


выработок или рисок, которые нельзя вывести притиркой,
прошлифуйте фаски с последующей притиркой клапанов к
седлам. Клапаны с покоробленными головками замените.
Фаски клапанов притирайте пневматической или
электрической дрелью модели 2213, 2447 ГАРО или
вручную при помощи коловорота. Притирку производите
возвратно-вращательными движениями, при которых
клапан проворачивается в одну сторону несколько больше,
чем в другую. На время притирки под клапан установите
отжимную пружину с небольшой упругостью. Внутренний
диаметр пружины должен быть около 10 мм. Пружина
должна несколько приподнимать клапан над седлом, а при
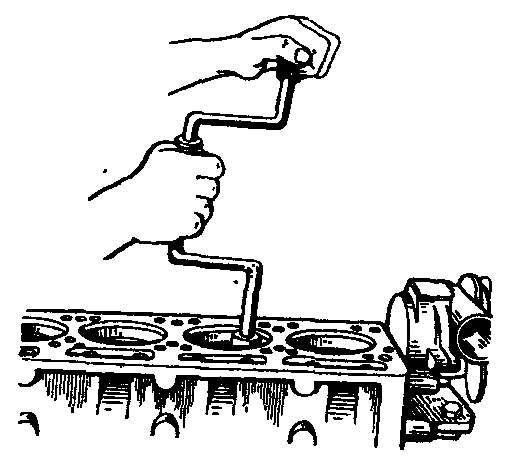
легком нажатии клапан должен садиться на седло. Связь
инструмента с клапаном осуществляется резиновым
присосом, как показано на рис. 4.10. Для лучшего сцепления
присоса с клапаном их поверхности должны быть сухими и
чистыми.
Для ускорения притирки используйте притирочную
пасту, составленную из одной части микропорошка марки М20 и двух частей моторного масла.
Смесь перед применением тщательно перемешайте.
Рис. 4.10 Притирка клапанов
Притирку ведите до появления на рабочих поверхностях седла и тарелки клапана
равномерной матовой фаски по всей окружности. К концу притирки уменьшайте содержание
микропорошка в притирочной пасте. Заканчивайте притирку на одном чистом масле. Вместо
притирочной пасты можно использовать наждачный порошок №00, смешанный с моторным
маслом.
Для шлифовки рабочих фасок клапанов рекомендуется применять шлифовальные станки
типа Р-108 или ОПР-184 ГАРО. При этом стержень клапана зажмите в центрирующем патроне
бабки, устанавливаемой под углом 44
рабочей поверхности шлифовального камня.
Уменьшение на 30` угла наклона рабочей фаски
головки клапана по сравнению с углом фаски
седел
снимайте с фаски головки клапана минимальное
количество металла. Высота цилиндрического
пояска рабочей фаски головки клапана после
шлифовки должна быть не менее 0,7 мм, а
соосность рабочей фаски относительно стержня
в пределах 0,03 мм общих показаний индикатора.
Биение стержня клапана — не более 0,02 мм.
Клапаны с большим биением замените новыми.
Не перешлифовывайте стержни клапана на
меньший размер, так как возникает необходимость в изготовлении новых сухариков тарелок
клапанных пружин.
Рис.4.11 Профиль седел клапанов:
А – впускного; Б – выпускного;
В – ширина фаски
Фаски седел шлифуйте под углом 45
соосно отверстию во втулке (рис.4.11). Ширина
фаски В должна быть 1,6 — 2,4 мм. Для шлифовки седел рекомендуется применять
приспособление, изображенное на рис. 4.12. Седло шлифуйте без притирочной пасты или масла до
тех пор, пока камень не станет обрабатывать всю рабочую поверхность.
После грубой обработки смените камень на мелкозернистый и произведите чистую
шлифовку седла. Биение фаски относительно оси отверстия втулки клапана не должно превышать
0,03 мм. Изношенные седла замените новыми. В запасные части поставляются седла клапанов,
Восстановление герметичности клапанов и замена втулок клапанов
Нарушение герметичности клапанов при правильных зазорах между стержнями клапанов и коромыслами, а также при исправной работе карбюратора и системы зажигания обнаруживается по характерным хлопкам из глушителя и карбюратора. Двигатель при этом работает с перебоями и не развивает полной мощности.
Восстановление герметичности клапанов осуществляйте притиркой рабочих фасок клапанов к их седлам. При наличии на рабочих фасках клапанов и седел раковин, кольцевых выработок или рисок, которые нельзя вывести притиркой, прошлифуйте фаски с последующей притиркой клапанов к седлам. Клапаны с покоробленными головками замените.
