


Смена цилиндров, поршней и колец требует снятия головки цилиндров. Решиться на это можно, только располагая комплектом уплотнительных прокладок, так как установка старых — это потерянный труд из-за неизбежности появления течи масла. На каждую головку требуется 4 прокладки под штанги толкателей и один уплотнитель сливной трубки.
Сначала освобождают головку цилиндров от всех сопрягаемых деталей: впускного коллектора, выпускных труб, наконечников свечей. Затем обеспечивают свободный подход к гайкам крепления головки, сняв ее крышку и валик с коромыслами клапанов. При этом из-за деформации разрезных распорных втулок валика они могут зацепиться краями за выступы головки или за шпильки. Нужно осторожно пошевелить отверткой каждый участок валика, но не прикладывать больших усилий, так как валик очень хрупкий и может просто сломаться. Как только освободятся верхние части клапанов, сразу снимите наконечники (колпачки) с выпускных клапанов.
Торцевым ключом 17 мм отворачиваем гайки, равномерно ослабляя затяжку головки цилиндров. Сняв головку, можно выдергивать цилиндры из поршней и гнезд картера двигателя. При этом очень трудно сохранить в целости прокладку между торцом цилиндра и картером. Такую прокладку легко вырезать из черного пакета от фотобумаги.
Для снятия поршня с шатуна надо освободить запорные кольца поршневого пальца и выпрессовать его. Если нет специального приспособления, палец выбивают выколоткой, опирая поршень с противоположной стороны о деревянный брусок.
При необходимости снятия шатуна его можно извлечь вместе с поршнем, если демонтировать масляный поддон картера двигателя (предварительно слив масло и отсоединив брызговик) и снизу отвернуть гайки болтов шатуна.
При смене только колец надо очистить канавки под них на поршне от нагара. Лучше всего это получается с помощью куска старого кольца.
Работая на двигателе со снятыми цилиндрами, надо следить, чтобы ничего не провалилось в картер. Избежать этого поможет тряпка, которой затыкают отверстие под цилиндр. Надевая на поршень кольца, приходится проводить их мимо “чужих” канавок, более верхних, и часто кольца туда западают. Чтобы облегчить себе работу, возьмите 3 маленькие полоски жести, подсуньте их между кольцом и поршнем и продвигайте по ним коль-цо до нужной канавки. Когда все кольца на местах, их надо развернуть таким образом, чтобы замки колец не находились на одной линии. Замок верхнего компрессионного кольца должен располагаться по окружности поршня приблизительно на 60° от торца поршневого пальца, замок нижнего кольца — напротив, по другую сторону от центра. Замки маслосъемных колец при таком же взаимном расположении должны находиться на 60° от замков компрессионных, а замки расширителей — напротив торцов поршневых пальцев.
Зазор в замке поршневого пальца является контрольным для оценки износа цилиндров и колец. Напомним, что, по данным завода, он должен составлять на новом цилиндре 0,25—0,55 мм для компрессионных и 0,9—1,5 мм для маслосъемных колец, а на старом цилиндре для компрессионных колец — 0,86 мм. Зазор измеряется при установке кольца в цилиндр на глубину 8—10 мм от края.
Цилиндр трудно надеть на поршень, так как диаметр поршневых колец в нерабочем положении больше отверстия цилиндра. Кольцо можно ухитриться утопить в канавку перед надвигающимся цилиндром просто ногтями. И так последовательно проходить каждое кольцо. Но лучше упростить себе задачу — сделать за 5 мин простейшее приспособление. Берем полоску жести (можно от ящиков), обжимаем по поршню так, чтобы при отогнутых концах оставался зазор 5—15 мм. Затем в отогнутых концах сверлим или пробиваем по отверстию диаметром 5—б мм, и приспособление готово.
Полоску надевают на поршень с кольцами, а в отверстия отогнутых концов вставляют концы круглогубцев. Сжимая круглогубцами полосу, а под ней и кольцо, надвигают цилиндр на поршень (рис. 4).
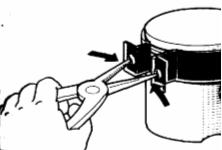
Рис. 4. Сжатие колец на поршне 47
Для облегчения установки головки цилиндров желательно иметь специальные скобы, которыми можно зафиксировать пружины на кожухах штанг в сжатом состоянии или просто стянуть пружины проволокой.
