

Клапан необходим для герметизирования цилиндровых отсеков мотора в ходе газообмена. Особенности функционирования – запуск смеси, состоящей из горючего и воздуха с целью последующего ее сжатия. За возгоранием и выработкой газы переходят в выпускную систему, и здесь также несет ответственность клапан.
Устройство и вероятные неисправности клапанного механизма
Данный элемент работает в агрессивной среде ДВС, всегда подвержен значительным нагрузочным воздействиям динамического характера, существенному скоростному режиму и нагреванию. Для понижения преждевременного изнашивания ходовых элементов этой детали, в изготовлении ее используются чаще всего материалы, легированные никелем и хромом.
В состав входит два основных элемента:
- головка;
- стержневая часть.
Эти автомобильные узлы могут иметь головки различных форм:
На кончике стержня есть проточки конусного, фасонного или цилиндрического вида, помогающие фиксировать пружинки.
Наиболее вероятный признак отказа клапанов – понижение мощности мотора, его нестабильность в работе. Связано это с залипаниями и образованиями зазорных участков. Еще одна причина – появление нагара, который скапливается у клапана и не позволяет ему закрываться. Видимым признаком также можно считать чрезмерное выделение выхлопных дымов. Если в ДВС появились посторонние шумы – износились стержневые части и направляющие. Поэтому рассмотрим, как выполняется замена седел клапанов своими руками.
Чем пользоваться?
Такие работы подразумевают использование грубоватых инструментов
и отличающихся практически ювелирной точностью – зенкеров и шарошек. Такие инструменты с узкой спецификой применяются исключительно при ремонте мотора.
Подборку шарошек для клапанных седел используют под выточку необходимых размеров диаметров. Подобные действия дают возможность придать тарелочке максимальную плотность закрывания.
Зенковки при ремонтных работах по клапанным седлам используются так же. Но есть одно различие – зенкер применяется не только на механических, но и электроинструментах.
Технология выполнения
Работа отличается сложностью, но при наличии необходимых навыков ее можно выполнить в гаражных условиях.
Чтобы извлечь седло, имеется несколько способов. Быстрым, но не слишком правильным, является наваривание клапана на седло с последующей выбивкой. Клапан обтачивается под размеры седла, вставляется в него и обваривается. Пока металл не успел остыть. Седло необходимо выбить молотком. Вся конструкция должна выйти без особых проблем.
Но при этом помните, что от сварки металл нагревается, что может стать причиной деформирования головки. Выбивая, можно нанести повреждения посадочному месту под седло, что повлечет за собой дополнительные работы по обработке ГБЦ.
Лучше всего воспользоваться токарным станком. Так можно сточить седло то такого размера, что оно станет, как фольга, и легко достанется. Если нет станка, можно воспользоваться дрелью и насадкой в виде фрезы. Стачивание проводится с одной стороны, пока не ослабеет натяжение. Теперь седло можно достать рукой.
Идеальный вариант установки нового седла – азотный, в котором следует предварительно охладить седла. Дело в том, что их размеры немного больше отверстий, а за счет охлаждения уменьшается внешний диаметр.
Естественно, азот в гараже – большая редкость. Тогда вспомним свойства металла расширяться и сжиматься. Седло просто помещается в морозильную камеру на пару часов, а отверстие подогревается горелкой.
Если при установке необходимо будет приложить усилие, то рекомендуется взять подходящий под диаметр седла брусок и с его помощью провести запрессовку.
Обработка седла после установки
Чтобы седло работало нормально, в нем следует сделать фаску. В идеале это выполняется на токарном станке. Но можно воспользоваться уже известной шарошкой и дрелью, но возможны неточности в работе.
Нарезается три кромки – внешняя, внутренняя и по центру, для контактирования с ней клапана. После этого можно считать, что работы завершены. Клапана следует притереть и начать сборку ГБЦ.
Многих интересует вопрос, сколько стоит замена седла клапана ваз. Если рассматривать вариант только оплаты работ, то замена одного элемента вам обойдется в 500 – 700 рублей.
Замена седла клапана ВАЗ
В конструкции головки, главным элементом является седло клапана, понять это можно, детально изучив механизм работы клапана.
Главная задача седла состоит в сжатии клапана, таким образом, предотвращается возможность утечки газов, ведь контакт клапана с седлом необходимое условие работы всей системы.
