

В результате воздействия горячих газов, коррозии, ударных нагрузок, а также отложений смолистых веществ, герметичность закрытия клапанов в процессе эксплуатации нарушается. Это приводит к потере мощности, к работе двигателя: с перебоями (рывками) на малых оборотах под нагрузкой и к характерным хлопкам в глушителе и карбюраторе.
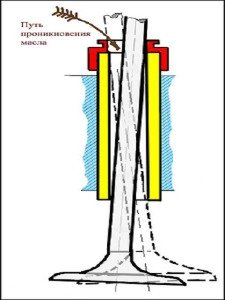
Кроме того, износы стержней клапанов и отверстий в их направляющих втулках вызывают стуки стержней о втулки, повышенный расход масла, которое при этом засасывается через втулки впускных клапанов из клапанной коробки в цилиндры двигателя и сгорает в них, усиленное нагарообразование и, как следствие,—д етонацию.
Восстановление герметичности закрытия клапанов производится притиркой или шлифовкой седел (в блоке и на клапане) c последующей притиркой.
Притирку клапанов необходимо производить при каждой смене поршневых колец. Как притирка, так и шлифовка седел клапанов могут производиться на двигателе без снятия его с автомобиля.
Для восстановления герметичности закрытия клапанов двигателя ГАЗ-51 на автомобиле, необходимо провести следующие подготовительные работы:
1. Слить воду из системы охлаждения.
2. Снять головку цилиндров (см. подробнее раздел „Смена поршневых колец») и прокладку головки.
3. Снять газопровод, отсоединив от него предварительно приемную трубу глушителя и вытяжную трубку вентиляции
4. Закрепить ручной тормоз, подложить под задние колеса, для устойчивости автомобиля, клинья и поднять переднюю ось на козлы.
5. Снять переднее правое, колесо и правый брызговик.
6. Снять переднюю и заднюю крышки клапанной коробки.
7. Закрыть чистыми концами отверстия в дне клапанной коробки для предотвращения проваливания через них в масляный картер сухариков клапана.
8. Снять клапанные пружины и замаркировать клапаны, чтобы не перепутать их местами.
Притирка клапанов производится обычным способом. Для сообщения вращательного движения клапанам во • время притирки, на их головках имеются пазы под отвертку. Рекомендуется пользоваться при этом специальной дрелью для притирки клапанов. В качестве абразив следует применять наждачный порошок с зернистостью 180—280 в, смеси с жидким минеральным маслом. Консистенция смеси должна быть такой, чтобы ее можно было наносить кисточкой на притираемую поверхность седла.
Перед употреблением смесь должна тщательно размешиваться, так как наждачный порошок оседает на дно посуды,, в которой она находится. Рабочая поверхность седла клапана (в блоке и на клапане) после притирки должна представлять собой равномерную матовую фаску по всей окружности седла.
Во время притирки нельзя снимать с рабочих поверхностей

седел лишнего металла, так как при этом сокращается возможное число ремонтов этого соединения и тем самым уменьшается общая продолжительность службы двигателя.
Качество притирки проверяется „на краску» или воздухом, подаваемым под клапан через газовые каналы в блоке. В последнем случае рабочие поверхности фасок должны быть насухо вытерты, а головки клапанов прижаты к блоку рукой или клапанной пружиной, поставленной на место. Воздух подается по трубе, которая вставлена в резиновую подушку, прижатую к окну газового канала проверяемого клапана (рис. 127), Непосредственно перед подачей воздуха в газовый канал вокруг головки проверяемого клапана наливается небольшое количество керосина или жидкого масла; при этом, в случае отсутствия герметичности, по окружности головки клапана будут выделяться пузырьки воздуха.
Перед началом притирки необходимо убедиться в отсутствии коробления тарелки клапана и прогорания седел на клапане и в блоке, так как при наличии этих дефектов восстановить герметичность закрытия клапанов одной лишь притиркой невозможно. В этом случае притирке должны предшествовать шлифовка седел в блоке и замена поврежденных клапанов новыми .
Невозможно восстановить герметичность закрытия клапанов притиркой также и тогда, когда зазор между стержнем клапана и направляющей втулкой превышает 0,2-0,25 мм; в этом случае клапаны и втулки следует заменить новыми. Необходимо иметь в виду, что в запасные части выпускаются клапаны только стандартных размеров и направляющие втулки с припуском по внутреннему диаметру в 0,3 мы для развертывания в окончательный размер после запрессовки их в блок.
Ремонтировать клапаны перешлифовкой их стержня на меньший размер—нецелесообразно, так как при этом возникает необходимость в изготовлении новых сухариков тарелок клапанных пружин.
Не рекомендуется также восстанавливать клапаны хромированием стержня, так как их работа будет сопровождаться при этом повышенным износом направляющих втулок.
Клапаны с короблением или прогоранием головки, а также трещинами любого характера и направления подлежат выбраковке.
При замене клапанов и их втулок необходимо:
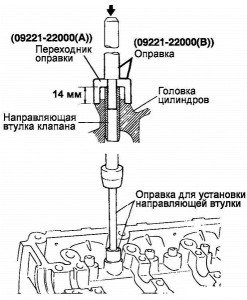
1. Вы прессовать из блока изношенные направляющие втулки и заменить их новыми (рис. 128). При отсутствии готовых втулок их следует отливать из серого чугуна № 2 (см. табл. 21) в земляные формы. После отливки, втулки ни в коем
случае нельзя отжигать, так как отжиг, превращая перлитную структуру чугуна, полученную при отливке, в ферритную, сильно снижает износостойкость втулок.
На рис. 129 показаны два способа выпрессовки изношенных направляющих втулок клапанов: слева— сп ециальным съемником, справа— при помощи выколотки с направляющим стержнем, входящим в отверстие, и заплечиком , упирающимся в ее верхний торец. В первом случае втулка вытягивается вверх, во втором—выбивается вниз, как показано на рисунках стрелками.
Съемник для выпрессовки направляющих втулок клапанов из блоков двигателей М-20 и ГАЗ-69 должен быть наклонен в сторону цилиндров на 2°50, с тем, чтобы ось его стержня совпадала с осью втулок.
Запрессовка новых втулок производится сверху; при этом глубина запрессовки должна быть такой, чтобы расстояние от верхних торце в втулок до верхней плоскости блока составляло 22 мм на двигателях ГАЗ-51 и ЗИМ-12 и 24 мм на двигателях М-20 и ГАЗ-69.
2. Развернуть вновь запрессованные втулки впускных и выпускных клапанов под размер 9+ 0,022 мм. При этом должна быть обеспечена концентричность развернутого отверстия с
конической поверхностью гнезда клапана в блоке в пределах 0,05 мм общих показаний индикатора.
3. Притереть клапаны к седлам в блоке.
При появлении на седлах клапанов в блоке значительных износов, трудно исправимых притиркой, ремонт их, из-за высокой твердости вставных седел выпускных клапанов, возможен только шлифовкой.
Для шлифовки седел должен употребляться специальный набор инструментов, который состоит из электродрели, развивающей 8000—10000 об/мин и снабженной двумя типами шлифовальных камней (для грубой и чистовой шлифовки), с углом при вершине конуса в 90°, из приспособления для их правки, а также специального зенкера, оправки и индикаторного приспособления для проверки концентричности седел с отверстиями в направляющих втулках клапанов.



