

Тема статьи – направляющие клапанов двигателей нивы, шнивы и классики. У направляшек, две основные задачи: отвод тепла от клапана и его центровка по седлу. Материал направляющих клапанов – чугун, бронза или металлокерамика. За 40 лет на автоТАЗе даже не предприняли сколь либо серьёзной попытки модернизировать движок фиата, поэтому направляшки, ищем по его каталогу. Выбрать есть из чего. Freccia и Metelli (итальянские производители), Kolbenschmidt и TRW (Германия).
Направляющие клапанов, проблема
Проблема заводских направляшек – качество. Причем как материала, так и изготовление. Много раз мне попадались заводские направляющие, со смещением центра отверстия относительно посадочного места. Для того, кто хоть раз стоял за токарным станком не надо рассказывать, что для того чтобы добиться такого эффекта, при зажатии детали надо подкладывать в патрон прокладки и очень сильно постараться, чтобы получить такой результат. На заводе этот фокус освоили в массовом производстве. И ладно бы это ни на что не влияло. Влияет и еще как. Если в такую направляшку садится клапан, седло клапана приходится также обрабатывать со смещением. С одной стороны мы будем иметь рабочую фаску в 1 мм, а с другой в 3-4мм. Как правило, повторной правке такое седло не подлежит. А операция по установке новых седел в гбц, не самое дешевое удовольствие. Иногда дешевле купить новую гбц.
Направляющие клапанов Kolbenschmidt
По данным деталям я предпочитаю работать с двумя производителями. Metelli (Италия) и Kolbenschmidt (Германия). Долгое время я работал с итальянским производителем, но проблема оказалась в логистики и наличие деталей на складах. С немцами такого не бывает. Вот уже на протяжении нескольких лет они всегда есть живьем. Немецкие направляющие клапанов номерные, то есть на каждой направляющей выбит каталожный номер детали. Это немаловажно, поскольку все направляшки похожи как близнецы, это очень хороший отличительный момент.

комплект направляющих Kolbenschmidt
Направляющие клапанов должны обладать двумя основными характеристиками – теплопроводность (как следствие теплоотвод) и антифрикционность. Этим характеристикам соответствует два материала – чугун и бронза.
Материал направляющих Kolbenschmidt – серый чугун. Перлитная структура. Что это значит в переводе на русский язык с языка «суахили». Представьте себе кусочек пемзы, которая часто используется в банно-гигиенических процедурах. Под микроскопом перлитная структура именно такая. Главный плюс, в этой «структуре металла» очень хорошо держатся малюсенькие капельки масла, которые смазывают пару направляшка-клапан.
Установка
Сильно долго и много тут говорить я не буду. Демонтаж направляющих из ГБЦ возможен молотком с помощью специальной оправки. Предварительно или вся гбц или один канал клапана нагреваются. В своей мастерской, обычно я делаю это при помощи мощного строительного фена. Монтаж только запрессовкой, опять же с помощью специальных приспособлений. НИКАКОГО ударного инструмента. Как было сказано выше, направляющие клапанов сделаны из чугуна, это хрупкий материал. От удара будут микротрещины, и вы потом замучаетесь менять МС колпачки, ломать голову и искать, куда же уходит масло.
Важный момент, это развертка направляющих, после запрессовки. К большому сожалению, в папуас-сервисах и у некоторых «великих мотористов», очень похабное отношение к гбц классики и нивы. Формулировка: это в любом виде будет работать. Как правило, развертка на 8 мм служит в этих фирмах, уже несколько лет и как следствие не режет, а скорее давит стенки. Между тем, чугун очень быстро тупит режущие кромки у инструмента и как правило после десятка гбц, развертка уже «садится». Результат – большой зазор и качество рабочей поверхности, как после сверла, а должно быть «почти зеркало». Обратите на это внимание. Зазоры, по которым я работаю, были взяты из методички Фиата, написанной для автоВАЗа. Они должны быть 8.02-8.04. Для впускных клапанов и для выпускных клапанов, суммарный зазор клапан-направляшка на сотку отличается, но это не принципиально.
Комплект поставки и проверка оригинальности
Несколько раз от частных лиц, получивших заказ, я слышал вопрос и удивление, что направляющие идут без стопорных колечек. Как говорили при любимом и дорогом Л.И.Брежневе, по многочисленным просьбам трудящихся и интеллигенции ))), всех предупреждаю, что все известные мне направляющие идут без стопоров. Стопорные колечки снимаются со старых направляшек и служат дальше верой и правдой.
Читайте также: Разгрузочный клапан компрессора зил 131

