

Видео:ПРИТИРКА и УСТАНОВКА клапанов ЗаЗ/ЛуАЗ 968Скачать

Устройство клапанного механизма двигателя МеМЗ-968Н автомобиля ЗАЗ-968М «Запорожец»
Клапаны двигателя внутреннего сгорания (ДВС) МеМЗ-968Н автомобиля ЗАЗ-968М «Запорожец» — подвесные. С целью улучшения наполнения горючей смесью цилиндра головку впускного клапана 8 (чей диаметр равен 34 мм) делают больше, чем головка выпускного клапана 9 (диаметр равен 32 мм). У рабочей фаски клапанов угол наклона равен 45°, наибольший ход клапанов равен 9 мм .
Выпускные клапаны сделаны из мягкой жаропрочной стали, потому что находятся под воздействием большей температуры, чем впускные.
Для повышения коррозионной стойкости и жаропрочности выпускного клапана у его рабочей фаски есть специальная наплавка, а с целью уменьшить износ торца стержня сверху на него надевают наконечник 4, который изготовлен из стали ХВГ и имеет термообработку до твердости 58—62 HRCЭ.
При выполнении сборки, между стержнем клапана и направляющей втулкой диаметральные зазоры составляют: для клапанов выпускных — 0,055—0,095 миллиметров, для клапанов впускных — 0,025—0,065 миллиметров. Для выпускных и впускных клапанов ширина у клапана и седла их притертой фаски составляет 1,4—2,0 миллиметров.
Запрессованные в головки цилиндров ДВС направляющие втулки 1 стержней клапанов сделаны из спеченной керамики, которая обладает отличными антифрикционными свойствами.
Клапанный механизм двигателя МеМЗ-968Н: 1 — Направляющая втулка клапана; 2 — Тарелка пружины клапана; 3 — Сухарь тарелки пружины клапана; 4 — Наконечник стержня выпускного клапана; 5 — Внутренняя пружина клапана; 6 — Шайба опорная пружины клапана; 7 — Впускного клапана седло; 8 — Впускной клапан; 9 — Клапан выпускной; 10 — Седло выпускного клапана; 11 — Наружная пружина клапана; 12 — Трубка маслосливная; 13 — Уплотнитель маслосливной трубки; 14 — Пружина кожуха штанги; 15 — Толкатель выпускного клапана 3-го и 1-го цилиндров; 16 — Толкатель клапана; 17 — Наконечник штанги выпускного клапана 3-го и 1-го цилиндров; 18 — Прокладка кожуха; 19 — Шайба прокладки кожуха; 20 — Штанга выпускного клапана 3-го и 1-го цилиндров; 21 — Кожух штанги; 22 — Верхний наконечник штанги; 23 — Штанга клапана; 24 — Нижний наконечник штанги; 25 — Шпилька крепления валика коромысел; 26 — Сухарь валика коромысел; 27 — Гайка крепления валика коромысел; 28 — Заглушка валика коромысел; 29 — Пружинный шплинт; 30 — Шайба валика коромысел; 31 — Правая распорная втулка; 32 — Распорная втулка; 33 — Левая распорная втулка; 34 — Валик коромысел; 35 — Левое коромысло; 36 — Коромысло клапана; 37 — Регулировочный винт; 38 — Гайка регулировочного винта.
Седла клапанов 7 и 10 двигателя МеМЗ-968Н — вставные из твердого, коррозионностойкого, жаропрочного чугуна. Специальная технология сборки обеспечивает надежную посадку седла в гнездо головки цилиндров. Седло вставляется в головку, которая нагрета до температуры, равной 200—220° C. После финальной сборки рабочую фаску седла клапана шлифуют концентрично отверстию в направляющей втулке. Прижатие головки клапана к рабочей кромке седла происходит усилием 2-х цилиндрических пружин, имеющих с постоянный шаг.
Пружины сделаны из термически обработанной, высокопрочной пружинной проволоки. Пружины подвергнуты дробеструйной обработке для повышения сопротивления усталости.
Опираются пружины на цианированные стальные шайбы 6, которые установлены в головке цилиндров ДВС. Удерживается тарелка 2 пружины клапана при помощи двух сухарей 3, образующих в сложенном виде усеченный конус.
У внутренней 5 и наружной 11 пружин навивка противоположно направленная. Это исключает резонансные колебания и, при поломке одной из данных пружин, попадание витков этой пружины между витками второй пружины.
Использование двух пружин, при поломке какой-либо из них, защищает клапан от падения его в цилиндр и защищает двигатель МеМЗ-968Н от серьезных повреждений.
Штанги 20 и 23 толкателей представляют собой трубки из дюралюминия с напрессованными стальными наконечниками: нижними 17 и 24 и верхними 22. Для прохода смазки в наконечниках есть отверстия.
Штанги 20 толкателей выпускных клапанов 3-го и 1-го цилиндров являются короткими (длина от сферы выступа до сферы впадины равна 210,1—211,4 мм). Их нельзя путать при монтаже с другими штангами. Длина шести остальных штанг составляет 225,1—225,4 мм.
Толкатели имеют плунжерный тип, стальные с наплавленными торцами. У толкателей 15 выпускных клапанов 3-го и 1-го цилиндров (со стороны вентилятора 1-ая пара) есть на цилиндрической поверхности четыре отверстия. Одно отверстие находится вверху и служит для вынимания толкателя. Второе отверстие находится в проточке шириной, равной 1,0—1,8 мм. Оно служит для того, чтобы масло подводилось через штанги в головку цилиндров к коромыслам и валикам коромысел. Два отверстия находятся внизу и служат для слива масла, которое стекает с головки по кожухам и штангам толкателей.
Читайте также: Клапан колпачковый ду 20мм с пломбировочным устройством expa con
У вставок данных толкателей есть боковой и центральный каналы. У толкателей 16 нет по наружному диаметру проточек и вставок.
На новом двигателе автомобиля ЗАЗ-968М диаметральный зазор между направляющими толкателей и толкателями равен 0,025—0,061 мм.
Кожухи 21 штанг из себя представляют трубки из стали, которые калиброваны в верхней части и запрессованы в головку цилиндров. У кожуха штанги в нижней части есть кольцевая выступающая выдавка. В кожухах проходят штанги толкателей.
На картере кожухи уплотняют при помощи резиновых прокладок 18, поджимаемых через шайбы 19 пружинами 14.
Для того, чтобы сливать масло из полости головки цилиндров есть маслосливные трубки 12 (на каждую головку – одна).
В гнездо головки запрессована маслосливная трубка. Уплотнение трубки на картере двигателя автомобиля ЗАЗ-968М происходит с помощью резинового уплотнителя 13.
Видео:Замена седел и направляющих втулок ГБЦ своими силамиСкачать