При перешлифовке седел необходимо соблюдать следующий порядок операций.
1. Развернуть и раззенковать отверстия в направляющих втулках клапанов при помощи комбинированной развертки и зенкера, как указано на рис. 130 а. Развертка должна только очистить отверстия втулок от нагара и смолистых веществ, не увеличивая их размера.
Фаска на конце отверстия втулки под углом 60° и шириной 1,5 мм зенкуется для надежного центрирования оправки с шлифовальными камнями относительно отверстия в направляющей втулке.
2. Установить в отверстие направляющей втулки разжимную оправку с коническим заплечиком , как указано на рис. 130 б. При этом для надежного центрирования оправки ее заплечик должен быть плотно прижат к поверхности зенковки во втулке.
3. Проверить алмазом коническую поверхность камня на специальном приспособлении для правки его, как указано на рис. 130 в .
Шлифовальные камни следует постоянно поддерживать чистыми , гладкими и концентричными; править камни необходимо после шлифовки каждого комплекта седел (в одном блоке); перед надеванием камня на стержень приспособления для правки стержень надо слегка смазать солидолом.
4. Надеть шлифовальный камень, соединенный с электродрелью, на оправку, вставленную в отверстие направляющей втулки клапана, как указано на рис. 130 г, смазав предварительно оправку тонким слоем солидола.
Перед шлифовкой седла нужно очистить его поверхность
от нагара и смазки, так как они замасливают камень и требуют более частой его правки.
Шлифовать седла надо „всухую», не применяя масла ил каких-либо притирочных паст, так как они снижают эффективность шлифовки и замасливают камень. Рекомендуется применять электрокорундовые камни на керамической связке с зернистостью 60 и твердостью С, или СТ ,. Шлифовать седло надо до тех пор, пока камень не начнет брать всей его рабочей поверхности. Не следует при шлифовке сильно нажимать на камень, прижимая его все время к седлу,— легкое прерывистое касание камнем седла с принудительным отжимом его от седла пружиной дает наилучшие результаты.
Для улучшения условий резания и предотвращения быстрого замасливания камня, на его конической поверхности делают четыре радиальных канавки, расположенные под углом 90° друг к другу.
После грубой обработки, сменив камень на мелкозернистый , производят чистовую шлифовку седла до получения необходимого качества его поверхности.
5. Эксцентричность пояска седла по отношению к отверстию в направляющей втулке клапана не должна быть больше 0,05 мм общих показаний индикатора, проверяемых, как указано на рис. 130 д , индикаторным приспособлением, надеваемым на ту же оправку, что и шлифовальный камень. При большей эксцентричности шлифовку следует повторить.
После шлифовки седел рекомендуется производить притирку клапанов.
При шлифовке седел, так же как и при их притирке, не следует снимать с рабочей поверхности лишнего металла.
По окончании шлифовки седел клапанов газовые каналы в блоке, а также все места, куда могла попасть абразивная пыль, должны быть тщательно продуты сжатым воздухом.
Увеличивать больший диаметр конической поверхности седла клапана в блоке (размер в верхней плоскости его), в результате всех притирок и шлифовок, можно только до величины наружного диаметра тарелки клапана, то есть до 39 мм для седел впускных клапанов идо 36мм для выпускных..
Дальнейший ремонт седел выпускных клапанов производится заменой вставных седел, а впускных—или раззенковкой их двумя зенкерами с углом при вершине в 130° (вспомогательная фа-


ска ) и 90° (рабочая фаска), как показано на рис. 131, или постановкой вставных седел (рис. 132 а), изготовленных из серого чугуна, имеющего перлитную структуру (отливка в землю без последующей термической обработки).
Седла выпускных клапанов отливаются из легированного чугуна №3 (см. табл. 21) и после отливки подвергаются отжигу (нагрев до температуры 600Х, выдержка при этой температуре в течение 1 часа 30 минут, охлаждение в печи до-температуры 250°С с дальнейшим охлаждением на воздухе). Твердость седел после отжига получается в пределах 50—60 единиц по Роквеллу С.
Внутренний и наружный диаметры седел впускных и выпускных клапанов должны быть концентричны между собой в пределах 0,2 мм общих показаний индикатора, а их торцы перпендикулярны наружной поверхности; допускаемое отклонение 0,05 мм. Коническая поверхность седел до запрессовки их в блок должна быть концентрична наружной поверхности в пределах 0,05 мм общих показаний индикатора. Вышедшие из строя вставные седла выпускных клапанов заменяются ремонтными, увеличенными по наружному диаметру на 0,25 мм (рис. 133).
Для запрессовки нового седла выпускного клапана необходимо:
1) выпрессовать старое седло из блока с помощью специального съемника (рис. 134), захваты которого опираются в.. кольцевой поясок гнезда на нижнем его торце шириной

в 0,5 мм. Съемник для выпрессовки седел из блоков двигателей М-20 и ГАЗ-69 должен быть наклонен в сторону цилиндров на 2 градуса50 минут с тем, чтобы ось винта с разжимным конусом совпадала с осью седел;
2) расточить гнездо в блоке под размер диаметром 38,754+0,025 мм следя при этом за тем, чтобы не углубить его, так как высота ремонтного седла такая же, как и стандартного. Для создания требуемой концентричности гнезда с осью клапана в пределах 0,1 мм общих показаний индикатора, режущий инструмент (зенкер) должен иметь направляющий хвостовик, входящий в отверстие направляющей втулки клапана;
3) новое седло после запрессовки должно быть зачеканено в теле блока с помощью специальной оправки, изображенной на рис. 135, а затем расшлифовано до требуемых размеров.
Зенковка седел впускных клапанов может производиться при ремонтах несколько раз, пока наружный диаме тр всп омогательной фаски (под углом 25°) не достигнет 42 мы. Каждый раз после зенковки рабочая фаска седла клапана (под углом 45°) должна шлифоваться и притираться..
Гнездо в блоке под вставное седло впускного клапана необходимо расточить концентрично отверстию в направляющей втулке клапана в пределах 0,1 мм общих показаний индикатора, как показано на рис. 132 б.
Как при зенковке седла, так и при расточке гнезда под вставное седло режущий инструмент должен иметь направляющий хвостовик, входящий в отверстие втулки клапана.
Седло впускного клапана после запрессовки в блок следует зачеканить такой же оправкой, как и седло выпускного клапана, с той лишь разницей, что направляющий поясок оправки должен иметь в этом случае диаметр 34 мм вместо 31,5 мм и режущий поясок— ди аметр 41,5 мм вместо 41 мм.
Читайте также: Зазоры клапанов зил 157
Если при постановке вставного седла впускного клапана возникает необходимость также и в смене седла выпускного клапана, то сначала необходимо заменить последнее и только


лишь после этого приступать к расточке гнезда под седло впускного клапана и запрессовке его на место.
- Замена направляющих втулок клапанов газ 69
- Замена направляющих втулок клапанов
- Как самому менять направляющие втулки клапанов
- Выпрессовка и установка направляющих втулок клапанов съемником
- Определение технического состояния втулок впускных и выпускных клапанов, проверка зазора, развертывание и замена втулок, выпрессовка и запрессовка.
- Замена направляющих втулок клапанов
- Как поменять направляющие клапанов
- Извлечение направляющих
- Запрессовка направляющих
- Финальная доработка
- Замена направляющих втулок клапанов – испытаем ловкость рук!
- Как определить, что произошел износ направляющих втулок?
- Замена направляющих втулок клапанов – собираем инструменты
- Как заменить направляющие втулки клапанов самостоятельно?
- Замена направляющих втулок клапанов на автомобилях ВАЗ
- Для чего нужна направляющая втулка
- Причины и последствия деформации
- Почему не стоит пренебрегать проверкой
- Материалы, используемые для изготовления втулок
- Видео: обзор направляющих втулок клапанов для ВАЗ 2108–2109
- Определение износа
- Замена направляющих втулок клапанов
- Извлечение
- Видео по выпрессовке
- Установка новых
- Видео по запрессовке
- Финальная стадия — развёртки
- Как заменить направляющие втулки клапанов
- Причины преждевременного износа втулки клапана
- Симптомы износа
- Как определить, что направляющие втулки изношены
- Порядок замены направляющих втулок клапанов автомобилей ВАЗ
- Процесс замены
- 1. Описание наставки
- 2. Процесс снятия изношенной направляющей и установка новой
- Как заменить направляющие втулки клапанов Киа Пиканто
- Как определить, что произошел износ направляющих втулок?
- Когда нужно менять направляющие?
- Замена направляющих втулок клапанов – собираем инструменты
- Порядок замены направляющих клапанов ВАЗ 2106
Замена направляющих втулок клапанов газ 69
Замена направляющих втулок клапанов