Конечно, можно ставить головку цилиндров и без приспособлений, но при этом из-за прилагаемых усилий трудно контролировать по ощущению равномерность прилегания головки и правильность попадания кожухов штанг и сливной трубки в гнезда картера. Иногда уже после сборки обнаруживается потеря герметичности (из-под головки выходит белый дым или через уплотнения вытекает масло). При установке головки до ее крепления надо стараться “поиграть” ею, чтобы она нашла нужное положение.
В соответствии с руководством по эксплуатации затягивать гайки головки надо в 2 приема с моментом затяжки 1,6—2 и 4—5 кгс*м. Для выполнения этого условия нужно иметь динамометрический ключ. Если его нет и вы еще не приобрели практического навыка, можно воспользоваться пружинными весами (безменом), зацепив их за рычаг ключа. Умножив длину рычага в метрах на показания весов в килограммах, получим значение момента затяжки.
Не следует пугаться, если при повороте гаечного ключа слышится треск и усилие резко падает. Это не поломка головки или резьбы на шпильке — просто гайка стронулась с места, срезав небольшую неровность на поверхности головки или шайбы. Затяжку следует продолжать до установленного значения. При подтяжке гаек головки недопустимы перекосы ключа. Головка ключа не должна быть по диаметру больше 23 мм.
Перед установкой валиков с коромыслами осмотрите штанги толкателей. Характерный дефект их — скол стенки сферического углубления наконечника. Если обнаружен дефект, штангу нужно заменить.
Как временная мера при отсутствии новой штанги может помочь спиливание напильником поврежденного торца штанги, чтобы скол не распространялся дальше. Эксплуатировать длительно такую штангу не следует, так как процесс разрушения, хоть и замедленно, но продолжается. В результате это приведет к тому, что зазор между клапанами и коромыслом будет нерегулируемым, несмотря на возможность его первоначальной установки.
Снятие валика с коромыслами и подтяжка головки нарушают первоначальную регулировку зазоров между коромыслом и клапаном, поэтому после установки валиков с коромыслами необходимо отрегулировать зазоры. Очень удобно это производить специальным ключом, который иногда имеется в продаже. Он представляет собой сочетание торцевого ключа с отверткой. По углу поворота отвертки относительно ключа (по рискам, нанесенным на них) можно определить нужный зазор без применения щупов.
Однако определять зазор с помощью такого ключа, не имея достаточного опыта, мы не советуем, так как очень трудно поймать нулевое положение (можно не заметить небольшое сжатие клапанных пружин). В этом случае в качестве щупов удобно использовать лезвия толщиной 0,1 и 0,08 мм.
Напомним, что сейчас завод рекомендует устанавливать зазоры для впускных клапанов 0,08—0,1 мм, для выпускных — 0,1— 0,12 мм.
Начинать регулировку следует с первого цилиндра (ближнего левого). Для этого надо снять крышку распределителя зажигания и, поворачивая коленчатый вал рукояткой, совместить риску верхней мертвой точки на центрифуге с риской на крышке распределительных шестерен; при этом боковой контакт бегунка распределителя должен располагаться в районе крепления черного провода к распределителю зажигания. После регулировки клапанов первого цилиндра необходимо повернуть коленчатый вал на 180°. Для удобства установки в этом положении желательно на центрифуге керном нанести небольшую лунку, которую также можно совмещать с риской на крышке распределительных шестерен. Эта лунка впоследствии пригодится и при проверке равномерности момента опережения зажигания на всех цилиндрах.
Последовательность регулировки клапанов по цилиндрам указана в руководстве по эксплуатации. Тем же, кто пользуется другими источниками информации, следует напомнить, что нумерация цилиндров с ноября 1975 г. изменилась. Вообще легко освоить последовательность регулировки, не запоминая номеров цилиндров,— она должна производиться от цилиндра к цилиндру против часовой стрелки, если смотреть на двигатель сверху.
Читайте также: Подвесной светильник цилиндр серый
Следует обратить внимание на одну ошибку, которую иногда допускают при регулировке зазоров после монтажа валика. Затяжка валика может привести к увеличению усилий качания коромысла на валике. Регулирование зазора с таким зажатым коромыслом не обеспечивает сохранения зазора при работе двигателя. Это сразу становится очевидным по сильному характерному стуку, а вторичная проверка зазора покажет его увеличение в 5—10 раз.