buzz968
Видео:Запорожец "ЗАЗ 968М" - Регулировка КлапановСкачать

Механический прон
Из отфрезерованных головок выбил штатные втулки, с этим, как ни странно, проблем не было. Обычно они стоят с огромным натягом, ещё и прикипевшие, и крошатся при выпрессовке…
Здесь у нас новые детальки. Клапаны, направляющие и колпачки — SM, пружины и тарелки вроде как оригинальные ВАЗовские.
Все восемь клапанов — выпускные 2101. Впускные от ВАЗа слишком велики, да и не нужно это: между тарелкой открытого клапана и стенкой камеры сгорания очень небольшой зазор, т.н. «мёртвая зона», создающая сопротивление проходу смеси в цилиндр. Установка чуть меньшего выпускного клапана на впуск расширяет эту щель и улучшает наполнение цилиндров. Клапан, правда, опирается на седло только краем фаски, но по опыту это работает.
Со втулками вообще интересная история. Внешний диаметр втулок 968 на несколько соток больше, чем у ремонтных ВАЗовских. Были даже опасения, что встанут в головки без нужного натяга. Купил оригинальные ВАЗовские — мало того, что размер оказался больше, чем нужно, так ещё и поверхность у них очень грубая, они плохо заходили и трескались под оправкой. Купил комплект немецких SM — размеры как раз что надо, поверхность чуть ли не полированная. Запрессовались отлично. Кстати, кто будет делать — желательно иметь два комплекта втулок на всякий случай, они хрупкие и при запрессовке можно случайно их поколоть. Если появилась даже маленькая трещинка в верхней части (где ставится маслосъёмный колпачок) — выбиваем и выбрасываем, толку от неё уже не будет.
Итак, втулки запрессованы. Впускные у Жигулей короткие, и в головке МеМЗа не торчат в канал — это очень хорошо.
Теперь появляется новая трудность. Так как заводские втулки разворачивались по месту, у многих отверстие под клапан не соосно внешней поверхности:
А сёдла обработаны уже по криво развёрнутым направляющим. Поэтому после установки новых, точно изготовленных втулок тарелки клапанов на сёдла не сядут всей поверхностью, и их будет не притереть. Так что запасаемся чем-нибудь для прирезки сёдел. 13к на фрезы Neway у меня не нашлось, так что купил вот такие за тысячу (для 2108. Для классики не надо брать — у них впуск больше):
Прирезал и притёр первое седло. На фото вроде заметно, что с одной стороны снялось больше металла. А ещё заметно, что завод не заморачивался фасками 30 и 60 градусов и хреначил только 45 (слева):
Когда я делал подобную замену в прошлый раз (на своём первом ЗАЗе), по задиру в головке, между телом головки и одной из направляющих, пошло масло в канал клапана — мотор жрал его и дымил. Чтобы перестраховаться от таких неприятностей и не разбирать всё во второй раз, заполнил стык втулок и головки под шайбой герметиком:
Нижние шайбы, кстати, оставил родные — они нормально расходятся со стопорными кольцами ВАЗовских втулок.
Ну вот, первый клапан собран:
Колпачки на стержни выпускных клапанов, которые стояли с завода, ставить не нужно. У ТАЗоклапанов достаточная твёрдость и без них.
Верхние тарелки пружин ВАЗ почти такие же, как и МеМЗ, но их стоит поменять потому что они легче (слева ВАЗ):
Читайте также: Не горит чек не заводится ваз 2110 инжектор 8 клапанов
Сухари можно оставить, они точь-в-точь такие же. Пружины менять обязательно — за десятки лет они «просели», к тому же у ВАЗа они изначально жёстче.
Первую голову собрал и проверил, не течёт.
Ну и те же операции — прирезка сёдел, притирка и сборка — со второй головой…
Видео:маслосъемные колпачки заз 968Скачать