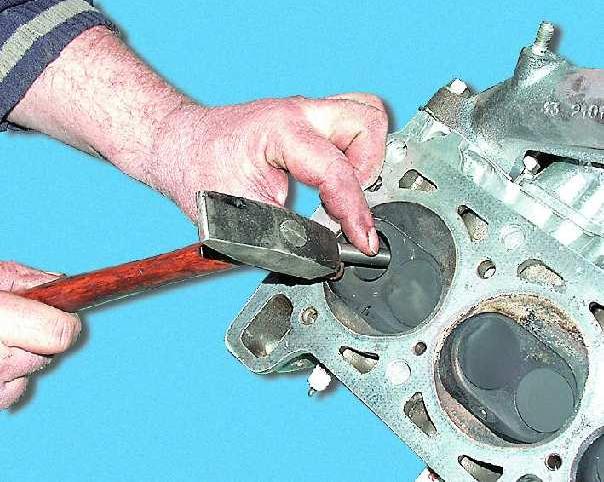
Ремонт головки блока цилиндров (ГБЦ) зачастую предполагает необходимость замены направляющих втулок клапанов ГРМ. Для замены необходимо выпрессовывать старые втулки клапанов, после чего на их место устанавливаются новые элементы. Существует несколько способов для выпрессовки старых втулок. Наиболее простым и самым неправильным является выбивание втулок молотком и зубилом. Данный ударный способ широко применяется в практике «гаражных» мастеров. Отметим, что извлечение втулок в подобных случаях часто заканчивается повреждением посадочного гнезда в головке блока цилиндров.
Рекомендуем также прочитать статью о том, как заварить трещину блока цилиндров или головки блока цилиндров. Из этой статьи вы узнаете о доступных способах ремонта трещин БЦ и ГБЦ.
Немного более правильным вариантом является использование специальной ступенчатой оправки из латуни или бронзы вместо зубила. Такая оправка устанавливается со стороны седла на направляющую втулку, далее по ней ударяют молотком. Указанный способ выпрессовки втулок снижает риск повреждений ГБЦ, но не исключает полностью. Оптимальным же способом выпрессовки втулок является использование специального съемника. Указанный съёмник для снятия направляющих втулок клапанов также используется для последующей установки новых втулок в ГБЦ. Далее мы рассмотрим способы замены направляющих втулок клапанов при помощи оправки и съемника.
Как самому менять направляющие втулки клапанов

Сначала рассмотрим способ выпрессовки направляющих втулок клапанов при помощи оправки, так как указанный способ является распространенным. Перед заменой втулок снимаются пружины и сами клапана. Как уже было сказано выше, оправка для выпрессовывания втулок клапанов используется ступенчатая. Ступенька необходима для того, чтобы снизить риск повреждений посадочного гнезда в головке блока. Меньший диаметр оправки позволяет ей войти во втулку на 3-4 см, причем с зазором. Больший диаметр позволяет свободно пройти через гнездо в ГБЦ.
Отметим, что зачастую бронзовые втулки достаточно легко выпрессовываются из головки, так как установлены с относительно слабым натягом. Если же необходимо выпрессовать направляющую втулку клапана из более жесткого материала, тогда ГБЦ следует предварительно нагреть до температуры 140-160 градусов Цельсия в электропечи или до 80-90 градусов в емкости с горячей водой. Нагрев головки блока цилиндров позволит уменьшить натяг.
В крайних случаях плотно запрессованную втулку нужно высверливать. Обратите внимание, делать это разрешается только на станке, так как попытки высверлить втулку клапана дрелью приведут к перекосу и повреждениям посадочного гнезда. Втулку также желательно высверливать не до конца, то есть оставлять стенки толщиной около 1-го миллиметра. Так снижается риск повреждений гнезда, а сам остаток втулки легко удаляется оправкой.
Следующим шагом становится обязательный замер натяга новой втулки перед установкой в головку, так как строго запрещается производить запрессовку новых втулок до измерения натяга. Для замеров натяга понадобится определить диаметр гнезда и направляющей втулки. Допускается показатель на отметке от 0.03 до 0.05 мм. Этот показатель следует понимать как то, что диаметр новой втулки превышает диаметр посадочного гнезда на указанную величину.
Чтобы запрессовать новые втулки клапанов головку блока следует повторно нагреть в печи аналогично способу снижения натяга при снятии. Параллельно с этим новые втулки охлаждают. Запрессовка новых втулок без нагрева ГБЦ является неправильной. Это касается алюминиевого сплава ГБЦ, в котором происходит деформация при наличии сильного натяга. После такой установки итоговый натяг будет меньше необходимого. В результате после сборки мотора и его нагрева при работе направляющая втулка клапана не будет иметь плотной посадки, а сам клапан в указанной втулке начнет страдать от перегревов. Перегрев клапана будет происходить в результате того, что эффективность отвода избыточного нагрева от стержня клапана к ГБЦ существенно снизится. Неисправность будет быстро прогрессировать, втулка начнет болтаться в посадочном гнезде, что потребует повторной разборки двигателя для проведения ремонта.
Теперь перейдем к тому, как установить направляющие втулки клапанов в головку блока цилиндров. Саму запрессовку реализуют при помощи описанной выше оправки, по которой следует нанести молотком пару резких ударов. Учтите, наличие на новой втулке специального тонкого пояса для размещения маслосъемного колпачка обязывает к тому, чтобы оправка ни с одной стороны не опиралась на данный пояс. Игнорирование данной рекомендации может привести к тому, что втулка деформируется или окажется сломанной.
Выпрессовка и установка направляющих втулок клапанов съемником
Далее рассмотрим наиболее оптимальный способ выпрессовки направляющих втулок клапанов специальным съемником-выпрессовщиком втулок. Начнем с того, что съемники бывают разными и являются универсальными инструментами. При помощи данного решения можно снимать втулки клапанов на разных ГБЦ без риска повредить посадочную плоскость в головке блока. Другими словами, наличие съемника сводит к минимуму возможные задиры или другие дефекты отверстия по сравнению с использованием молотка и оправки.
Работа со съемником предполагает:
- под инструмент подкладывается втулка подходящего размера. Подбор такой втулки осуществляется с учетом того, чтобы при установке съёмника резьбовая часть вышла из направляющей клапана на 20-30 мм;
- далее съемник устанавливается и фиксируется парой гаек, которые специально обточены. Также допускается использование одной гайки, если таковая предусмотрена конструкцией съемника;
- следующим шагом становится необходимость придержать верхним ключом съёмник в его центральной части;
- одновременно с этим нижним ключом выпрессовывается направляющая втулка клапана;
После того, как к съемнику прикладывается определенное усилие, можно услышать явный щелчок. Такой звук укажет на то, что втулка клапана сорвана с посадочного места и движется наружу из отверстия в ГБЦ. Далее нужно крутить винт съемника до того момента, пока втулка не будет извлечена. Затем необходимо приготовить новые втулки для запрессовывания. Далее следует повторить все подготовительные процедуры, описанные выше при установке втулок оправкой. Дополнительно можно смазать втулку клапана моторным маслом для облегчения посадки в гнездо.
Параллельно с этим нужно избежать повреждения пояса (буртика) на направляющей втулке, так как данный пояс служит местом крепления резинового колпачка. Если пояс повредить при установке, герметичность колпачка-сальника будет нарушена. Чтобы не повредить пояс, используется отдельная гайка, которая упирается в направляющую без риска повреждения пояса. Получается, данная гайка поджимает направляющую втулку клапана. Обратите внимание, установка дополнительной гайки уменьшает количество резьбы на шпильке съемника. По этой причине для уменьшения нагрузки на резьбу следует накрутить еще одну втулку съемника.
Теперь можно запрессовать втулку съемником. Окончанием запрессовки является момент, когда прокручивать съемник станет тяжелее. Это будет говорить о том, что втулка опустилась на посадочное место и уперлась стопорным кольцом, которое выполнено на направляющей для регулировки правильной посадки. После появления усилия крутить съемник дальше не нужно, так как можно повредить направляющую. Съёмник пора разбирать и снимать, так как новая втулка уже запрессована в головку блока.
Далее втулки понадобится подгонять по посадочным размерам. Это необходимо в том случае, если направляющую слегка сдавило при запрессовке. Выполняется данная процедура аналогично описанной выше, то есть при помощи развертки. Развертка вставляется в отверстие и без давления прокручивается, благодаря чему происходит аккуратное развёртывание. По окончании следует выдуть остатки стружки при помощи сжатого воздуха.
Затем можно вставить клапан и проверить качество его прилегания к седлу. В том случае, если клапан не полностью прилегает к седлу, тогда очевидна потеря соосности между центром втулки и центром седла клапана. Такое явление иногда возникает после замены направляющих втулок клапанов. Для решения данной проблемы потребуется осуществить притирку клапанов. Чтобы притереть клапана, нужно обработать специальной шарошкой седло клапана. После притирки клапанов можно считать процесс замены направляющих втулок полностью завершенным.
Определение технического состояния втулок впускных и выпускных клапанов, проверка зазора, развертывание и замена втулок, выпрессовка и запрессовка.
Пригодность втулок клапанов рекомендуется определять по зазору в сопряжении втулка-стержень клапана. Измеряется диаметр стержня и диаметр отверстия во втулке, вычисляется зазор и его величина сравнивается с предельно допустимыми. Обычно у автомобилей предельно допустимый зазор у впускных клапанов 0,15 мм, у выпускных 0,20 мм.
Определение технического состояния втулок впускных и выпускных клапанов, проверка зазора, развертывание и замена втулок, выпрессовка и запрессовка.
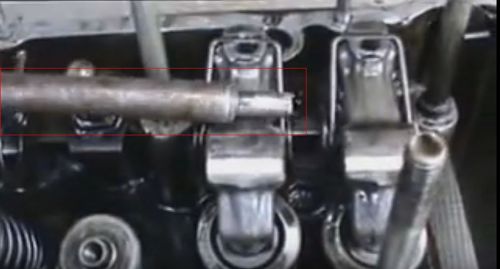
Удобно замерять зазор в сопряжении втулка—клапан следующим образом. Клапан приподнимается над седлом до положения, показанного на рисунке ниже. Нажимаем на клапан в одну сторону и устанавливаем индикатор так, чтобы он опирался ножкой в цилиндрический поясок тарелки клапана. Ставим шкалу индикатора на ноль. Нажимаем на клапан в другую сторону и считываем показания индикатора.
Проверка зазора между стержнем и направляющей втулкой клапана.
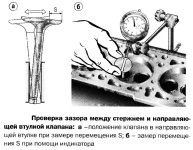
Величину зазора в сопряжении втулка—клапан можно оценить и без индикатора, «на ощупь», так как величина косвенного зазора S значительно больше действительного. При пересчете действительных зазоров в косвенные для автомобилей ВАЗ получены следующие величины. Для впускных клапанов зазоры S будут 0,7-0,8 мм, предельно допустимые 1,3 мм. Для выпускных клапанов зазор S 0,5-0,7 мм, предельный 1,0 мм.
Уменьшение зазоров S в случае выпускных клапанов связано с увеличенной длиной их втулок. Если зазоры больше нормы, сначала заменяем клапаны. Если чрезмерный зазор не устраняется только заменой клапана, рекомендуется заменить и направляющую втулку клапана.
Направляющая втулка на вид сравнительно простая деталь, однако с ее помощью базируется клапан, и он должен занять вполне определенное положение относительно седла. Геометрия втулки — это не только ее основные размеры, которые можно измерить штангенциркулем, микрометром. В понятие геометрии входит: шероховатость (чистота поверхности), волнистость, точность формы поверхности и точность расположения поверхностей относительно друг друга.
Втулки клапанов, поставляемые в запасные части, зачастую непригодны для установки. Часто несоосность цилиндрических поверхностей втулки видна невооруженным глазом по разностенности, по заходной фаске. Втулки чаще запрессовываются в головку с большим натягом, а бывает, что вставляются почти от руки.
Развертывание втулок клапанов.
После запрессовки втулки необходимо развертывать. Развертывание — завершающая обработка просверленных и зенкерованных отверстий с целью получения точных по форме и диаметру цилиндрических отверстий с малой шероховатостью (Ra=0,32-1,25 мкм). Развертывание не изменяет положение оси отверстия.
Поэтому, если втулка по своей геометрии непригодна к установке, но все же установлена, то после обработки седел фрезами, которые базируются направляющими стержнями по отверстиям во втулках удалить с фасок нагар и наклеп не удается. Фреза «цепляет» седло одним зубом.
Замена втулок впускных и выпускных клапанов.
Чаще рекомендуются «ударные» методы, ниже будут рассмотрены способы замены клапанных втулок при помощи винтовых приспособлений с максимальной унификацией деталей. Поскольку шпильки крепления корпуса распределительного вала вывернуть бывает не так-то просто, есть смысл для крайних клапанов изготовить укороченную шпильку (размеры в скобках) и низкую гайку.
Выпрессовка втулки клапана ВАЗ.

