состоянии толщина кромки диска клапана должна составлять 0,5–0,7 мм для впускных клапанов и 0,5–0,6 мм для выпускных клапанов.
Клапаны заполнены натрием, как и другие двигатели Mercedes.
Измерьте клапаны. Размеры должны соответствовать размерам, указанным в таблице. Замените все клапаны, не соответствующие этому условию.
| диаметр тарелки клапана (D) мм | диаметр стержня клапана (D1) мм | длина клапана (L) мм | |
| Впускной клапан | 38,60 | 7,97 | 106,4 |
| Выхлопной клапан | 35,0 | 8,96 | 106,4 |
Покупая клапаны, вы всегда должны знать, что они используются на дизельном двигателе и какие впускные или выпускные клапаны необходимы. Иногда можно заменить только впускные клапаны, когда, например, они обгорели по краям.
Тщательно очистите поверхности головки цилиндров и блока цилиндров и проверьте поверхность головки цилиндров на предмет деформации. Для этого прикрепите к голове линейку и плоским щупом проверьте расстояние между линейкой и поверхностью головы в продольном, поперечном и диагональном направлениях. Если при измерении в продольном направлении возможно перемещение щупа толщиной более 0,1 мм, головку необходимо заново заточить в мастерской. Доступны различные толщины для минимальной высоты головки. Если головка блока измеряется поперек головы, между линейкой и поверхностью головки не должно быть зазора. Головку можно отшлифовать до тех пор, пока монтажная высота клапана (A) не станет приемлемой.
Также проверьте размер выступа камеры предварительного сгорания для впрыска дизельного топлива. Конец форкамеры должен выступать на 7,6 — 8,1 мм. В мастерской этот размер корректируют, подкладывая под форкамеру уплотнительные кольца разной толщины так, чтобы она выступала на необходимую величину.
В этом разделе описываются только проверки распределительного вала.
»Вставьте вал с обоими концевыми штифтами в призмы или зажим между концами токарного станка и установите индикатор часового типа на центральный штифт.
»Медленно вращая вал, наблюдайте за показаниями индикатора. Если они превышают 0,01 мм, вал погнут и его необходимо заменить.
Замена сальника штока клапана (головка не снята)
Уплотнения штока клапана поставляются в ремонтном комплекте. Он также имеет защитные втулки, которые необходимо надеть на штоки впускных клапанов во время установки. Уплотнения различаются диаметром, поэтому их нельзя перепутать. Кроме того, они разные по форме (на рисунке слева показан сальник выпускного клапана, справа — выпускной клапан).
Чтобы поставить сальники, обычно требуется специальное приспособление. Если тонкая трубка отсутствует и используется, работайте очень осторожно, чтобы не повредить края и пружину кольца. При замене сальников необходимо удалить сухари клапана и пружины клапана. Чтобы клапан не упал в камеру сгорания, соответствующий поршень должен находиться в положении ВМТ. Для рассматриваемых двигателей эта работа выполняется очень аккуратно, потому что двигатель должен быть повернут на строго определенный угол, и у вас должен быть некоторый опыт.
Сделайте следующее:
»Дайте двигателю поработать до тех пор, пока поршень первого цилиндра не окажется в положении ВМТ.
»Снимите распределительный вал.
»Снимите блоки клапанов с первого цилиндра.
»Снимите старые сальники с помощью плоскогубцев, не повредив шток клапана и не открывая толкатели.
»Тщательно смажьте новые сальники и осторожно прижмите их к штоку клапана, одновременно нажимая на сальник. Наденьте защитную втулку на шток впускного клапана. Надавите сальники на направляющую втулку до их правильной посадки.
»Установите пружины клапана цветной меткой вниз и установите гайки, убедившись, что они сидят правильно.
»Слегка приподнимите звездочку распределительного вала, чтобы цепь не сошла, и поверните коленчатый вал так, чтобы клапаны следующего цилиндра закрылись — порядок работы цилиндров на 5-цилиндровом двигателе 1-2-4-5-3 , и на 6-цилиндровом двигателе 1-5-3-6-2-4. Как уже говорилось выше, эту работу нужно выполнять с осторожностью. Перед снятием сухарей оба клапана должны быть на одной высоте.
ПРИМЕЧАНИЕ: При очень медленном срабатывании пружин клапана с клапаном давления сухари иногда «прилипают» к стержням, и их необходимо предотвращать, чтобы из-за быстрого усилия пружина клапана не давила на поршень. Пружины клапана могут двигаться только вниз.
📺 Видео
Правильная запрессовка замена седла клапана инструменты оправки нюансы ремонт ГБЦ пример Mercedes2,9Скачать

Совет как прирезать седло клапана в Головке ВАЗСкачать

Выбор инструмента для ремонта сёдел клапанов. Прирезка сёдел клапанов ГБЦ.Скачать

подрезка клапана и для чего она нужнаСкачать

Как ПРАВИЛЬНО шарошить седла клапановСкачать

Как правильно прирезать седла клапанов их заменим!!!Скачать

Замена седла клапана или вновь исправляем косяки других Ремонт ГБЦ Горловка CYLINDER REPAIRСкачать

так бежит направляющая клапана , большой расход маслаСкачать

На сколько надо разворачивать направляющие втулки ГБЦ .Развёртки для впускных и выпускных втулок ГБЦСкачать

ВАЗ 2108 замена седла клапана гбцСкачать

Торцевать Клапан после Прирезки Седла КлапанаСкачать

Способы. Как удалить извлечь сёдла клапанов из головки . Замена седла 1 часть. Ремонт ГБЦ.Скачать

Правильный замер будущих сёдел клапанов Замена седла 2 частьСкачать