Соприкосновение между деталями позволяет регулировать и отводить тепло от самой тарелки с большей эффективностью, происходит передача тепла, отходящего от клапана через само седло в ГБЦ, после чего происходит охлаждение жидкостью. В результате деятельности двигателя происходит износ некоторых деталей, в том числе приводящих к дефекту седла клапана. Происходящая разгерметизация нарушает полную теплоотдачу тарелки с седлом, после чего происходит поломка деталей полностью.
Поэтому герметичность соединений очень важная составляющая в таких вопросах, достичь такого эффекта возможно только при формировании соответствующего профиля для седла, контролирующий баланс износа деталей.
Как понять, что необходима замена седла клапана ВАЗ
Первым делом необходимо провести очистку седла и камеру двигателя, ведь под образовавшимся нагаром могут проявиться незаметные трещины. Также определить поломку камер можно по цвету, от других они будут отличаться. Поэтому по данным признакам можно определить износ седел и необходимость проведения ремонтных работ. Фактором для смены могут стать:
- Износ деталей является основной причиной замены. Проверить это возможно при помощи зенкования, при обнаружении невозможности доводки седла и его регулировании, необходимо принимать меры для смены.
- Перегар седел.
- Образование коррозии, чаще всего возникает она по наружному диаметру.
- Образование трещин в основании седла.
- При необходимости модернизации ГБЦ, которая включает в себя замену клапана или увеличение его диаметра.
Инструкция по смене клапана на авто марки ВАЗ
Для начала мы должны быть уверены, что замена необходима, весь процесс достаточно сложный, поэтому без специальных инструментов и знаний за него браться нет смысла.
Производить смену вы будете под свою ответственность, поэтому если у вас что-то не получится, придется обращаться в автовыкуп.
Первым делом производиться проверка герметичности ГБЦ, чтобы установить нет ли трещин, если все-таки вы их обнаружили, стоит сначала при помощи сварки их заделать, а только после растачивать седла.
Читайте также: Электросхема для ваз 2110 инжектор 8 клапанов
Для извлечения седел понадобится станочное оборудование, после чего растачивать седло, пока оно не примет форму тонкого кольца, способного провернуться в гнезде. Аналогичных результатов мы добиваемся при помощи фрезы, установленной на дрель. Все работы выполняются аккуратно для предотвращения повреждений посадочного места.
При постановке нового седла используется натяг в 0,1-0,15 мм. По наружному диаметру. При этом разница температурных режимов составляет 180-200 градусов, для охлаждения седел применяется жидкий азот.
Если не будет нитрогена, можно использовать обычную холодильную камеру для охлаждения детали до 30 градусов. Далее запрессовывают очень быстро, чтобы температура не выровнялась. Для смены клапана необходимо при себе иметь:
- печку
- шарошки
- холодильную камеру
- штангециркуль
- молоток
- запрессовка
- сменные седла
Изымаем ГБЦ, промываем и очищаем от нагара и грязи. Готовим все необходимые инструменты.
Производим расчистку седла.
Перед постановкой новых седел, необходимо их разместить в холодильную камеру.
После чего стоит нагреть часть гбц примерно до 200 градусов чтобы произвести прессовку.
Вынимаем седла помещенные в морозильную камеру.
Ставим седло для опрессовки.
Ждем пока детали остынут после чего вооружившись шарошками для седел вырезаем фаску.
Все то же самое проводим на других цилиндрах.
Как заменить седло клапана головки ВАЗ 2110
Прочтя рекомендации по замене седла клапана, вы сможете сделать вывод, что замену седла клапана головки на автомобилях ваз 2110 может производить только моторист, знающий технологии ремонта его деталей. Это проявляется наглядно при сборке головки блока цилиндров, многие её операции, такие как ремонт седел клапанов, выполняются непосредственно на СТО. О них мы вам и расскажем. Как заменить седло клапана головки ваз 2110, читайте в этой публикации.
Прежде чем начать ремонт и сборку головки блока, а также других узлов двигателя, необходимо сначала провести необходимые измерения и проверки. Причем особое внимание уделите именно седлам клапанов.
Для чего это нужно?
Седло клапана — это самый ответственный элемент головки блока, вы легко в этом убедитесь, проанализировав условия работы клапана. Одно из главных его условий — это надёжное уплотнение сопряжения клапана с седлом, благодаря нему утечки газов из камеры сгорания минимальны, а его компрессия — максимальна. Выполнение этого условия говорит нам об обеспечении хорошего теплового контакта клапана с седлом. Если сказать по-другому, то плотное прилегание клапана к седлу даёт возможность отводить тепло от тарелки, нагретой горячими газами через седло в головку блока, которая охлаждается жидкостью. Если в сопряжении клапана будет нарушена герметичность, то это приведёт к нарушению нормального теплового режима седла, тарелки, возникнут опасные дефекты, из-за которых могут разрушиться деталей.