Запрессовка новой клапанной втулки производится при помощи шпильки, гайки, упора и наконечника. Выпрессовка и запрессовка втулок клапанов автомобилей Самара, Ока и Москвич-21412 производится при помощи тех же самых приспособлений, что и для ВАЗ.
Замена направляющих втулок клапанов
В изношенной направляющей клапан будет ходить криво, что приведёт к быстрому износу маслосъёмных колпачков, тогда масло будет легко попадать в двигатель, тем более сама втулка разбита, и через неё пройдёт больше масла. Простая замена колпачков не поможет, новые быстро износятся и всё повторится сначала.
А при обрыве ГРМ, как правило, гнутся клапана, и они могут повредить направляющие.
Как поменять направляющие клапанов
Чтобы поставить новую втулку, нужно сначала извлечь старую. Этим и займёмся. Для извлечения надо сначала рассухарить клапан и извлечь его, а с направляющей снять маслосъёмный колпачок. Тогда появится доступ к самой направляющей, что нам и нужно.
Извлечение направляющих

Направляющие можно выпрессовать съёмником, либо выбить молотком через проставку. У каждого из этих способов есть свои достоинства и недостатки, и свои особенности в применении того или иного метода. Проще, конечно, выбить молотком, но можно повредить направляющую и она разобьёт посадочное отверстие; съёмник свою работу сделает аккуратно, но он достаточно дорогой, чтобы его покупать ради разового использования, проще тогда отдать на СТО, там сделают за те же деньги.
Направляющие вставляются в головку сверху, а это значит, что выбивать их надо со стороны камеры сгорания. Для выбивания нужна оправка чуть уже внешнего диаметра втулки. Для удобства самый край оправки надо сточить до размеров внутреннего диаметра втулки, чтобы оправка внутренней частью залезла в отверстие направляющей, а внешней упиралась в торец. Тогда эта конструкция никуда не соскочит.