Фаски клапанов притирайте пневматической или электрической дрелью модели 2213, 2447 ГАРО или вручную при помощи коловорота. Притирку производите возвратно-вращательными движениями, при которых клапан проворачивается в одну сторону несколько больше, чем в другую. На время притирки под клапан установите отжимную пружину с небольшой упругостью. Внутренний диаметр пружины должен быть около 10 мм. Пружина должна несколько приподнимать клапан над седлом, а при легком нажатии клапан должен садиться на седло. Связь инструмента с клапаном осуществляется резиновым присосом, как показано на рис.68. Для лучшего сцепления присоса с клапаном их поверхности должны быть сухими и чистыми.
Читайте также: Буровой стальной пакер с двойным клапаном 12 110 мм
Для ускорения притирки используйте притирочную насту, составленную из одной части микропорошка марки М20 и двух частей моторного масла. Смесь перед применением тщательно перемешайте. Притирку ведите до появления на рабочих поверхностях седла и тарелки клапана равномерной матовой фаски по всей окружности. К концу притирки уменьшайте содержание микропорошка в притирочной пасте. Заканчивайте притирку на одном чистом масле. Вместо притирочной пасты можно использовать наждачный порошок № 00, смешанный с моторным маслом.
Для шлифовки рабочих фасок клапанов рекомендуется применять шлифовальные станки типа P-108 или ОПР-1841 ГАРО. При этом стержень клапана зажмите в центрирующем патроне бабки, устанавливаемой под углом 44°30′ к рабочей поверхности шлифовального камня. Уменьшение на 30′ угла наклона рабочей фаски головки клапана по сравнению с углом фаски седел ускоряет приработку и улучшает герметичность клапанов. При шлифовке снимайте с фаски головки клапана минимальное количество металла. Высота цилиндрического пояска рабочей фаски головки клапана после шлифовки должна быть не менее 0,7 мм, а соосность рабочей фаски относительно стержня в пределах 0,03 мм общих показаний индикатора. Биение стержня клапана-не более 0,02 мм. Клапаны с большим биением замените новыми. Не перешлифовывайте стержни клапана на меньший размер, так как возникнет необходимость в изготовлении новых сухариков тарелок клапанных пружин.
Фаски седел шлифуйте под углом 45° соосно отверстию во втулке. Ширина фаски должна быть 1,6-2,4 мм. Для шлифовки седел рекомендуется применять приспособление, изображенное на рис.69. Седло шлифуйте без притирочной пасты или масла до тех пор, пока камень не станет обрабатывать всю рабочую поверхность.
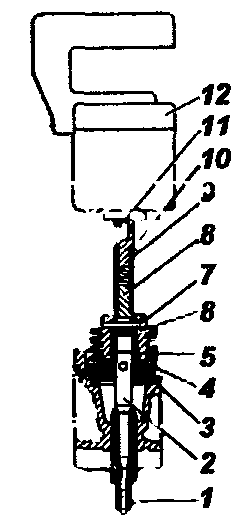
рис.69. Приспособление для шлифовки седел клапанов: 1-разрезная втулка; 2-оправка; 3-шлифовальный круг; 4-свинцовая шайба; 5-направляющая втулка; 6-корпус головки; 7-штифт; 8-поводок; 9-наконечник; 10-гибкий вал; 11-вал электродвигателя; 12-электродвигатель
После грубой обработки смените камень на мелкозернистый и произведите чистовую шлифовку седла. Биение фаски относительно оси отверстия втулки клапана не должно превышать 0,03 мм. Изношенные седла замените новыми. В запасные части поставляются седла клапанов, имеющие наружный диаметр больше номинального на 0,25 мм. Изношенные седла извлекайте из головки с помощью зенкера.
После извлечения седел расточите в головке гнезда для выпускного клапана до диаметра 38,75+0,025 мм и для впускного клапана до диаметра 49,25+0,025 мм. Перед запрессовкой седел нагрейте головку блока цилиндров до температуры 170°С, а седла охладите сухим льдом. Запрессовку производите быстро, не давая возможности седлам нагреться. Остывшая головка плотно охватывает седла. Для увеличения прочности посадки седел зачеканьте их по наружному диаметру при помощи плоской оправки, добиваясь заполнения фаски седла. Затем прошлифуйте до требуемых размеров и притрите.