упаковка направляющих Kolbenschmidt
Импортные запчасти, представленные на сайте, в основном привозятся с иностранных складов. Иногда это получается чуть дороже, чем купить у оптовиков в России, но зато полностью исключается момент подделки. На фото представлена упаковка направляющих клапанов. Имеется ЧЕТЫРЕ степени защиты от подделки. Расскажу о самом простом, который можно проверить быстро. Красным кружочком обведен ИНДИВИДУАЛЬНЫЙ код каждой коробочки. Его можно ввести на страничке онлайн-проверки производителя и получить «зеленый свет», что это оригинальный продукт. А можно просто положить рядом две коробочки и сравнить код. Быть одинаковым он не должен.
Инструмент
Очень давно сервисы и частные мастера просили найти хорошие качественные развертки, чтобы развернуть направляющие клапанов после запрессовки. Поскольку то что продается, это мягко говоря не инструмент. Берем в руки фиатовскую методичку и смотрим на рекомендации. Впускная направляшка 8.022-8.044. Выпускная направляшка 8.029-8.047. Самое трудное было найти, на каком инструментальном заводе производили или делают под заказ данный инструмент. В общем, «ищите да обрящете». Это не я сказал)). Результат поисков представлен на фото. Заказал развертки по нижнему пределу. После получения проверил на гбц, которые я готовлю. 25 соток на впуске, 40 на выпуске – данные по стрелочному нутромеру. По ресурсу. Если в работе немецкие или итальянские чугунные направляющие клапанов, то без потери размера можно обработать 5-6 гбц. За эти деньги — это более чем хороший результат. Дальше развертки садятся и начинают «давить», а не резать.
Замена направляющих втулок клапанов нива шевроле
Ремонт головки блока цилиндров, притирка клапанов Шевроле-Нива
Разборка и сборка головки блока цилиндров
Если необходим ремонт головки блока цилиндров двигателя, установленного на автомобиле, снимите ее, как это описано в подразделе «Замена прокладки головки блока цилиндров». В большинстве случаев ремонт головки блока цилиндров заключается в притирке или замене клапанов, замене направляющих втулок клапанов, замене или шлифовке седел клапанов. При таких неисправностях, как нарушение герметичности каналов рубашки системы охлаждения и коробление привалочной поверхности к блоку цилиндров, головку блока заменяют.
Вам потребуются: ключи «на 13», «на 17», «на 21», свечной ключ, отвертка, круглогубцы (пинцет), приспособление для сжатия клапанных пружин.
1. Отсоедините от патрубка на ресивере шланг регулятора давления топлива.
2. Отверните гайки крепления ресивера к впускной трубе и снимите ресивер и установленную под ним прокладку. 


При наличии приспособления для сжатия клапанных пружин, отличающегося по конструкции от показанного (например, винтового, вворачиваемого в отверстие в головке блока под гидроопору), возможно, ресивер снимать не потребуется. Для удобства работы можно снять впускную трубу и выпускной коллектор (см. «Замена прокладки впускной трубы и выпускного коллектора»), а также остальные снятые вместе с головкой навесные узлы, однако, если не требуется ремонт или замена этих узлов, при достаточном навыке отремонтировать головку блока можно и не снимая их.
3. Выверните все свечи зажигания.
4. Установите на головку блока приспособление для сжатия клапанных пружин, подложите под клапан подходящий упор (например, головку из набора инструментов), сожмите пружины и извлеките сухари из тарелки пружин. 