Для выбивания желательно взять молоточек потяжелее, тогда направляющая выйдет с одного удара. Для уменьшения натяга головку можно слегка подогреть, к примеру, на электрической плитке; благодаря разным коэффициентам линейного расширения стали (материал втулки) и алюминия (материал головки), натяг уменьшается и требуется меньше усилий. Недостатком такого метода может стать расплёсканная с одной стороны втулка, которое не пройдёт через отверстие и таким образом повредит головку.
Выпрессовывается аналогичным способом, только вместо удара молотка будет приложена сила съёмника. Съёмник выглядит следующим образом: через направляющую втулку проходит шпилька примерно такого же диаметра, как и внутреннее отверстие, со стороны камеры сгорания стопорится гайкой, с обратной стороны делается упор, через который будет тянуться шпилька вместе со втулкой. Далее на шпильку накручивается гайка, расстояние уменьшается, и втулка выходит из посадочного отверстия. Если при большом усилии втулка не пошла, ей надо сорвать, постучав по съёмнику со стороны камеры сгорания. Дальше всё пойдёт как по маслу.
Запрессовка направляющих
Засовываются обратно направляющие точно так же, как и высовываются, только наоборот. Есть несколько вариантов сделать это: одни делают посадку более качественной, другие проще реализуются.
Легче всего запрессовывать направляющие, если нагреть головку или охладить втулку. Чем больше будет разность температур у деталей, тем меньший будет меньше натяг и меньше усилий усилий придётся приложить при запрессовке.
Читайте также: При прогреве может стучать клапана
Чем меньше нужен натяг у пары втулка-головка и чем твёрже материалы деталей, тем меньше потребуется разность температур. Дело в том, что мягкие металлы при запрессовывании могут нагартовываться, тем самым уменьшая натяг. Мягкий металл просто сминается под более твёрдым. А если обе детали из мягкого металла (алюминиевая головка и бронзовая втулка), то в процессе запрессовывания при натяге свыше 0,05 мм детали схватятся с образованием задиров. Из-за этого будет меньший теплоотвод и клапан может заклинить, а втулка при меньшем натяге вылетит из посадочного отверстия. Но хватит теории, перейдём делу.

Самая простая запрессовка осуществляется ударным способом- молотком через оправку, чтобы не сбить торец втулки. Если не нагревать-охлаждать детали, то втулку надо хотя бы смазать маслом, иначе дело пойдёт совсем плохо.

Более щадящий режим запрессовки может гарантировать винтовое приспособление, оно хотя бы кромку не собьёт. Продеваем шпильку через втулку и посадочное отверстие, накручиваем гайки через проставки, снизу упираем в седло клапана, а сверху в направляющую втулку. По мере накручивания гаек втулка будет запрессовываться.
Финальная доработка
После того, ка втулки запрессованы, нам нужно проверить их внутренний диаметр, он может немного уменьшится вследствие возникающих напряжений. Стоить учесть, что зазор втулка-клапан должен составлять 0,03-0,04 мм для впускных и 0,04-0,05 мм для выпускных клапанов. Если если диаметр получается меньше, его нужно развернуть развёрткой соответствующего диаметра.
Замена направляющих втулок клапанов – испытаем ловкость рук!
При частой эксплуатации автомобиля периодическая замена направляющих втулок клапанов практически неизбежна. Эти элементы необходимы для того, чтобы снизить расход масла в двигателе. Постараемся осуществить такую операцию самостоятельно.
Как определить, что произошел износ направляющих втулок?
На всех автомобилях втулки представлены по-разному, но принцип работы у них один. От клапанов напрямую зависит, как эффективно будет проходить заполнение цилиндров маслом, или наоборот, освобождение их от продуктов сгорания. Клапаны открывают и закрывают просвет, в который поступает топливная смесь. Чтобы определить, что произошел износ направляющих втулок клапанов, есть ряд признаков, которые перечислены ниже.
Если вы заметили, что масла стало расходоваться слишком много, то стоит первым делом обратить внимание на работу клапанов. Также характерный шум в области мотора, особенно около головок, будет свидетельствовать о проблеме. Поднимите капот, заведите двигатель и внимательно послушайте, как звучит «сердце» автомобиля. Если двигатель работает, но на его фоне происходит какой-то странный шум, то вам стоит обратить внимание на всё те же клапаны.
Если по какой-то причине у вас был искривлен шток, то после его замены необходимо сразу заменить клапаны, чтобы не ждать скорого наступления их неработоспособности.
Замена направляющих втулок клапанов – собираем инструменты
Перед тем, как заменить направляющие втулки клапанов, необходимо произвести определенную подготовку. Замена втулок на всех автомобилях производится примерно одинаково. Есть небольшие отличия в двигателях определенных стран, например, порядок работ на русских и японских моторах будет различным. Чтобы произвести данную операцию, необходима специальная оправка, которую можно заказать любому знакомому токарю, или же можно обратиться в мастерскую.
Также перед заменой вам необходимо подготовить стандартный набор инструментов: ключ, отвертки, сверла и тому подобные вещи. Стоит отметить, что вам понадобится запрессовка направляющих втулок клапанов, это специальный инструмент. Данный девайс сейчас продается в магазинах, но можно также его сделать самому. В данной статье, как именно сделать этот инструмент, мы описывать не будем, но вы с легкостью сможете найти информацию в других статьях.
Как заменить направляющие втулки клапанов самостоятельно?
Итак, непосредственно приступаем к самой работе! Чтобы все прошло удачно и без каких-либо оплошностей, вам необходимо соблюдать следующую инструкцию. Сначала вставляем поочередно оправку в отверстия старых втулок и очень аккуратно, не применяя особых усилий, наносим удары молотком по самому концу оправки. Тем самым медленно и, самое главное, аккуратно мы выбиваем втулки. Затем необходимо прочистить данное освободившееся место. Лучше всего, если есть такая возможность, втулки продуйте сжатым воздухом.
Для установки новых втулок их необходимо выдержать в морозилке примерно двое суток, так они будут более сжатыми и потом плавно разместятся в посадочном месте. Дальше нам необходимо нагреть головки блока цилиндров на электроплитке примерно до температуры, равной 100 градусам, тем самым мы расширим посадочные места. Остался последний этап: надеваем на втулки стопорные кольца, вставляем их в отверстия и также аккуратно, как мы их доставали, начинаем вбивать.
Обратите внимание, если колпачки разболтались, то совсем необязательно производить замену. В данной проблеме поможет развертка направляющих втулок клапанов. Она делается вручную, вы просто утягиваете клапан до минимального значения зазора. Для впускного клапана значение примерно от 0,020-0,055 мм, а если брать выпускной клапан, то значение должно быть 0,035-0,070 мм. Чтобы полностью завершить эту статью, осталось выяснить, какие направляющие втулки клапанов лучше? Между собой они отличаются по материалу изготовления. Конечно, лучше всего, если втулки будут чугунные. Так как в данном случае, чем прочнее материал, тем он лучше для использования.
Замена направляющих втулок клапанов на автомобилях ВАЗ

Для чего нужна направляющая втулка
Направляющую втулку вполне справедливо можно считать основным элементом, от которого зависит ресурс и правильная работа тандема «седло — клапанная тарелка». Материал, из которого изготовлена деталь и сама её конструкция в первую очередь нацелены на работу в условиях больших скоростях закреплённого в ней клапанного стержня, постоянных высокотемпературных нагрузок и практически полного отсутствия смазки в паре «клапан-втулка».
Причины и последствия деформации
Описанные условия приводят к тому, что в процессе работы мотора изнашиваются и направляющая втулка клапана, из-за чего со временем может нарушаться её соосность с клапанным стержнем. В дальнейшем деталь ещё больше разбивается и клапан начинает «гулять» и неплотно прилегать к своему седлу, а это, в свою очередь, приводит к разбитию фаски седла со временем. В качестве последствий можно получить прогар клапана и попасть на замену седла.