Поэтому, устанавливая и затягивая валик, необходимо немного подвигать его вдоль оси и убедиться, что все коромысла легко качаются.
Для окончательной проверки правильности регулировки зазоров рекомендуем запустить двигатель на короткое время и понаблюдать за работой клапанного механизма при снятых крышках головок. После этого рукой поочередно поднять концы коромысел со стороны клапанов и убедиться, что зазоры не увеличились.
Автомобиль ЗАЗ-968М «Запорожец» (стр. 5 )
 | Из за большого объема этот материал размещен на нескольких страницах: 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 |

установить корпус привода распределителя, при этом поставить коленчатый вал в положение, соответствующее ВМТ хода сжатия в первом цилиндре. В случае когда головки цилиндра не установлены и ВМТ хода сжатия первого цилиндра установить затруднительно, необходимо совместить метки «О» шестерен газораспределителя (см. рис. 13, а) и после этого провернуть коленчатый вал на один оборот так, чтобы метка «О» на шестерне распределительного вала находилась в верхнем положении;
установить упорную шайбу 5 (рис. 43) в расточку картера двигателя на промежуточный валик 6 привода масляного насоса; повернуть поводок привода распределителя так, чтобы паз на его торце, служащий для сопряжения с приводом хвостовика распределителя, был установлен параллельно оси коленчатого вала, а меньший сектор находился с противоположной стороны от масляного радиатора;
Рис. 44. Проверка бокового зазора в зацеплении шестерни привода распределителя при помощи приспособления с индикатором
ввести в зацепление шестерню привода вал 3 с ведущей шестерней 4 распределительного вала, при этом паз поводка повернется в связи с тем, что шестерни винтовые и паз должен занять положение под углом 19±11° к оси х—х коленчатого вала, а меньший сектор находится со стороны шпильки крепления корпуса привода распределителя к картеру. Боковой зазор в зацеплении должен быть при монтаже 0,05. 0,45 мм, что соответствует угловому люфту валика 12′. 1°50′. Боковой зазор можно проверить приспособлени — ем (рис. 44). В зависимости от радиуса R люфтомера зазор должен быть в пределах (0,003974. 0,03585)^;
установить масляный радиатор, обращая особое внимание на правильность установки резиновых уплотнительных колец (см. рис. 22) на трубки масляного радиатора во избежание перекоса и перекрытия отверстий в штуцерах, а также на равномерность затяжки гаек и обеспечение надежного уплотнения;
установить сцепление (см. подразд. «Разборка и сборка сцепления»).
После окончательной сборки двигателя необходимо проверить его комплектность и еще раз легкость вращения коленчатого вала.
Особенности снятия и установки некоторых узлов и деталей двигателя
Снятие и установка головок цилиндров. Для снятия и установки головки цилиндров без снятия двигателя с автомобиля необходимо иметь динамометрический ключ с головкой 17 мм (наружный диаметр головки должен быть не более 23 мм), ключ «звездочка» с головкой 12 мм, наружным диаметром головки 19 мм, ключи рожковые размерами 10, 12, 13 мм, отвертку. Порядок снятия рекомендуется следующий:
Рис. 45. Установка пружин с шайбами при помощи оправки и технологических скоб
снять воздушный фильтр, крышки отводящих кожухов с термосиловыми элементами, выпускные трубы, карбюратор с проставкой, верхний кожух, впускной трубопровод, направляющий аппарат с генератором в сборе и корпус привода распределителя зажигания;
снять дефлектирующие щитки с головок цилиндров, крышки головок цилиндров, стараясь не повредить прокладки, валики коромысел вместе с коромыслами и наконечниками с выпускных клапанов;
отвернуть гайки крепления головок цилиндров торцовым ключом с наружным диаметром головки не более 23 мм. При большем диаметре головки и некотором эксцентриситете наружного диаметра возможна поломка направляющих втулок клапанов. При этом предварительно необходимо ослабить все гайки на полоборота, а затем полностью отвернуть гайки и снять шайбы. Шайбы с кольцевыми канавками ставят под гайки, заглушенные с торца и установленные под крышками головок цилиндров;
легкими ударами молотка через деревянную проставку у места крепления выпускных труб и у места крепления впускного трубопровода необходимо стронуть головки и затем снять их. Вынимать штанги толкателей перед снятием головок не рекомендуется, чтобы не распались пружины и шайбы кожухов штанг;
после снятия головки цилиндров следует снять уплотнители, пружины шайбы, штанги толкателей, а также два перед-
них и два задних боковых кожуха системы охлаждения. При снятии штанг толкателей их следует пометить, чтобы при сборке установить на место, не нарушая приработку штанг с толкателями и болтами коромысел.