Замена клапанов заз 968м

ИНСТРУКЦИЯ ЗАЗ 968 и ЗАЗ 968М
Смена цилиндров, поршней и колец требует снятия головки цилиндров. Решиться на это можно, только располагая комплектом уплотнительных прокладок, так как установка старых — это потерянный труд из-за неизбежности появления течи масла. На каждую головку требуется 4 прокладки под штанги толкателей и один уплотнитель сливной трубки.
Сначала освобождают головку цилиндров от всех сопрягаемых деталей: впускного коллектора, выпускных труб, наконечников свечей. Затем обеспечивают свободный подход к гайкам крепления головки, сняв ее крышку и валик с коромыслами клапанов. При этом из-за деформации разрезных распорных втулок валика они могут зацепиться краями за выступы головки или за шпильки. Нужно осторожно пошевелить отверткой каждый участок валика, но не прикладывать больших усилий, так как валик очень хрупкий и может просто сломаться. Как только освободятся верхние части клапанов, сразу снимите наконечники (колпачки) с выпускных клапанов.
Торцевым ключом 17 мм отворачиваем гайки, равномерно ослабляя затяжку головки цилиндров. Сняв головку, можно выдергивать цилиндры из поршней и гнезд картера двигателя. При этом очень трудно сохранить в целости прокладку между торцом цилиндра и картером. Такую прокладку легко вырезать из черного пакета от фотобумаги.
Для снятия поршня с шатуна надо освободить запорные кольца поршневого пальца и выпрессовать его. Если нет специального приспособления, палец выбивают выколоткой, опирая поршень с противоположной стороны о деревянный брусок.
При необходимости снятия шатуна его можно извлечь вместе с поршнем, если демонтировать масляный поддон картера двигателя (предварительно слив масло и отсоединив брызговик) и снизу отвернуть гайки болтов шатуна.
При смене только колец надо очистить канавки под них на поршне от нагара. Лучше всего это получается с помощью куска старого кольца.
Работая на двигателе со снятыми цилиндрами, надо следить, чтобы ничего не провалилось в картер. Избежать этого поможет тряпка, которой затыкают отверстие под цилиндр. Надевая на поршень кольца, приходится проводить их мимо “чужих” канавок, более верхних, и часто кольца туда западают. Чтобы облегчить себе работу, возьмите 3 маленькие полоски жести, подсуньте их между кольцом и поршнем и продвигайте по ним коль-цо до нужной канавки. Когда все кольца на местах, их надо развернуть таким образом, чтобы замки колец не находились на одной линии. Замок верхнего компрессионного кольца должен располагаться по окружности поршня приблизительно на 60° от торца поршневого пальца, замок нижнего кольца — напротив, по другую сторону от центра. Замки маслосъемных колец при таком же взаимном расположении должны находиться на 60° от замков компрессионных, а замки расширителей — напротив торцов поршневых пальцев.
Зазор в замке поршневого пальца является контрольным для оценки износа цилиндров и колец. Напомним, что, по данным завода, он должен составлять на новом цилиндре 0,25—0,55 мм для компрессионных и 0,9—1,5 мм для маслосъемных колец, а на старом цилиндре для компрессионных колец — 0,86 мм. Зазор измеряется при установке кольца в цилиндр на глубину 8—10 мм от края.
Цилиндр трудно надеть на поршень, так как диаметр поршневых колец в нерабочем положении больше отверстия цилиндра. Кольцо можно ухитриться утопить в канавку перед надвигающимся цилиндром просто ногтями. И так последовательно проходить каждое кольцо. Но лучше упростить себе задачу — сделать за 5 мин простейшее приспособление. Берем полоску жести (можно от ящиков), обжимаем по поршню так, чтобы при отогнутых концах оставался зазор 5—15 мм. Затем в отогнутых концах сверлим или пробиваем по отверстию диаметром 5—б мм, и приспособление готово.
Полоску надевают на поршень с кольцами, а в отверстия отогнутых концов вставляют концы круглогубцев. Сжимая круглогубцами полосу, а под ней и кольцо, надвигают цилиндр на поршень (рис. 4).
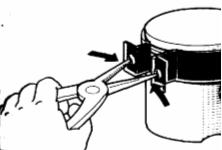
Рис. 4. Сжатие колец на поршне 47
Для облегчения установки головки цилиндров желательно иметь специальные скобы, которыми можно зафиксировать пружины на кожухах штанг в сжатом состоянии или просто стянуть пружины проволокой.
Конечно, можно ставить головку цилиндров и без приспособлений, но при этом из-за прилагаемых усилий трудно контролировать по ощущению равномерность прилегания головки и правильность попадания кожухов штанг и сливной трубки в гнезда картера. Иногда уже после сборки обнаруживается потеря герметичности (из-под головки выходит белый дым или через уплотнения вытекает масло). При установке головки до ее крепления надо стараться “поиграть” ею, чтобы она нашла нужное положение.