Внешний вид бронзовых направляющих втулок для моделей ВАЗ 2108–2109
Также из-за «гуляния» клапана в разбитой направляющей могут быстрее прийти в негодность маслосъёмные колпачки. Они просто не смогут удерживать масло при увеличившихся угловых смещениях клапанного стержня. Результатом будет попадание масла в двигатель, а если ещё учесть, что через разбитую втулку будет проходить масла больше обычного, то ситуация получается не из приятных. Увеличится нагар на клапанах и других деталях вокруг камеры сгорания, повысится уровень вредных выбросов выхлопных газов и можно получить преждевременно вышедший из строя каталитический нейтрализатор. И простой заменой маслосъёмных колпачков тут не обойтись, так как вскоре проблема снова вернётся.
Почему не стоит пренебрегать проверкой
В процессе ремонта двигателя его головке лучше уделить особое внимание. Нередко именно эта часть мотора виновна в том, что уровень компрессии в цилиндрах далёк от желаемого. Автомобилисты порой при ремонте ГБЦ ограничиваются только притиркой клапанов к их сёдлам, считая, что в цельнометаллических втулках особо изнашиваться особо-то нечему. В то же время проверить, насколько велик зазор между деталью и её клапаном будет совсем нелишним делом. Когда полученные цифры зазора выходят за рамки рекомендуемых автопроизводителем, то никакая притирка клапанов или замена маслосъёмных колпачков не уберегут от проблем в дальнейшем.
Материалы, используемые для изготовления втулок
Для изготовления втулок применяют материалы с хорошей износостойкостью и уровнем теплопроводности. Среди таких можно найти:
- специальные сплавы чугуна;
- бронзУ;
- латунь;
- металлокерамику.
По теплопроводности и себестоимости латунь наряду с бронзой находятся в лидерах, поэтому подавляющее большинство втулок изготовлено из сплавов этих металлов.
Нюансы, которые необходимо учитывать
Большинство втулок имеют специальный опорный буртик на наружной стороне, призванный обеспечить надлежащую фиксацию детали по вертикали в ГБЦ. Если же деталь гладкая, то установка осуществляется с использованием специальной оправки.
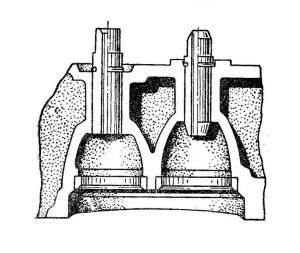
Для впускных клапанов направляющие втулки не должны выступать, дабы не увеличивать аэродинамическое сопротивление впускного канала. Втулки выпускных клапанов призваны по максимуму «прятать» стержень клапана для сохранности последнего от воздействия высоких температур и лучшего отвода тепла.

Внешний вид и расположение направляющей втулки клапана в ГБЦ
Точность изготовления втулок очень высока. Это необходимо для получения максимально выверенной соосности и наилучшего прилегания клапанной тарелки и седла при функционировании двигателя. Снаружи корпус детали, которую предстоит запрессовать в ГБЦ, должен быть максимально чисто обработан, на нём должны отсутствовать какие-либо царапины или риски. Этим обеспечивается оптимальный отвод тепла от этой хапчасти в головку блока.
Видео: обзор направляющих втулок клапанов для ВАЗ 2108–2109
Определение износа
Характер работы пары «клапанный стержень — втулка» обуславливает повышенный износ внутренней поверхности последней. Заметен он становится при длительном пробеге автомобиля (около 150 тыс. км.). В то же время использование масел низкого качества может существенно ускорить выработку ресурса втулок. Поэтому всегда перед их заменой желательно определить степень износа. Для этого есть два метода:
- С использованием микрометра в паре с нутромером. С помощью этих инструментов у втулки измеряется минимальное значение внутреннего диаметра, а также максимальный диаметр зоны хода клапанного стержня. Разность между полученными диаметрами и даст нам ширину искомого зазора. При проведении измерений не нужно забывать о конусном и бочкообразном характере износа стержня, а также о том, что с высотой у втулки меняется диаметр. Все поверхности перед началом замеров необходимо хорошо очистить от пыли и грязи.

Набор из Нутромера и микрометра для определения износа втулок
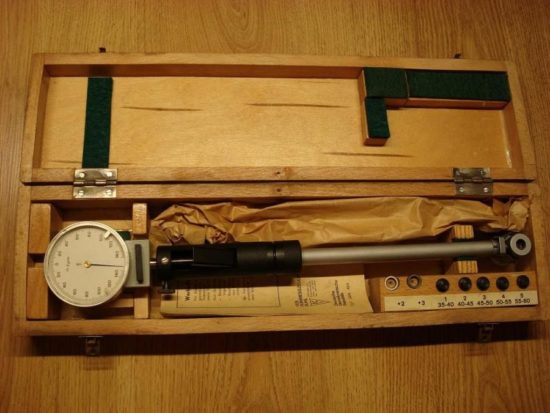
Нутромер с индикатором часового типа для измерения зазоров между втулкой и клапаном
Замена направляющих втулок клапанов
Извлечение
- Здесь настоятельно рекомендуется перед процедурой разогреть головку блока цилиндров где-то до 100 градусов по Цельсию. Алюминий, из которого изготовлена ГБЦ, имеет больший коэффициент расширения, чем материал направляющей втулки. Вследствие нагревания натяг соединения втулка-ГБЦ существенно уменьшается и направляющие можно спокойно, без повреждения посадочного места, выпрессовать лёгкими ударами молотка или кувалды.
- Для извлечения применяют специальный инструмент-выколотку (оправку). Несмотря на свою узкоспециализированность и дороговизну, этот инструмент даёт возможность выпрессовки точно по оси направляющей втулки. Нередко опытные автомастера для подобных процедур обзаводятся пневмомолотками и специальными насадками-выколотками для них.

Инструмент для выпрессовки и запрессовки направляющих втулок
Видео по выпрессовке
Установка новых
- Перед тем как ставить новые запчасти, нужно определить значение фактического натяга. Для этого измеряется диаметр посадочного гнезда в ГБЦ и диаметр втулки. Разница между первым и вторым не должна превышать 0,03–0,05 мм.
- В случае если гнездо заметно больше, чем выбранная для него втулка, то следует поискать деталь диаметром побольше. Если же диаметр гнезда недостаточен, то можно воспользоваться услугами сверлильного станка для его увеличения.
- Перед процедурой запрессовки новых втулок головку блока цилиндров также необходимо нагреть. А вот новые запчасти вообще рекомендуют охладить в жидком азоте, что сильно уменьшит их внешний диаметр и позволит легче войти в расширенные от нагрева посадочные гнёзда, также снизит риск получения повреждений при запрессовке.
- Но так как не у всех в гараже найдётся жидкий азот, то можно предварительно поместить новые втулки в морозилку. Опять же при наличии последней в зоне доступности. Для простоты, можно взять в качестве необходимой разницу температур между ГБЦ и направляющей втулкой равной 150 градусам Цельсия. Ещё при запрессовке втулок рекомендуют смазывать трущиеся поверхности жидким машинным маслом, особенно если детали не нагревались/охлаждались.
- Сам процесс запрессовки проходит по тому же сценарию, что и выпрессовки. В качестве инструмента оправка и молоток (или пневмомолоток с насадкой). Далее, чередой последовательных ударов забиваем деталь в посадочное гнездо.
Видео по запрессовке
Финальная стадия — развёртки
Бывает так, что при установке клапанов они не входят в новые втулки. Это вызвано тем, что при запрессовке направляющие могут немного изменить свой внутренний диаметр. Здесь на помощь приходят развёртки, которыми наша запчасть растачивается до нужного диаметра. Применяем последовательно одну за другой по нарастающей. Параллельно снимаются замеры после каждого использования. Развёртки лучше брать сразу алмазные, так как стальные значительно быстрее приходят в негодность.

Развёртка направляющих втулок 8,022 мм
Как говорилось в самом начале, направляющие втулки клапанов, несмотря на их внешнюю кажущуюся простоту, являются одними из базисных элементов газораспределительного механизма. Понимание этого момента, а также возможных последствий в случае неисправности позволит сохранить немало нервов, времени и денежных средств.
Как заменить направляющие втулки клапанов
Ранее для изготовления головки блока цилиндров использовался чугун. В нем высверливались отверстия, в которые вставляли клапаны. Потребность в направляющих втулках отсутствовала, так как чугун стоек к износу. К концу 20 века автопроизводители отказались от чугунных ГБЦ. Связано это было с большим весом чугуна и плохим теплоотведением. Преимущество алюминиевых сплавов: хорошая теплопроводность, легкий вес и легкая обработка, но они быстро изнашиваются от трения. Поэтому в конструкцию ГБЦ внесена дополнительная деталь – направляющая втулка клапана.