Очень важно, сохранить герметичность сопряжения в течение всего срока службы эксплуатации двигателя в автомобиле ваз 2110. Достигается это за счёт придания уплотняющим фаскам клапана и седла специального профиля, позволяющего компенсировать износ сопряженных поверхностей. Благодаря правильной геометрии седла, уменьшается сопротивление, как при впуске топливовоздушной смеси, так и при выпуске отработавших газов, соблюдая мощностные и экономические показатели двигателя. Необходимо знать, что в процессе эксплуатации, фаски и седла клапанов имеют свойство изнашиваться. Бывают и более серьёзные дефекты седел, которые можно обнаружить только при тщательном контроле головки блока.
Как проверить седло?
Прежде чем вы приступите к проверке, тщательно очистите поверхность седел и камер сгорания, т.к. бывают случаи, когда под слоем нагара скрываются трещины. Обратите особое внимание на «отмытые» от нагара в процессе работы двигателя на автомобиле ваз 2110, поверхности камер, бывает, что они резко отличаются от других камер по цвету: именно здесь можно обнаружить всяческие сюрпризы.
В зависимости от типа дефектов, вам необходимо будет принять решение о ремонте старых седел, если будет необходимо, то замените старые на новые.
Менять седло можно только в следующих случаях:
1) Вам удалось обнаружить трещину в стенке камеры сгорания, требуется ремонт головки блока сваркой;
2) Есть подозрение, что ослабилась посадка седла в головке;
3) Вокруг внешнего диаметра седла заметны следы коррозии;
4) На седле имеется трещина либо же имеются следы его обгорания;
5) У седла заметен большой износ, который ведёт к его сильному «углублению» при ремонте.
Последний дефект обычно приводит к тому, что тарелка клапана сильно «проваливается», а стержень клапана выдвигается наружу, нарушается работа гидротолкателя.
Если вам обнаружили один из указанных дефектов, необходимо срочно заменить дефектные седла, строго соблюдайте технологию замены, пользуйтесь технологией, которую рекомендует фирма Kolbenschmidt.
Производим замену седла
Вообще, замена седла — это несложная операция, её можно выполнить несколькими способами.
Сначала удалите старое седло. Затем если есть такая возможность, то для облегчения своей работы воспользуйтесь специализированным станком для ремонта головок блока. Можете даже воспользоваться универсальным станочным оборудованием, это может быть фрезерный или расточной станок. Также можете пользоваться ручными приспособлениями для ремонта седел.
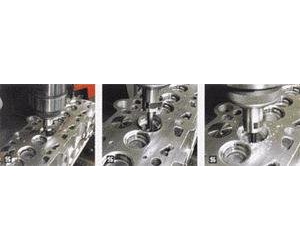
Перед тем, как удалить старое седло, его необходимо расточить до того момента, пока не провернётся оставшееся тонкое кольцо, затем гнездо растачивают. Перед тем как обработать с помощью направляющего стержня (пилота) головку блока устанавливают на станке так, чтобы обеспечивалась соосность отверстия направляющей втулки и режущего инструмента. Если вы настроите резец на размер меньшего наружного диаметра седла, то после растачивания остальная тонкая часть седла, при вращении, легко будет удаляться вручную.
Обязательно расточите гнездо седла, тем самым вы обеспечите его соосность с направляющей втулкой. Почти во всех головках двигателей старых конструкций на автомобиле ваз 2110, имеются толстые стенки, поэтому можете не проводить обработку гнезда, если на его поверхности не имеется дефектов и чрезмерных отклонений от цилиндричности.
Если в головке блока обнаружены трещины, их необходимо разделать и заварить, и только потом, обработав сварные швы, растачивают гнезда для седел.
В таких случаях нужен контроль на герметичность рубашки (т.е. опрессовка) головки — делайте его также при любом подозрении на наличие скрытых трещин.
Читайте также: Не закрывается клапан цилиндра
Опрессовка — это не сложная операция, но достаточно трудоёмкая. Обычно её проводят в горячей воде с помощью сжатого воздуха под давлением 5-6 атмосфер — этого достаточно, в местах скрытых трещин вы заметите пузырьки, делающие их видимыми.