5. Снимите приспособление, тарелку пружин, пружины, опорную шайбу внутренней и наружной пружин.
6. Выньте клапан из направляющей втулки.
7. Таким же образом снимите остальные клапаны.
8. Собирайте головку блока цилиндров в порядке, обратном разборке, используя новые или продефектованные детали. Замените все прокладки новыми.
Дефектовка деталей головки блока цилиндров
Вам потребуются: микрометр, штангенциркуль, линейка.
1. Удалите нагар из камер сгорания.
Предварительно размочите нагар керосином. Возможна механическая очистка нагара.
Соблюдайте осторожность – избегайте вдыхать пыль, образующуюся при чистке камер сгорания. Для предотвращения образования пыли периодически смачивайте нагар керосином.
2. Осмотрите головку. Если есть подозрение на наличие трещин в головке блока цилиндров (особенно при попадании охлаждающей жидкости в картер или масла в охлаждающую жидкость), проверьте герметичность головки блока на специальном стенде (в ремонтных мастерских, располагающих соответствующим оборудованием).
Читайте также: Сеточка клапана фазорегулятора рено меган 2 артикул
3. Проверьте состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и т.п. Седла клапанов можно заменить в специализированной мастерской. Незначительные повреждения (мелкие риски, царапины и пр.) можно вывести притиркой клапанов (см. «Притирка клапанов»).
4. Более значительные дефекты седел клапанов устраняют шлифовкой. Седла рекомендуется шлифовать в специализированной мастерской, так как для этого требуются специальные инструменты и оборудование.

5. Удалите нагар с клапанов и осмотрите их. Деформация стержня клапана и трещины на его тарелке не допускаются. При наличии повреждений замените клапан. Проверьте, не слишком ли изношена и не повреждена ли рабочая фаска. Допускается шлифование рабочей фаски клапанов (в ремонтных мастерских, располагающих соответствующим оборудованием). После шлифования угол фаски относительно плоскости тарелки должен быть 45°30’±5’, а толщина цилиндрической части тарелки должна быть не менее 0,5 мм. Кроме того, у выпускного клапана должен сохраниться слой сплава, нанесенный на фаску.
6. Измерьте диаметры стержней клапанов. Диаметр стержня всех клапанов должен быть 7,985–8,000 мм.



7. Измерьте диаметр отверстия в направляющих втулках, определите расчетом зазор между стержнями клапанов и втулками. Внутренний диаметр втулок должен быть:
– для впускных клапанов 8,022–8,040 мм;
– для выпускных клапанов 8,029–8,047 мм.
Допускается определять диаметр калибром (проходной/непроходной), как показано.
Монтажный зазор для новых втулок и клапанов:
– для впускных клапанов 0,022–0,055 мм;
– для выпускных клапанов 0,029–0,062 мм.
Максимально допустимый зазор (при износе) – 0,15 мм.8. Маслосъемные колпачки замените независимо от их состояния.
8. Осмотрите рычаги клапанов. На поверхностях, сопрягающихся со стержнем клапана, с кулачком распределительного вала и со сферическим концом регулировочного болта, задиры и риски не допускаются. При наличии повреждений замените рычаги.
9. Осмотрите пружины клапанов. Трещины и снижение упругости пружин не допускаются. При необходимости замените пружины.
При возможности определите упругость пружин по их деформации под нагрузкой. Согласно техническим требованиям для наружной пружины:
– высота в свободном состоянии 50 мм;
– высота под нагрузкой 283,39±14,7 Н (28,9±1,5 кгс) – 33,7 мм;
– высота под нагрузкой 452,06±22,55 Н (46,1±2,3 кгс) – 24 мм.
Для внутренней пружины:
– высота в свободном состоянии 39,2 мм;
– высота под нагрузкой 136,30±6,86 Н (13,9±0,7 кгс) – 29,7 мм;
– высота под нагрузкой 275,55±13,73 Н (28,1±1,4 кгс) – 20 мм.
10. Очистите привалочную поверхность головки от остатков прокладки и проверьте плоскостность этой поверхности. Для этого поставьте металлическую линейку ребром на поверхность головки посередине вдоль оси головки, а затем по диагоналям и щупом измерьте зазор между плоскостью головки и линейкой. Замените головку, если зазор превысит 0,1 мм.
11. Прокладку головки блока цилиндров всегда заменяйте новой, так как снятая с двигателя даже внешне не поврежденная прокладка может оказаться сильно обжатой и не обеспечит герметичности уплотнения.
Замена направляющих втулок клапанов
Если увеличенные зазоры между направляющими втулками и стержнями клапанов (см. «Дефектовка деталей головки блока цилиндров») не удается устранить заменой клапанов, замените направляющие втулки.
Вам потребуются: молоток, оправка для выпрессовки направляющих втулок (стержень подходящего диаметра).
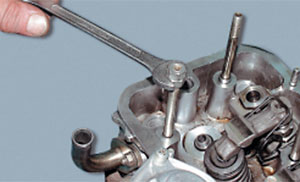
1. Для обеспечения доступа к втулкам первого и четвертого цилиндров отверните две крайние шпильки, мешающие установке оправки.
Шпильку отворачивайте, навернув на нее две гайки, взаимно контрящие друг друга. При возможности воспользуйтесь шпильковертом.