Причины преждевременного износа втулки клапана
Так как направляющие клапанов установлены внутри ГБЦ и изготавливаются (в зависимости от модели мотора) из чугуна, бронзы, латуни или сплавов, не каждый автолюбитель знает об их существовании. Вызвано это тем, что ресурс втулок составляет от 200000 км пробега.
Единственной неисправностью является механический износ внутренней поверхности в результате трения. На скорость износа влияют следующие факторы:
- своевременность замены и качества моторного масла;
- температурный режим работы ДВС;
- качество горючей смеси;
- исправность системы питания;
- правильность регулировки системы зажигания;
В результате износа направляющей стержень клапана теряет центрированность и двигается с перекосом, что не обеспечивает необходимую герметичность между седлом и тарелкой клапана. В итоге в камеру сгорания попадает масло, во впускной или выпускной коллектор прорывается горящая горючая смесь, что приводит к преждевременному износу узлов и деталей.
Читайте также: Клапан егр где находится опель виваро
Симптомы износа
Признаки повышенного расхода масла из-за изношенных втулок следующие:
- сизый дым из выхлопной трубы;
- повышенная дымность работающего двигателя;
- нагар на электроде свечи зажигания светлого пушистого вида;
- наличие на юбке или резьбе масла.
Как определить, что направляющие втулки изношены
Масло в цилиндры попадает и по причине неисправности деталей цилиндро-поршневой группы. Чтобы исключить данную причину, необходимо замерить компрессию. Это исключит неисправность поршневых колец.
Осмотрите свечи зажигания. Наиболее загаженная свеча говорит о проблемах в данном цилиндре.
Далее осматриваем мотор на предмет износа направляющих в следующем порядке:
- Открутите гайки, крепящие клапанную крышку к ГБЦ, и снимите ее.
- Ослабьте цепь и, совместив метки, открутите и снимите шестерню распредвала.
- Постепенно и поочередно открутите постель распредвала и снимите ее.
- Демонтируйте коромысла, разблокируйте пружины клапанов цилиндра, в котором свеча больше всего покрыта нагаром.
- Аккуратно снимите маслосъемный колпачок и покачайте клапан в стороны, двигая вверх-вниз. Если при движении имеется боковой люфт, то требуется замена втулки.
В рабочем состоянии зазор между клапаном и направляющей минимален и не позволяет клапану двигаться в горизонтальном направлении (только вверх или вниз). Поэтому любое боковое качание означает износ втулки.
Прежде чем покупать новые направляющие, желательно снять клапаны и вместе с ними прийти в магазин. И при выборе обязательно пробуйте их посадку на шток клапана.
Направляющая втулка на штоке клапана должна двигаться легко, но при этом она не должна болтаться.
Необходимо это для того, чтобы в дальнейшем вам не пришлось снова идти в магазин, если втулки по каким-то причинам не подойдут.
Порядок замены направляющих втулок клапанов автомобилей ВАЗ
Для замены надо демонтировать ГБЦ и дополнительно иметь специальную наставку для снятия и установки. Однако не стоит пугаться, так как конструкция наставки проста, и вместо нее используйте подходящие по параметрам втулки подручные средства.
- Снимаем навесное оборудование, которое мешает снятию головки блока цилиндров.
- Снимаем клапанную крышку.
- Ослабляем цепь газораспределительного механизма и снимаем шестерню распредвала (не забудьте совместить метки).
- Демонтируем головку блока цилиндров и ставим ее на чистую ровную поверхность.
- Снимаем распредвал с постелью (гайки откручивайте постепенно, иначе постель встанет на перекос и вы ее не снимете).
- Снимаем коромысла и пружины.
- Проверяем люфт клапанов. Там, где он есть, клапаны удаляем, там, где его нет, устанавливаем на место пружины.
- Переворачиваем ГБЦ и со стороны камеры сгорания наставкой выбиваем направляющие.
- Устанавливаем новые втулки и собираем двигатель (при сборке не забудьте соблюсти момент затяжки гаек и ее порядок).
Процесс замены
Как уже говорилось выше, для снятия и установки направляющих необходима специальная наставка. Рассмотрим, что она из себя представляет и как ей пользоваться.
1. Описание наставки
Вторая часть штока похожа на торцевую головку. Отличает ее от торцевой головки отсутствие внутри граней (цилиндрическое отверстие с диаметром и длиной, равной диаметру и длине верхней части направляющей). В верхней части головки имеется отверстие с диаметром, равным внутреннему диаметру втулки и внешнему размеру штока с рабочей стороны.
Как видно из описания оправки, найти ей замену из подручных средств не так сложно. Для этого как минимум понадобится цилиндрический стержень удобной длины, диаметр которого с одной стороны равняется внешнему диаметру втулки. В качестве наставки можно использовать старый шток маслонасоса от ВАЗ, предварительно сточив шестерню.
Для установки направляющей на место используйте торцевую головку подходящего диаметра либо подходящую полую трубку.
Далее в тексте будут использоваться термины «оправка», «шток», «головка», подразумевающие под собой как специальную оправку, так и подходящие подручные средства.
2. Процесс снятия изношенной направляющей и установка новой
Для снятия втулки переворачиваем ГБЦ рабочей частью вверх. Далее берем шток, вставляем в отверстие клапана и молотком аккуратно выпрессовываем.


В данном процессе важна точность удара. Если вы попадете молотком по поверхности головки блока, то это приведет к нарушению плоскости ГБЦ. Чтобы выбить втулку, удар должен быть сильным, а для этого лучше использовать тяжелый молоток.
Чтобы установить новую втулку, разместите ГБЦ на поверхности в положении, в котором она размещается на двигателе. Затем возьмите новую втулку, смажьте внешнюю поверхность маслом и установите ее в нужное отверстие.

Далее наденьте на нее головку и вставьте шток. Аккуратно ударяя молотком по верху штока, запрессуйте направляющую втулкуна место.
При установке обратите внимание, чтобы выбранные подручные средства не касались верха седла сальника (отмечен стрелочкой 1), так как при ударе седло деформируется или от него отколется кусок. Головка должна упираться в основание седла сальника (отмечено стрелочкой 2).

Со снятием и установкой направляющей втулки проблем не возникает. Это простая процедура, которая требует определенных знаний, аккуратности и точности при работе.
Как заменить направляющие втулки клапанов Киа Пиканто
Характерная особенность направляющих элементов заключается в том, что они не выходят из строя в один момент, а изнашиваются постепенно. Срок «жизни» деталей на авто бюджетной категории составляет от 180 до 300 тыс. км, а на более дорогих иномарках может достигать 1 млн км. На процесс износа влияет несколько факторов, могущих его ускорить:
- качество применяемого моторного масла и своевременность его замены;
- температурный режим работы силового агрегата, чем чаще мотор перегревается, тем быстрее изнашиваются трущиеся поверхности;
- качество топлива и горючей смеси, чьи пары проникают в любые неплотности и вносят свою лепту в процесс медленного разрушения деталей.

Нагар на штоке разрушает втулку довольно быстро
Изношенная деталь характеризуется «разбитым» внутренним отверстием, в результате чего шток клапана начинает в нём слишком свободно ходить, а потом появляется люфт. Стержень перекашивается в процессе работы, а тарелка плохо совмещается с седлом, герметичность сопряжения постепенно теряется. Из камеры сгорания в механизм прорываются газы, а сверху попадает масло, в результате чего образуется нагар. Он тоже способствует ускорению износа, быстро приводя деталь в полную негодность.
Как определить, что произошел износ направляющих втулок?
На всех автомобилях втулки представлены по-разному, но принцип работы у них один. От клапанов напрямую зависит, как эффективно будет проходить заполнение цилиндров маслом, или наоборот, освобождение их от продуктов сгорания. Клапаны открывают и закрывают просвет, в который поступает топливная смесь.
Если вы заметили, что масла стало расходоваться слишком много, то стоит первым делом обратить внимание на работу клапанов. Также характерный шум в области мотора, особенно около головок, будет свидетельствовать о проблеме. Поднимите капот, заведите двигатель и внимательно послушайте, как звучит «сердце» автомобиля. Если двигатель работает, но на его фоне происходит какой-то странный шум, то вам стоит обратить внимание на всё те же клапаны.
Когда нужно менять направляющие?
Главный симптом, означающий, что втулки клапанов пришли в негодность, — повышенный расход моторного масла. Когда у штока появился поперечный свободный ход (люфт), то маслосъемные колпачки уже не в состоянии предотвратить проникновение смазки в цилиндры из верхнего моторного отсека, где расположен распределительный вал. Она протекает в увеличенный зазор между клапанным стержнем и внутренним диаметром втулки и беспрепятственно попадает в камеру сгорания.