Установку головок цилиндров выполняют в обратной последовательности, при этом необходимо:
проследить за концентричным совмещением кожухов штанг с отверстиями под толкатели и под сливные трубки в картере для обеспечения надежного уплотнения. При необходимости отрихтовать кожуха;
Рис. 46. Порядок затяжки гаек головок цилиндров: а—предварительный момент затяжки 1,6. 2 кгс- м; б—окончательный момент затяжки 4. 5 кгс- м
установить пружины 4 и шайбы 3 на кожуха штанг (рис. 45), оправкой 2 сжать пружины с шайбами и завести технологические скобы /, а в бонки картера (см. рис. 16) установить уплотнители 3 кожухов штанг;
установить на сливные трубки головок цилиндров уплотняющие резиновые втулки, поставить головки цилиндров на место и завернуть гайки крепления головок цилиндров, после чего снять скобы отверткой и затянуть гайки крепления головок цилиндров в два приема: сначала обеспечить момент затяжки 1,6. 2 кгс- м и окончательно 4. 5 кгс’ м в последовательности, указанной на рис. 46;
установить валики коромысел с коромыслами и отрегулировать зазоры в механизме привода клапанов.
В случае отсутствия технологических скоб головки цилиндров можно установить следующим образом:
на штанги толкателя набрать набор, состоящий из шайбы 2 и пружины / (см. рис. 16) , а уплотнитель 3 установить в бонку картера;
установить штанги в гнезда толкателей, на сливную трубу головок надеть уплотняющую втулку;
устанавливая головку .на шпильки, надеть кожухи штанг на штанги. Прижимая головки, совместить кожухи штанг, с уплотнителями и постепенно затянуть гайки крепления головок цилиндров как указано выше.
Регулировку зазоров рекомендуется выполнять в следующем порядке:
проверить затяжку гаек валиков коромысел; установить поршень первого цилиндра в ВМТ конца такта сжатия. Для этого повернуть коленчатый вал в положение, при котором риска ВМТ на крышке центробежного маслоочистителя совпадает с выступом ребра на крышке распределительных шестерен (см. рис. 21), а оба клапана первого цилиндра полностью закрыты (коромысла этих клапанов могут свободно покачиваться) Порядок нумерации цилиндров двигателя показан на рис. 47;
Рис. 47. Расположение цилинд ров Рис. 48. Регулировка зазора между коромыслом и клапаном
отвернуть контргайку регулировочного винта на коромысле и, вращая отверткой регулировочный винт, предварительно вставив между носком коромысла и стержнем клапана соответствующий щуп, установить необходимый зазор (рис. 48). Зазор должен быть: для впускных клапанов 0,08. 0,1 мм, для выпускных 0,1. 0,12 мм. Следует помнить, что крайние клапаны выпускные, средние впускные. Во время вращения регулировочного винта рекомендуется несколько передвигать щуп. Щуп должен протягиваться с небольшим усилием:
удерживая отверткой винт, затянуть контргайку и снова проверить зазор, затем, поворачивая коленчатый вал каждый раз на пол-оборота, отрегулировать зазоры клапанов, третьего, четвертого и второго цилиндров (по порядку работы цилиндров).
При регулировке ни в коем случае не следует уменьшать зазоры ниже нормы. Уменьшение зазора вызывает неплотную посадку клапанов, падение мощности двигателя и прогар клапанов. После регулировки необходимо смазать маслом валики коромысла и торцы клапанов и установить крышки головок цилиндров.
Снятие и установка головок цилиндров на двигателе, снятом с автомобиля, осуществляется в такой же последовательности, как описано выше, за исключением того, что головки обычно снимают после снятия направляющего аппарата с генератором в сборе.