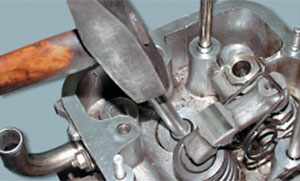
2. Переверните головку и легкими ударами молотка через оправку выпрессуйте втулку в сторону привода клапанов.
3. Установите новую втулку и легкими ударами молотка через оправку запрессуйте втулку до упора стопорного кольца в плоскость головки блока цилиндров.


Втулки запрессовывайте с надетыми стопорными кольцами. Втулки впускных клапанов короче втулок выпускных клапанов. На внутренней поверхности втулок выполнены спиральные канавки для смазки клапанов: у втулок впускных клапанов – до половины длины отверстия, у втулок выпускных клапанов – по всей длине отверстия.
4. После запрессовки разверните отверстия во втулках:
– впускных клапанов – до диаметра 8,022–8,040 мм;
– выпускных клапанов – до диаметра 8,029–8,047 мм.
Притирка клапанов
Для притирки клапанов удобнее всего пользоваться специальным механическим приспособлением (реверсивной дрелью).
Читайте также: Электромагнитный клапан в стиральной машинке

Кроме того, в продаже имеются готовые ручные держатели клапана.

При отсутствии готовых приспособлений можно воспользоваться приспособлением, изготовленным по чертежу, показанному на рис. 4.9.
Кроме того, вам потребуются: притирочная паста, керосин, слабая пружина, по наружному диаметру проходящая в отверстие седла клапана.
1. Очистите клапан от нагара.
2. Нанесите на фаску клапана притирочную пасту сплошным тонким слоем.

3. Наденьте на стержень клапана предварительно подобранную пружину.
4. Вставьте клапан в направляющую втулку со стороны камеры сгорания, смазав стержень клапана слоем графитной смазки.



Графитная смазка предохранит направляющую втулку от попадания в ее отверстие абразива из притирочной пасты и облегчит вращение клапана во время притирки.

5. Наденьте на стержень клапана приспособление для притирки клапанов (или с некоторым натягом резиновую трубку для соединения клапана с реверсивной дрелью).
6. Притрите клапан, вращая его попеременно в обе стороны на половину оборота и периодически то прижимая его к седлу, то ослабляя усилие прижима.