Читайте также: Какая ткань составляют основу клапана сердца
В соответствии с руководством по эксплуатации затягивать гайки головки надо в 2 приема с моментом затяжки 1,6—2 и 4—5 кгс*м. Для выполнения этого условия нужно иметь динамометрический ключ. Если его нет и вы еще не приобрели практического навыка, можно воспользоваться пружинными весами (безменом), зацепив их за рычаг ключа. Умножив длину рычага в метрах на показания весов в килограммах, получим значение момента затяжки.
Не следует пугаться, если при повороте гаечного ключа слышится треск и усилие резко падает. Это не поломка головки или резьбы на шпильке — просто гайка стронулась с места, срезав небольшую неровность на поверхности головки или шайбы. Затяжку следует продолжать до установленного значения. При подтяжке гаек головки недопустимы перекосы ключа. Головка ключа не должна быть по диаметру больше 23 мм.
Перед установкой валиков с коромыслами осмотрите штанги толкателей. Характерный дефект их — скол стенки сферического углубления наконечника. Если обнаружен дефект, штангу нужно заменить.
Как временная мера при отсутствии новой штанги может помочь спиливание напильником поврежденного торца штанги, чтобы скол не распространялся дальше. Эксплуатировать длительно такую штангу не следует, так как процесс разрушения, хоть и замедленно, но продолжается. В результате это приведет к тому, что зазор между клапанами и коромыслом будет нерегулируемым, несмотря на возможность его первоначальной установки.
Снятие валика с коромыслами и подтяжка головки нарушают первоначальную регулировку зазоров между коромыслом и клапаном, поэтому после установки валиков с коромыслами необходимо отрегулировать зазоры. Очень удобно это производить специальным ключом, который иногда имеется в продаже. Он представляет собой сочетание торцевого ключа с отверткой. По углу поворота отвертки относительно ключа (по рискам, нанесенным на них) можно определить нужный зазор без применения щупов.
Однако определять зазор с помощью такого ключа, не имея достаточного опыта, мы не советуем, так как очень трудно поймать нулевое положение (можно не заметить небольшое сжатие клапанных пружин). В этом случае в качестве щупов удобно использовать лезвия толщиной 0,1 и 0,08 мм.
Напомним, что сейчас завод рекомендует устанавливать зазоры для впускных клапанов 0,08—0,1 мм, для выпускных — 0,1— 0,12 мм.
Начинать регулировку следует с первого цилиндра (ближнего левого). Для этого надо снять крышку распределителя зажигания и, поворачивая коленчатый вал рукояткой, совместить риску верхней мертвой точки на центрифуге с риской на крышке распределительных шестерен; при этом боковой контакт бегунка распределителя должен располагаться в районе крепления черного провода к распределителю зажигания. После регулировки клапанов первого цилиндра необходимо повернуть коленчатый вал на 180°. Для удобства установки в этом положении желательно на центрифуге керном нанести небольшую лунку, которую также можно совмещать с риской на крышке распределительных шестерен. Эта лунка впоследствии пригодится и при проверке равномерности момента опережения зажигания на всех цилиндрах.
Последовательность регулировки клапанов по цилиндрам указана в руководстве по эксплуатации. Тем же, кто пользуется другими источниками информации, следует напомнить, что нумерация цилиндров с ноября 1975 г. изменилась. Вообще легко освоить последовательность регулировки, не запоминая номеров цилиндров,— она должна производиться от цилиндра к цилиндру против часовой стрелки, если смотреть на двигатель сверху.
Следует обратить внимание на одну ошибку, которую иногда допускают при регулировке зазоров после монтажа валика. Затяжка валика может привести к увеличению усилий качания коромысла на валике. Регулирование зазора с таким зажатым коромыслом не обеспечивает сохранения зазора при работе двигателя. Это сразу становится очевидным по сильному характерному стуку, а вторичная проверка зазора покажет его увеличение в 5—10 раз.
Поэтому, устанавливая и затягивая валик, необходимо немного подвигать его вдоль оси и убедиться, что все коромысла легко качаются.
Для окончательной проверки правильности регулировки зазоров рекомендуем запустить двигатель на короткое время и понаблюдать за работой клапанного механизма при снятых крышках головок. После этого рукой поочередно поднять концы коромысел со стороны клапанов и убедиться, что зазоры не увеличились.
🔥 Видео
Ремонт тормозов на ЗАЗ-968М (2/2)Скачать