Читайте также: Параллелепипед описанный около цилиндра радиус 6 найти объем
Снятие и установка крышки распределительных шестерен. Для снятия крышки распределительных шестерен с двигателя, снятого с автомобиля, необходимо иметь торцовые ключи 10, 12, 13 мм, динамометрический ключ с набором головок 24, 32 мм, отвертку, стопор маховика. Снятие рекомендуется выполнять в следующей .последовательности:
застопорить маховик от проворачивания (см. рис. 38), затем снять крышку центробежного маслоочистителя. В таком объеме производят разборку при чистке маслоочистителя;
отогнуть с грани болта центробежного маслоочистителя отгибную шайбу 13 (см. рис. 10) и вывернуть болт 14, снять шайбу и маслоотражаЛегкими ударами по корпусу 11 маслоочистителя снять его с коленчатого вала;
снять топливный насос, проставку, направляющую штанги привода насоса вместе со штангой и прокладками;
отвернуть болты крепления крышки распределительных шестерен к картеру и легким постукиванием молотка через деревянную проставку по приливам крепления вентилятора, стараясь не повредить прокладку, снять крышку распределительных шестерен, прокладку крышки распределительных шестерен и маслозаливную горловину;
выпрессовать из отверстия крышки распределительных шестерен шариковый подшипник (при необходимости замены);
выпрессовать передний сальник коленчатого вала (при необходимости замены) и снять маслоотражатель.
Установку и крепление крышки распределительных шестерен и остальные сборочные операции выполняют в обратной последовательности. При этом необходимо: проверить совпадение меток О на шестернях привода балансирного и распределительного валов; надеть на направляющие штифты уплотнительную прокладку; установить крышку на картер и затянуть болты.
Если был снят сальник коленчатого вала, то его устанавливают при помощи оправки (см. рис. 40), чтобы избежать перекоса.
Устанавливают корпус центробежного маслоочистителя, маслоотражатель и затягивают болт (момент затяжки 10. 12,5 кгс- м), затем отгибают стопорную шайбу на грань болта. При установке крышки центробежного маслоочистителя следует учитывать, что болты крепления крышки расположены несимметрично,
Для снятия крышки распределительных шестерен с двигателя, установленного на автомобиле, необходимо снять вентилятор с генератором в сборе, не снимая кожуха вентилятора, для чего:
отсоединить провода, идущие к генератору, и снять возвратную пружину дроссельной заслонки с кронштейна кожуха вентилятора;
вывернуть два передних болта крепления кожуха вентилятора, снять ремень вентилятора:
отвернуть гайки крепления вентилятора к крышке распределительных шестерен, вставить отвертку между крышкой распределительных шестерен и вентилятором, затем поднять вентилятор вместе с генератором и снять его;
заложить оправку между приливами на корпусе центробежного маслоочистителя и выступом гнезда под подшипник на крышке распределительных шестерен, зафиксировав тем самым коленчатый вал от проворачивания. Отвернуть болты и снять крышку маслоочистителя. Затем выполнить операции, указанные в предыдущем разделе.
Снятие и установка распределительного вала и балансирного механизма. При полной разборке двигателя распределительный вал и балансирный механизм снимают после снятия шатунно-поршневой группы и маховика. Дальнейшая последовательность операции следующая:
снять крышку балансирного вала, отогнуть ус стопорной шайбы с грани болта и отвернуть болт противовеса уравновешивающей системы;
снять шайбу противовеса выколоткой из мягкого металла, вытолкнуть балансирный вал в сторону крышки распределительных шестерен. Снять противовес, пружину, балансирный вал в сборе с шестерней и упорную шайбу балансирного вала;
снять шестерню привода балансирного вала с носка коленчатого вала, отвернуть эксцентриковый кулачок-гайку топливного насоса, снять шайбу, ввести две оправки между шестерней распределительного вала и картером и, покачивая их, снять шестерню с распределительного вала;
слегка покачивая, вынуть распределительный вал в сторону маховика, следя за тем, чтобы кромками кулачков не повредить рабочую поверхность подшипников распределительного вала;
снять упорный фланец распределительного вала и ведущую шестерню привода распределительного вала с коленчатого вала.