Во время растачивании гнезда на станке всегда придерживайтесь определённых режимов резания: при растачивании чугунных головок, скорость станка должна быть около 100-250 об/мин, обратите внимание, что масло не используют, а при растачивании алюминиевых — 400-600 об/мин, но с маслом. У двигателей прошлых лет выпуска на автомобиле ваз 2110, диаметр гнезда после обработки должен быть почти на 2,5 мм больше, чем у диаметра тарелки клапана, а глубина — 4,5-6,5 мм. А вот в новых моторах, всё наоборот, диаметр гнезда под седло обычно не превышает диаметр тарелки, по причине недостаточной толщины стенок.
Сейчас в основном новые седла изготавливают из спеченных материалов или специальных чугунов. Некоторые фирмы даже выпускают заготовки седел, по форме они выглядят в виде трубы, у них уже имеются нужные наружные и внутренние диаметры, можете даже приобрести уже готовое седло, с увеличенным наружным диаметром.
Материал, из которого сделано седло, имеет решающее значение в плане надёжности и долговечности двигателя. Поэтому у многих производителей, например как Kolbenschmidt седла сделаны из специальных материалов. Например, для высоконагруженных моторов специально применяют композиционный материал — это высокодисперсный карбид вольфрама, который распределяют в матрице из инструментальной стали. По прочности и твёрдости данный материал похож на чугун, но по сравнению с ним он имеет более высокую износо- и теплостойкость. После введения специальных добавок в стальную матрицу, седло в условиях высоких температур приобретает смазывающие свойства керамики. Таким образом, предотвращается эрозия седла, которая может быть вызвана микросваркой седла с поверхностью клапана. Обычно эрозия происходит с обычными материалами седел у тяжело нагруженных дизелей и газовых двигателей.
При изготовлении седла обязательно выдерживайте натяг (в среднем 0,1-0,15 мм) по наружному диаметру и «не промахнитесь» с внутренним диаметром, он обычно меньше диаметра тарелки клапана на 2,5 мм. Также не забудьте выполнить на седле заходную фаску, благодаря которой при установке седла исключается задир гнезда.
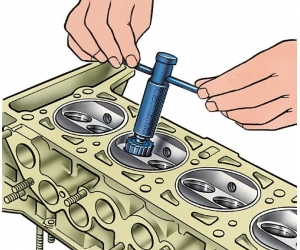
Установка седла — это очень ответственный этап работы. Ещё раз проверьте, что замеры седла и гнезда выполнены вами правильно, в отверстии гнезда не должно оставаться стружки, приготовьте специальную оправку и приступайте к запрессовке.

Установку нового седла выполняют с помощью оправки ударным способом
Для того чтобы облегчить себе установку седла, головку блока подогревают до 180-200 С, а само седло охлаждают в углекислоте или жидком азоте. Запрессовку осуществляют ударным способом, всё должно происходить достаточно быстро, чтобы до её окончания не выровнялась температура деталей.
Как правильно поправить седло?
Для начала нужно обработать заменённое или изношенное седло, чтобы придать ему соответствующий профиль. Очевидно, этот профиль должен совпадать с формой тарелки клапана, иначе произойдёт негерметичность сопряжения, разрушение и перегрев тарелки и седла клапана.
Поверхность контакта тарелки с седлом должна находиться на расстоянии 0,4-0,8 мм от наружного диаметра тарелки. Приближая поверхность контакта к кромке тарелки, улучшится перенос тепла от клапана в седло. Но если поверхность выйдет на кромку тарелки, на ней образуется большой поток тепла, который с лёгкостью способен сжечь тарелку и седло. Перенося поверхность контакта чуть ближе к стержню клапана, может повыситься температура кромки тарелки, она «повиснет в воздухе» и её охлаждение будет затруднено, к тому же увеличится гидравлическое сопротивление потокам топливовоздушной смеси, а также продуктов сгорания.
Для того чтобы седло было нужного профиля, мы рекомендуем вам сначала обработать основной угол седла, обычно его делают на 0,5-1 мм меньше угла фаски клапана, за счёт этого ускоряется приработка клапана к седлу. Затем обработайте верхний угол, благодаря нему обеспечится высота рабочей фаски седла, и только потом обрабатывайте угол, который примыкает к поверхности камеры сгорания, за счёт этого угла, обеспечивается нужный диаметр седла.