Поршневая группа ВАЗ на ЗАЗ-968 (ЗАПОРОЖЕЦ). Установка ГБЦ. Трамблер от волги.Скачать

МеМЗ-968 часть 2: картер и его внутренностиСкачать

Регулировка клапанов на запорожце - залог стабильной работы!Скачать

двигатель ЗАЗ, ремонт толкателя 06.12.2016г.Скачать

МеМЗ-968 часть 1: разборкаСкачать

ДВИГАТЕЛЬ-ЛЕГЕНДА - "Запорожец" ЗАЗ 40 л.с.Скачать

Ремонт тормозов на ЗАЗ-968М (1/2)Скачать

МеМЗ-966 часть 8: сборка головокСкачать

За что водители в СССР не любили "Запорожец" ЗАЗ-968?Скачать

ЗАЗ с двигателем ВАЗ . Разгон)))Скачать

ЗАПОРОЖЕЦ с двигателем от ПРИОРЫ 190 л.с.Скачать

МЕМЗ-969А установка трамблера и масляного насоса, сборка поддонаСкачать

МЕМЗ-969А, сборка ГПГ и ГБЦСкачать

Запорожец "ЗАЗ 968М" - Устранение Неисправностей и Гаражная ФилософияСкачать

Регулировка клапанов ЗАЗ/ЛуАЗСкачать