Сборку распределительного и балансирного валов выполняют . в обратной последовательности, учитывая следующие особенности:
перед установкой распределительного вала в картер смазывают шейки вала и втулки маслом для двигателя;
напрессовав шестерню распределительного вала на шейку распределительного вала (рис. 49) и закрепив ее гайкой, проверяют осевое перемещение распределительного вала, которое должно быть 0,1. 0,33 мм;
шестерни газораспределения и балансирного механизма устанавливают, совмещая метки на их торцах (см. рис. 13). Минимальный боковой зазор должен обеспечивать свободное прокручивание пары. Максимальный боковой зазор в парах шестерен газораспределения, замеряемый щупом в трех точках, равномерно расположенных по окружности, должен быть не более 0,12 мм в новых и не более 0,50 мм в работавших парах шестерен; перепад зазора не более 0,07 мм. В шестернях привода балансирного механизма в новых парах зазор должен быть 0,25. 0,45 мм и не более 0,7 мм в работавших, перепад зазора не более 0,1 мм;
Рис. 49. Оправка для напрессовки шестерни распределительного вала: 1 — распределительный вал; 2 — фланец распределительного вала; 3 — шестерня распределительного вала; 4 — оправка
проверяют осевое перемещение балансирного вала в распределительном валу, который должен быть не менее 0,45 мм.
Снятие и установку распределительного вала и балансирного механизма можно выполнить без разборки двигателя — не снимая головок цилиндров и не вынимая шатунно-поршневой группы. В этом случае необходимо:
снять крышку распределительных шестерен (см. подразд. «Снятие и установка крышки распределительных шестерен с двигателя, снятого с автомобиля»), маховик, крышки головок цилиндров и валики коромысел вместе с коромыслами (см. подразд. «Снятие и установка головок цилиндров»);
поставить двигатель поддоном вверх, чтобы при снятии распределительного вала толкатели не провалились в картер двигателя;
снять распределительный вал и уравновешивающий механизм, как указано в предыдущем разделе.
Установку распределительного вала и уравновешивающего механизма выполняют в обратной последовательности.
Снятие и установка цилиндров и поршней в сборе с шатунами. Для снятия и установки цилиндров и поршней при полной разборке двигателя требуются: динамометрический ключ с головками 14 и 15 мм, рожковый ключ 17 мм, комбинированные плоскогубцы, молоток, .обжимная оправка (рис. 50), два приспособления (см. рис. 37), масленка.
Операции по снятию цилиндров и поршней с шатунами необходимо выполнять в следующей последовательности:
снять головки цилиндров и поддон картера;
отвернуть торцовым ключом стопорные и основные гайки всех шатунных болтов и снять крышки. Перед снятием крышек шатунов следует проверить наличие установочных меток. Установочные метки (номера цилиндров) нанесены электрографом на шатунах и крышках шатунов. Если метки плохо видны, следует повторно пронумеровать шатуны и их крышки. Переставлять крышки с одного шатуна на другой или переворачивать их нельзя;
повернуть двигатель на 180° (цилиндрами вверх), отвернуть гайку и снять приспособление, фиксирующее цилиндры. Слабыми ударами молотка через деревянную проставку по верхней части цилиндра раскачать его и снять вместе с поршнем и шатуном. В этом положении следует сделать маркировку цилиндра и поршня;
снять остальные цилиндры с поршнями, соответственно пометив их порядковыми номерами, установить на место крышки шатунов и гайки, вынуть поршни с шатунами из цилиндров.
Рис. 50. Оправка для установки поршня с кольцами в цилиндр: 1—оправка; 2—поршень в сборе с кольцами и шатуном; 3—цилиндр; 4— шатун
Установку цилиндров и поршней рекомендуется выполнять в следующем порядке:
установить цилиндры и поршни с шатунами на те же места в обратной последовательности. Перед постановкой вкладышей нижней головки шатуна или при замене вкладышей на новые тщательно промыть оба вкладыша, проверить, нет ли по контуру острых кромок, при необходимости притупить;
установить вкладыши в расточку нижней головки шатуна и крышку шатуна так, чтобы фиксирующие выступы вкладышей вошли в соответствующие пазы. Проверить сопряжение стыков;
установить поршневые кольца на поршень (см. «Проверка состояния и замена поршневых колец»), смазать зеркало цилиндров маслом и еще раз проверить правильность расстановки поршневых колец (см. рис. 8);