Выходящий из выхлопной сизый дым — признак сгорания масла
Признаки потребления масла из-за проблем с направляющими такие:
- сизый дым из выхлопной трубы от вылетающих продуктов горения смазки, постоянно попадающей в цилиндры;
- машина практически не теряет в динамике, но дымит изрядно;
- светлый «пушистый» нагар на электродах свечей зажигания;
- на юбках и резьбовой части свечей наблюдается масло в жидком виде.

Это и есть масляный нагар на свече зажигания
Поскольку масло может проникать в камеры также по вине цилиндро — поршневой группы, необходимо провести диагностику, чтобы точно определить неисправность. В качестве примера предлагается взять популярный автомобиль ВАЗ 2106:
- Померьте компрессию в цилиндрах. Цель — убедиться в нормальном техническом состоянии поршневых колец.
- Снимите клапанную крышку, ослабьте цепь и открутите шестерню распредвала, предварительно совместив метки.
- Демонтируйте распределительный вал вместе с постелью и снимите коромысла. Разблокируйте пружины клапанов того цилиндра, чья свеча сильнее покрыта нагаром.
- Аккуратно снимите сальник и рукой попробуйте покачать шток в стороны, одновременно двигая его вверх-вниз.

Чтобы ощутить люфт, клапан надо вытащить за шток и покачать в стороны
При наличии люфта можете смело продолжать разборку, поскольку для замены втулок необходимо снять головку цилиндров. Если вас не оставили сомнения, проверьте остальные клапаны, картина должна быть примерно одинаковой.
Итак, непосредственно приступаем к самой работе! Чтобы все прошло удачно и без каких-либо оплошностей, вам необходимо соблюдать следующую инструкцию. Сначала вставляем поочередно оправку в отверстия старых втулок и очень аккуратно, не применяя особых усилий, наносим удары молотком по самому концу оправки.
Для установки новых втулок их необходимо выдержать в морозилке примерно двое суток, так они будут более сжатыми и потом плавно разместятся в посадочном месте. Дальше нам необходимо нагреть головки блока цилиндров на электроплитке примерно до температуры, равной 100 градусам, тем самым мы расширим посадочные места. Остался последний этап: надеваем на втулки стопорные кольца, вставляем их в отверстия и также аккуратно, как мы их доставали, начинаем вбивать.
Обратите внимание, если колпачки разболтались, то совсем необязательно производить замену. В данной проблеме поможет развертка направляющих втулок клапанов. Она делается вручную, вы просто утягиваете клапан до минимального значения зазора. Для впускного клапана значение примерно от 0,020-0,055 мм, а если брать выпускной клапан, то значение должно быть 0,035-0,070 мм.
Замена направляющих втулок клапанов – собираем инструменты
Перед тем, как заменить направляющие втулки клапанов, необходимо произвести определенную подготовку. Замена втулок на всех автомобилях производится примерно одинаково. Есть небольшие отличия в двигателях определенных стран, например, порядок работ на русских и японских моторах будет различным. Чтобы произвести данную операцию, необходима специальная оправка, которую можно заказать любому знакомому токарю, или же можно обратиться в мастерскую.
Также перед заменой вам необходимо подготовить стандартный набор инструментов: ключ, отвертки, сверла и тому подобные вещи. Стоит отметить, что вам понадобится запрессовка направляющих втулок клапанов, это специальный инструмент. Данный девайс сейчас продается в магазинах, но можно также его сделать самому. В данной статье, как именно сделать этот инструмент, мы описывать не будем, но вы с легкостью сможете найти информацию в других статьях.
Порядок замены направляющих клапанов ВАЗ 2106
Вся процедура делится на несколько этапов:
- Подготовка инструментария.
- Частичная разборка двигателя, а именно — снятие ГБЦ.
- Выбор и покупка новых деталей.
- Демонтаж изношенных элементов и запрессовка новых.
- Обратная сборка и запуск мотора.

Первым делом следует отключить аккумулятор от бортовой сети
Чтобы произвести разборку и замену направляющих, вам понадобится:
- стандартный набор рожковых и накидных ключей;
- набор головок с мощным воротком и трещоткой;
- динамометрический ключ для обтяжки болтов ГБЦ и гаек распредвала при сборке;
- отвёртки, пассатижи;
- ключ на 36 мм для ручного вращения коленчатого вала;
- монтировка;
- съёмник для разблокировки клапанов;
- тяжёлый молоток;
- оправка для выбивания и запрессовки втулок;
- развёртка на 8.025 мм с воротком;
- ёмкость и шланг для опорожнения системы охлаждения;
- ветошь.

Без ключа с трещоткой и головок при снятии ГБЦ не обойтись
Оправка для работы с направляющими представляет собой стальной пруток, конец которого проточен под внутренний диаметр втулки. Вторая часть оправки — это насадка для запрессовки, чей размер подогнан под широкую наружную часть детали (так называемую шляпку), поскольку по торцу бить нельзя. Комплект можно заказать токарю либо купить в готовом виде, он стоит недорого.

Оправку для выбивания и посадки втулок можно выточить по чертежу

Это развёртка, используемая на ГБЦ автомобилей ВАЗ 2101—07
Развёртка — это слесарный инструмент, предназначенный для точной подгонки внутренних диаметров отверстий. В данном случае она необходима, чтобы развернуть внутреннюю часть втулки под стержень клапана с минимальным зазором.
Данный этап — самый трудоёмкий и длительный, начинается он с отключения аккумулятора и опорожнения водяной рубашки мотора (с радиатора жидкость сливать не нужно). Дальнейшие операции выполняйте в таком порядке:
- Отсоедините трос пускового устройства, бензиновый шланг и привод акселератора, после чего снимите корпус воздушного фильтра и карбюратор.
- Открутите клапанную крышку и совместите насечку на шкиве коленвала с длинной риской на блоке. Отключите от свечей провода и демонтируйте трамблёр, запомнив положение бегунка. Снимите провод с датчика температуры.
- Ослабьте цепь, выкрутив натяжитель, затем разблокируйте гайку шестерни распределительного вала и открутите её. Снимите шестерёнку и зафиксируйте цепь, чтобы она не провалилась внутрь блока. Открутите гайки крепления постели распредвала и демонтируйте её со шпилек.
- Отсоедините от ГБЦ все патрубки охлаждающей системы и «штаны» выхлопной трубы.
- В произвольном порядке ослабьте 11 болтов крепления головки цилиндров и выверните их. Двумя руками поднимите ГБЦ и снимите вместе с коллекторами.

Снятую ГБЦ удобно разместите на столе и снимите пружины с коромыслами (желательно не путать местами), после чего съёмником разблокируйте клапаны и вытащите их. При этом не потеряйте «сухари» — мелкие полуцилиндры, вставляющиеся в прорезь штока. Затем переверните головку камерами сгорания кверху, подложите по краям деревянные бруски и выбейте оправкой все втулки. Удары наносите со средним усилием, чётко и точно. В конце почистите и тщательно протрите всю ГБЦ от нагара и отложений.

Карбюратор надо снять с коллектора, чтобы не мешал

Перед разборкой важно совместить метки
Чтобы добраться до распредвала, нужно демонтировать клапанную крышку
Снятие трамблера
Шестеренку распредвала надо открутить и снять, не сбивая положение меток
После разблокировки пружины легко снимаются
Головку цилиндров нужно аккуратно снимать двумя руками
Чтобы вытащить клапаны, нужно съемником разблокировать пружины
ГБЦ в разобранном виде
Снятие корпуса распределительного вала
Отключение провода от датчика температуры
С ГБЦ нужно снять все патрубки системы охлаждения
Втулка выбивается молотком через оправку
Снятие пружин коромысел (рокеров)