Очень важно, чтобы ширина рабочей фаски седла была правильной. Обычно для впускных седел, ширина рабочей фаски составляет 1,0-1,5 мм, а выпускных — 1,5-2,0 мм. А для седел 16-клапанных моторов, у которых диаметр тарелки менее 31-32 мм, ширину фаски уменьшают в 1,5-2 раза. За счёт увеличения ширины фаски (а значит и площади контакта) улучшится охлаждение тарелки, но вот герметичность будет обеспечиваться намного труднее. Кстати за счёт последнего может произойти утечка горячих газов, а также прогар седла или клапана. Наоборот, узкая фаска хорошо уплотняет, но срок службы седла и клапана резко сокращается из-за воздействия на поверхностях контакта высоких механических нагрузок и температур.
Для того чтобы качественно обработать седла, применяйте различные методы: шлифовка, расточка специальными резцами и фрезами на специализированных станках или вручную.
Есть самый простой способ обработки, для этого вам понадобятся твёрдосплавные ручные фрезы («шарошки»). Этот недорогой инструмент продаётся сейчас практически везде.
После данной обработки профиль седла получится несколько упрощённым, может даже появится незначительная неконцентричность седла и оси отверстия направляющей втулки. Обычно всё это, а также следы «дробления» инструмента и невысокая чистота требуют последующей притирки.
У американской фирмы NEWAY есть инструмент, дающий прекрасные результаты. На нём стоят твёрдосплавные резцы, имеющие несколько режущих кромок, также их можно регулировать по диаметру. Данный инструмент является достаточно универсальным, он обеспечивает хорошую точность, а также чистоту поверхности, к тому же после него не требуется последующая притирка. Простота инструмента фирмы NEWAY делает его очень привлекательным для использования в СТО.
Обработка профильным резцом даёт самые широкие возможности. В этом случае в профиле самого инструмента уже заложена геометрия седла. Поэтому ошибки и неточности здесь исключены. Сёдла делаются в точности такими же, какими их спроектировали когда-то конструкторы мотора. Более того, они все делаются одинаковыми, а как вы знаете, для работы мотора это играет очень важную роль. Проводить данную обработку можно не только с помощью специализированных станков, но и относительно недорогих установок с ручным приводом, которые зачастую выпускаются только иностранными фирмами.
Читайте также: Ремкомплект клапана минимального давления g50
Правда есть одна отечественная установка, называется «Механика-2», она даёт аналогичные возможности. Основа конструкции — это самоустанавливающийся шпиндель с микроподачей.
Заметьте, что обрабатывать сёдла на такой установке в три раза быстрее, чем с помощью ручных шарошек, и всё это благодаря одновременной обработке всех фасок седла. Получить профиль можно любого сечения, можете даже удалить изношенное седло и обработать гнездо под запрессовку нового. Кстати последнее очень удобно при производстве спортивных и тюнинговых ГБЦ, имеющих «радиусный» профиль, как правило, у них, всегда, увеличенный диаметр седла.
В промышленном ремонте в основном пользуются специализированными «головочными» машинами. В России пока ещё не выпускаются такие станки, а вот из импортных моделей наиболее популярны SERDI, SUNNEN, AMC и BERCO. Такое оборудование даёт нам большие возможности, выполняет любые необходимые операции, обрабатывает или заменяет сёдла и направляющие на любых ГБЦ. И всё это благодаря шпиндельной части станка, свободно перемещающейся по станине на воздушной подушке, в результате чего облегчается самоцентрирование резца.
На указанном оборудовании точность обработки седла очень высока, после сборки узла обеспечивается хорошая герметичность клапана. Старайтесь при обработке пользоваться дорогим инструментом, так как, используя недорогой ручной инструмент, рабочая фаска зачастую будет не концентрична оси отверстия направляющей втулки (её несоосность составит более 0,02 мм), а поверхность фаски получится некруглой и будет иметь характерное «дробление». При такой обработке вы будете вынуждены прибегнуть к дополнительной операции, т.е. притирке клапана к седлу.
На большинстве отечественных СТО давно освоили и хорошо применяют притирку. Более того, во многих мастерских весь процесс ремонта седел выполняют только с помощью притирки, получают в результате совершенно произвольную форму сопряжения седла и клапана. Хотя зарубежные фирмы не рекомендуют притирку ни в каком виде, имеются весьма серьёзные причины.