пользуясь оправкой (см. рис. 50), ввести комплект шатун — поршень с кольцами в цилиндр, предварительно сориентировав их так, чтобы после установки на двигатель стрелка на днище поршня, номер на стержне шатуна и выштамповка на крышке были обращены к передней части двигателя в сторону привода механизма газораспределения. При этом цилиндры необходимо сориентировать так, чтобы ребра первого и третьего цилиндров плоской стороны были обращены в сторону крышки распределительных шестерен, а второго и четвертого цилиндров — в сторону маховика;
Читайте также: Задний тормозной цилиндр skoda fabia
установить на каждый цилиндр бумажную прокладку толщиной 0,3 мм ± 0,03 мм (наружный диаметр прокладки 95 мм ± 0,25 мм, внутренний 86 мм ± 0,3 мм);
снять крышки шатунов с вкладышами, установить один из цилиндров с поршнем и шатуном на картер коленчатого вала и зафиксировать цилиндр приспособлением;
прокрутить коленчатый вал так, чтобы шатунная шейка остановилась в положении НМТ, смазать маслом для двигателя шатунные вкладыши и шейку вала, подтянуть шатун к шейке коленчатого вала и собрать подшипник, обратив внимание на совпадение меток шатуна и крышки;
Рис. 51. Приспособление для обжима поршневых колец: 1 — цилиндр; 2 — приспособление; 3 — поршень с кольцами
завернуть гайки шатунных болтов равномерно, но не окончательно (момент затяжки 1,8. 2,5 кгс- м); установить остальные цилиндры с поршнями и шатунами и окончательно затянуть гайки шатунных болтов (момент затяжки 5,0. 5,6 кгс- м). Затяжку выполняют поочередно, плавно, с постоянным увеличением усилия;
проверить, легко ли вращается коленчатый вал, навернуть стопорные гайки шатунных болтов и затянуть их поворотом на 1,5. 2 грани после соприкосновения торцов основной и стопорных гаек.
Если при эксплуатации возникает необходимость в замене цилиндра, поршневых колец, поршней, шатунов или вкладышей шатуна, это можно выполнить, не снимая двигателя с автомобиля.
Порядок операций при этом следующий:
снять с двигателя головки цилиндров, выполнив операции, описанные в разделе «Снятие и установка головок цилиндров»;
повернуть коленчатый вал в такое положение, при котором в снимаемом цилиндре поршень находился бы в ВМТ, и легкими ударами молотка через деревянную проставку по верхней части цилиндра раскачать и снять его. Во избежание поломки юбки поршня при повертывании коленчатого вала при снятых цилиндрах поршень необходимо поддерживать и направлять в отверстие под цилиндр;
снять поршневые кольца с поршней и пометить их с тем, чтобы при сборке установить на прежние места;
снять поршень (см. подразд. «Проверка состояния и замена поршней и поршневых колец») и проверить состояние цилиндров, поршней, поршневых колец и пальцев.
Сборку необходимо выполнять в обратной последовательности: установить поршень и поршневые кольца на поршень, тщательно очистить цилиндры, смазать их маслом, поставить бумажные прокладки на цилиндры, обжать поршневые кольца на поршне приспособлением (рис. 51), надеть цилиндры на поршни и установить их на место; установить головки цилиндров.
При необходимости замены шатуна следует: снять головки цилиндров, отвернуть пробку сливного отверстия, слить масло из картера, снять брызговик, поддон картера, масляный насос и вынуть промежуточный валик поивода масляного насоса; провернуть коленчатый вал, установив один из поршней в положение НМТ. Отвернуть стопорную и основную гайки болтов шатуна; снять крышку шатуна, шатун с поршнем и цилиндром.
Устанавливают шатуны в обратной последовательности. Для замены вкладыша шатуна (без демонтажа шатуна) после снятия крышки шатуна нужно вытолкнуть половинку вкладыша из шатуна пластиной, изготовленной из мягкого металла, и установить новый вкладыш.
Ремонт кривошипно-шатунного механизма
Проверка состояния и ремонт картера двигателя. Картер двигателя обычно не требует ремонта до пробега 150 тыс. км. Наиболее характерной неисправностью в процессе эксплуатации являются случаи вырыва шпилек крепления цилиндров и головок цилиндров. Эту неисправность устраняют постановкой шпильки (рис. 52, е) с увеличенной резьбой ввертной части до М.12. Материал шпильки—сталь 40Х, твердость HRC 23. 28.
Для постановки шпильки необходимо снять цилиндр и, приняв меры, предохраняющие от засорения полостей смазки двигателя, в отверстии с сорванной резьбой нарезать резьбу М12х1,75, Ао2 на глубину 29 мм. Неперпендикулярность оси резьбы к привалочный плоскости цилиндров должна быть не более 0,4 мм на длине 100 мм. Перед завертыванием резьбу на шпильке смазать
бакелитовым лаком. Размер выступания шпильки от привалочной плоскости под цилиндры указан на рис. 6.