Если износ стержня клапана и направляющей втулки настолько велик, что зазор в их сочленении превышает 0,25 мм, то герметичность клапана восстанавливайте только после замены клапана и его втулки. В запасные части поставляются клапаны только номинальных размеров, а направляющие втулки-с внутренним диаметром, уменьшенным на 0,3 мм, для последующей их развертки под окончательный размер после запрессовки в головку блока цилиндров.
Запрессованные втулки развертывайте до диаметра 9+0,022 мм. Стержень впускного клапана имеет диаметр 9-0,075-0,050 мм, выпускного 9-0,095-0,075 мм следовательно, зазоры между стержнями впускного и выпускного клапанов и втулками должны быть соответственно равны 0,050-0,097 мм и 0,075-0,117 мм.
Читайте также: Дренажный клапан gardena установка
Изношенные направляющие втулки выпрессовывайте из головки блока цилиндров с помощью выколотки, показанной на рис.70.
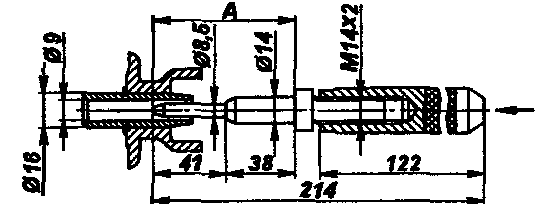
рис.70. Выколотка втулок клапанов: А-указанную поверхность закалите
Новую втулку запрессовывайте со стороны коромысел с помощью той же выколотки до упора в стопорное кольцо, имеющееся на втулке. При этом, как и при запрессовке седел клапанов, головку блока цилиндров нагрейте до температуры 170°С, а втулку охладите сухим льдом.
После замены втулок клапанов произведите шлифовку седел (центрируясь по отверстиям во втулках) и затем притрите к ним клапаны. После шлифовки седел и притирки клапанов все каналы и места, куда мог бы попасть абразив, тщательно промойте и продуйте сжатым воздухом.
Втулки клапанов-металлокерамические, пористые. После окончательной обработки и промывки пропитайте их маслом. Для этого в каждую втулку вставьте на несколько часов пропитанный в веретенном масле войлочный фитиль. Стержни клапанов перед сборкой смажьте тонким слоем смеси, приготовленной из семи частей масляного коллоиднографитного препарата и трех частей моторного масла.
Замена направляющих втулок клапанов уаз 421
День добрый уважаемые ГУРУ! Капиталю УМЗ 417 под чутким руклвлдством Уазбуки. И вот встал такой вопрос:
1. заменить направляющие клапанов можно в домашних условиях, например положить новые направляющие в холодильник (-22С) на сутки, а потом без нагрева головки их запресовать. Что страшного может случится??
2. Потом равзорачивать их одной разверткой или они (развертки) еще и по номерам идут??
3. Распред вал во втулках (новых и развернутых) должен легко вращаться?? а то вчера забрал блок из сервиса, а распредвал аж провернуть не могу, что обратно везти им, что бы переделывали?
P.s. Совет: не мойте блок и головку на мойке каустиком, от него аллюминий темнееет и покрывается как бы сажей (налет который марает и его трудно отмыть), не повторяйте моих ошибок.
P.s.s. Форум перекопал полностью, ответов на мои вопросы не нашел.
Заранее всем спасибо, что помогли мне, а то что то ремонт начинает затягиваться и высосал уже кучу денег.
1. Можно, но только нагрев башки обязателен, если вся в духовку не лезет нагреваем на конфорках , половину нагрели -запрессовали втулки, вторую половину нагрели-запрессовали. Греть надо более 100 градусов, как сверху вода начнет шипеть-прессуем ( низ не перегревается) -прессуется легко, без нагрева башки плотной посадки может и не быть и втулки потом полезут наружу.
2 Потом на станок, голову к столу крепим и после измерения внутреннего диаметра втулок разворачиваем , развертки черновая и чистовая, еще вначале сверлить может потребоваться, если диаметр мал, помните -развертка не сверло, она только правит предварительно просверленное отверстие. Потом правим фаски на седлах, базируясь на развернутые отверстия и притираем клапана.
Вручную, без кондуктора, на станке, не закрепив голову на столе — будет 100% брак, потом может седла не хватить фаски снимать или втулку с «ушедшим» отверстием надо будет менять
3. Проворачиваться должен от руки с небольшим усилием, если не крутится — на переборку однозначно, сделали халтуру.