На самом деле, при высокой точности обработки, которая характерна для импортного оборудования, притирка не требуется. В России пока нет хорошего оборудования, а то, что используется, не гарантирует нужную точность, из-за чего вам никак не обойтись без притирки. Как бы то ни было, притирка — это искажение фаски клапана и формы седла, седло насыщается абразивными частицами и в итоге происходит быстрое снижение ресурса двигателя. Поэтому решайте сами притирать клапан или нет.
После тщательной мойки всех деталей обязательно необходимо провести контроль на герметичность клапанов. Быстрее всего эту проверку можно выполнить на специализированных вакуумных установках. Вот только результат не всегда получается достоверным, так как усилие прижатия тарелки к седлу слишком велико, и некоторые погрешности обработки, такие как несоосность стержня, фаска клапана или отверстия направляющей втулки и седла, можно сразу и не заметить. Мы считаем, что даже самая простая проверка прилегания клапана «по краске», является более достоверной. Есть некоторые мастерские, которые перед проверкой клапанов на герметичность, наливают в камеру керосин, но это дольше и сложнее.
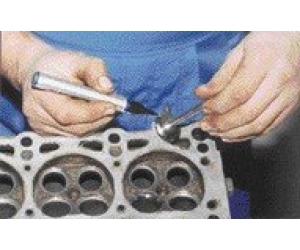
Контроль прилегания клапана к седлу – это важная процедура при ремонте любых седел
Последняя проверка заключается в том, что нужно проверить «выступание» стержня клапана, обычно она необходима для двигателей с гидротолкателями. Если тарелка очень сильно выступает в камеру сгорания, а его стержень «утоплен», то гидротолкатель не сможет выбрать зазор в приводе, так как не хватит хода плунжера. Данную ситуацию можно наблюдать после установки новых седел. Ремонтируя старые седла, могут «провалиться» тарелки, в таком случае после сборки головки клапаны могут зависнуть в открытом положении и полностью упереться в сжатые гидротолкатели.
Что ещё нужно сделать?
Перед сборкой отремонтированная головка блока должна иметь ровную привалочную плоскость. Восстановить плоскость можно с помощью обработки на фрезерном или плоскошлифовальном станках, но самые лучшие результаты вы получите только после обработки на специализированных станках (такие оборудования выпускаются многими зарубежными фирмами). Есть небольшая сложность при обработке головок дизельных двигателей с форкамерами. Они сделаны из жаропрочных сталей, а в некоторых двигателях внутреннего сгорания встречаются керамические форкамеры, такие форкамеры обладают очень высокой твёрдостью. Чтобы обработать плоскость такой головки, необходим специальный инструмент в виде блока абразивных секторов.
Собственно говоря, в форкамерах должно быть выступание над поверхностью ГБЦ в пределах 0,02-0,05 мм. Очень сложно соблюдать данное правило, это сильно усложнит вам работу, т.к. необходимо удалить форкамеры, обработать ГБЦ по плоскости, затем запрессовать новые форкамеры в головку прямо на столе шлифовального станка, а уже потом, требуется обработка поверхности форкамер. Запомните правило, если форкамеры в головке блока «сидят хорошо», то лучше их «не беспокойте. При обработке плоскости само собой произойдёт их выступание, за счёт «отжатия» инструмента, т.к. при работе станок с твёрдой стенки форкамеры снимет меньше металла, чем мягкого материала головки.
Итак, вы всё сделали — отремонтировали, восстановили, проверили, промыли. Значит, теперь можно собирать? Нет, ещё рано. Вы забыли проверить пружины клапанов, а именно их длину в свободном состоянии, а также усилие при сжатии на определённую величину, которые были регламентированы производителем двигателя в автомобиле ваз 2110.
Перед тем как установить клапаны в головку, обязательно смажьте маслом их стержни, будьте аккуратны, когда будете устанавливать маслосъёмные колпачки, не стоит бить по ним «со всей ненавистью», так как на некоторых моделях двигателях в автомобиле ваз 2110, у колпачков отсутствуют упоры, и они легко могут оказаться порванными.
В заключение добавим, что далее вам необходимо будет собрать головки блока, делается это достаточно просто. Перед тем, как установить головки на блок цилиндров, поверните распределительный вал в положение ВМТ 1-го цилиндра, а поршни, поворачивая коленвалом, отведите несколько от ВМТ, чтобы при работе не погнулись клапаны. Далее смажьте болты, головки блока, затяните их и точно установите фазы газораспределения.