При полной разборке двигателя следует тщательно промыть картер, обратив особое внимание на промывку полостей смазки. После промывки проверяют привалочные и рабочие поверхности на отсутствие забоин, местных вмятин, трещин и др. При наличии забоин и вмятин необходимо зачистить поверхности, а при наличии трещин заварить или заменить картер.
Замеряют гнезда под опоры, подшипники распределительного вала и под задний коренной подшипник и данные измерений сравнивают с допустимыми износами (см. прил. 2). Если износы гнезд картера под подшипниками распределительного вала и под толкатели превышают допустимые, следует отремонтировать картер.
Для этого необходимо расточить гнезда картера и установить подшипники и втулки ремонтных размеров. Подшипники и втулки ремонтных размеров изготавливают из алюминиевого сплава следующего химического состава (в процентах): Zn—4,5. 5,5; Si— 1,0. 1,6; Mg—0,25. 0,05; Мп— менее 0,15; Fe—менее 0,4; Си-1,0. 1,4; Pb—0,8. 1,5; Al—остальное. Рекомендуемый сплав применяется для изготовления вкладышей коренных подшипников. Допускается изготавливать подшипники и втулки из магниевого сплава МЛ-5.
Перед запрессовкой подшипников и втулок картер следует нагреть до температуры 190. 210 °С, совместить пазы, выполненные на подшипниках и втулках, с маслоподводящими каналами в картере и запрессовать их в картер. Дать картеру остыть до температуры окружающей среды.
Затем необходимо просверлить отверстия диаметром 2,9 мм в подшипниках передней 2 и задней опор распределительного вала совместно с картером и поставить стопоры (см. рис. 52, б, г). Застопорить резьбовой пробкой подшипник средней опоры (см. рис. 52, в). Проверить индикаторным нутрометром диаметр подшипников и при необходимости развернуть. Проверить соосность подшипников ступенчатой оправкой с диаметрами ступеней 44,48; 44,95 и 54,46 мм или новым распределительным валом, оправка должна проходить свободно без заеданий.
Втулки ремонтных размеров под толкатели не стопорят, внутренний диаметр после запрессовки следует проверить оправкой диаметром 21 мм или толкателем, оправка должна проходить свободно, при необходимости втулки развернуть.
Проверка состояния и ремонт цилиндров. После снятия с двигателя и промывки цилиндры следует проверить на отсутствие облома ребер, рисок, задиров зеркала цилиндров. При необходимости риски и задиры зачищают мелкой наждачной шкуркой, затёртой мелом и покрытой маслом. После зачистки тщательно промывают, чтобы не осталось следов абразива. Мелкие риски, не мешающие дальнейшей работе, выводить не следует.
При наличии уступа в верхней части зеркала цилиндра (на границе работы верхнего компрессионного кольца) необходимо снять уступ серповидным шабером или абразивным инструментом. Эту работу выполняют аккуратно с тем, чтобы не снять металл ниже уступа.
Рис. 52. Ремонтные детали картера коленчатого вала: о—картер коленчатого вала, б, в, г—ремонтные подшипники передней, средней и задней крепления головки цилиндров; В—ось коленчатого вала; Д— отверстия диаметром 2,9 мм в картер опор распределительного вала; д— ремонтная втулка толкателя; е— ремонтная шпилька сверлить совместно с картером; М—размеры выдержать после запрессовки подшипников
Пригодность цилиндра для дальнейшей работы по геометрическим размерам определяют, замеряя внутренний диаметр индикаторным нутрометром в указанных на рис. 53, а плоскостях. Изношенность цилиндра характеризуется износом пояса I (среднее значение от замера в четырех направлениях). В этом поясе износ обычно наибольший, кроме того, от размера в этом поясе зависит зазор в стыке первого компрессионного кольца.
Для определения зазора между юбкой поршня и цилиндром принимается средний диаметр от замера в четырех направлениях по поясу III. При диаметре цилиндров более 76,10 мм при замере по поясу I цилиндры подлежат ремонту.
Рис. 53. Схема замеров цилиндра и поршня: а—замеры диаметра зеркала цилиндра; б—замеры юбки поршня; В—В—ось коленчатого вала