4 Каустик и прочие щелочи разъедают алюминиевые детали — мыть этим нельзя ни в коем случае, чугуний, сталь -сколько угодно.
Замена направляющих втулок клапанов уаз 421
У, Вашей задачи, если довольно стандартное, общепринятое в практике ремонта автомобилей, решение. Вам, следует приобрести набор зенковок для ремонта сёдел клапанов. С помощью данного набора восстановить центровку, ширину и углы фасок сёдел клапанов. И, только затем, следует притирать клапана.
В подобной процедуре восстановления сёдел, особых хитростей нет. Важна точность. В случае если что-то будет не получаться — пишите.
Читайте также: Отверстие в смесителе под донный клапан
150,
Втулки в кастрюлю, засыпать сухим льдом,
Вынимаем голову и с помощью оправки вставляем втулки по одной (работать ТОЛЬКО в перчатках. ), если не осаживается до стопорного кольца, то слегка осаживаем молотком,
После этого развертываем втулки с помощье развертки на 9мм,
шарошим седла и притираем клапана.
Если навыка нет то дня 2-3 промудохаться можно. При определенном навыке делается за день
Только голову лучше не греть. а если греть то градусов до 50, а то поведёт.
Она же из литьевого сплава! Чтоб ее от нагрева повело, надо градусов до 400-500 нагреть!
Но плоскость все равно надо будет проверить, потому как выпрессовка-запрессовка, да и по жизни не помешает.
У, Вашей задачи, если довольно стандартное, общепринятое в практике ремонта автомобилей, решение. Вам, следует приобрести набор зенковок для ремонта сёдел клапанов. С помощью данного набора восстановить центровку, ширину и углы фасок сёдел клапанов. И, только затем, следует притирать клапана.
В подобной процедуре восстановления сёдел, особых хитростей нет. Важна точность. В случае если что-то будет не получаться — пишите.
Бог в помощь!
Здравствуйте Viktor! Вверху Ваш ответ на сообщение, которое было написано «АлексеемБ1» от 25.07.04. Оно внизу.
Здравствуйте. Решил на 417 головке поменять направляющие клапанов. Уж больно здоровый люфт был. Поехал, купил заводские. Запрессовал, развернул на 9 мм, стал притирать клапан. Смотрю, что-то долго не притирается. Сначала подумал кривой клапан. Когда внимательно все рассмотрел, понял что отверстие в направляющей просверлено косо. Из — за этого тарелка клапана смещена относительно седла и притирай не притирай, при повороте клапана в седле всегда будет такое положение, что будет пропускать. Недавно мой дружок делал такую же процедуру на жигулях, купил импортные направляющие и все прошло без сучка без задоринки. А я колупаюсь уже почти неделю. В магазине, где я покупал направляющие, спросили что же а не принес их обратно? А куда нести – я их уже развернул. Из этого я сделал вывод что у меня не единственный случай с бракованными направляющими. Между делом посмотрел у знакомых направляющие на Волгу. Перебрал полведра – все бракованные. Остается искать импортные. Но у кого не спрошу – никто про такие не слыхал. Может кто-нибудь знает, где такие продают? Подскажите. Или моя проблема может быть решена как-нибудь по другому? Очень надеюсь на Ваш совет.
Алексей.
Вот собственно мой вопрос. Ведь Алексей писал про бракованные направляющие и хотел найти импортные, Вы ему отвечаете про зенковку и притирку седел. Так значит дело не в направляющих, а именно в неотцентрованных седлах? Просто у меня таже проблема. После кап ремонта проехал 20 тыс и клапана в направляющих как колокол, зазор очень большой. Соответственно хочу заменить. Посоветовали купить импортные. Нашел интересующую меня тему в УАЗбуке и вижу, что направляющие сдесь не причем. Что же мне всетаки делать? Помогите, пожалуйста. За раннее всем благодарен.
Так значит дело не в направляющих, а именно в неотцентрованных седлах?Вадек
дело в том, что при изготовлени деталей, все без исключения детали имеют допуски (+/-) на обработку (размеры, чистоту поверхности, центровку). Таким образом, центра отверстий в старой и новой втулки совпадаль не могут по определению, т.к. «лежат» (+/-) в пределах допуса. Следовательно, при замене старой клапанной (или иной) втулки на новую — нарушается центровка отверстия втулки относительно седла клапана, а не необорот. Вот и получается, что для восстановления центровки новой втулки и седла, необходимо зенковать сёдла клананов, а не подбирать новую втулку совпадающею по центровке отверстия со старой.