7. Притирайте клапан до появления на его фаске матово-серого непрерывного однотонного пояска шириной не менее 1,5 мм, при этом на седле клапана после притирки также должен появиться матово-серый поясок шириной не менее 1,5 мм.
8. После притирки тщательно протрите клапан и седло чистой тряпкой и промойте для удаления остатков притирочной пасты. Проверьте герметичность клапана, для чего установите его в головку с пружинами и сухарями. Затем положите головку набок и залейте керосин в тот канал, который закрыт клапаном. Если в течение трех минут керосин не просочится в камеру сгорания – клапан герметичен.
Инструменты:
- Оправка A.60153/R
- Оправка A.90310/1
- Оправка A.90310/2
Ключ на 13
Молоток
Детали и расходники:
- Втулка выпускного клапана 4шт
- Втулка впускного клапана 4шт
Примечания:
Если увеличенные зазоры между направляющими втулками и стержнями клапанов не удается устранить заменой клапанов, замените направляющие втулки.
1. Для обеспечения доступа к втулкам первого и четвертого цилиндров отверните две крайние шпильки, мешающие установке оправки.
Полезный совет:
Шпильку отворачивайте, навернув на нее две гайки, взаимно контрящие друг друга. При возможности воспользуйтесь шпильковертом.
2. Переверните головку и легкими ударами молотка через оправку A.60153/R. 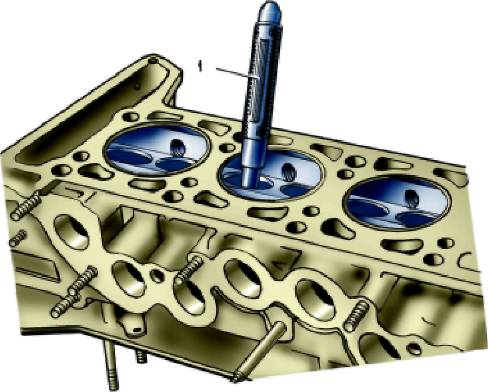
. выпрессуйте втулку в сторону привода клапанов. 
3. Установите новую втулку и легкими ударами молотка через оправку запрессуйте втулку до упора стопорного кольца в плоскость головки блока цилиндров.

Примечание:
Втулки запрессовывайте с надетыми стопорными кольцами. Втулки впускных клапанов короче втулок выпускных клапанов. На внутренней поверхности втулок выполнены спиральные канавки для смазки клапанов: у втулок впускных клапанов — до половины длины отверстия, у втулок выпускных клапанов — по всей длине отверстия.

4. После запрессовки разверните отверстия во втулках оправками A.90310/1 и A.90310/2:
— впускных клапанов — до диаметра 8,022-8,040 мм;
— выпускных клапанов — до диаметра 8,029-8,047 мм.
В статье не хватает:
- Качественных фото ремонта

Вчерашний день закончился тем, что выявлена яйцеобразность направляющих клапанов…
Чтож, поехал сёдня в магаз за новыми (800р)

А также прикупил «забивалку» для направляющей (100р)

Выбивать направляющие сначала попробовал болтом на 8… так не делайте, он гнётся)

Затем взял выколотку по-мощнее, заточил кончик, сделав центрующий выступ. И ей без проблем, с помощью кувалдометра, выбил все направляющие

Теперь нужно одеть стопорные кольца на направляющие. Как известно, через нижний конец направляющей натягивать кольцо нельзя, т.к. оно будет оставлять борозды на поверхности направляющей, и по ней впоследствии будет гнать масло…
Короче нужна трубка с зауженным одним концом… нашел трубочный ключ хз на сколько… он чётко одной стороной одевается на направляющую, а на другой конец с некоторым усилием одевается стопорное кольцо, которое потом молотком через накидной ключ на 15 пропихиваю на направляющую)



Стало удобнее забивать через ключ на 14

Вот такой получился наборчик для одевания колец на направляющие клапанов)

А тут готовые направляющие с кольцами купаются в керосине

Теперь с помощью купленной приспособы и кувалды пробуем забить направляющую. И тут нас поджидает неудача… Отламывается верхняя часть направляющей… Металл гауно?

Отправляемся в магаз за другими направляющими… В этот раз беру германские мастер-спорт (590р)