

Парни, подскажите, седла клапанов менял кто нибудь на Урале? Опишите процесс, чего там как, кто в курсе..
Да лен проще не проще. чел может хочет затюнить бошки и поставить титановые сёдла.
Сёдла клапанов выпрессовываются под высокой темпетарурой спец оправкой, внешний вид которой указан в книжке по Уралам.
Больше ничего сказать не могу..
Новые головы купить проще, базара нет. Да и вообще проще все покупать и ничем себе мозг не парить, готовые бошки, баки, крылья, рули, колеса, мотик:) Тока скучно это.
метчиком на седле резьбу нарезаеш голову в духовку грееш градусов до 180-200 заворачиваеш по резьбе болт и клапаном старым через направляйку выбиваеш делать надо все быстро болт лучше холодный вот и все
нет не все надо же еще новые седла воткнуть так с этим еще проще голову греем седло в морозилку наставляем седло сверху клапан по направляйке и легонько вставляем на место . На днях так на фольце меняли .
в продаже я их не видел точить их надо , из чугуна с натягом 0,2-0,25 за одно и больше их зделать можно. Да и голову при запресовке греть надо сильнее порядка 350-400 градусов .
Timich05 , седла в продаже в мотолавке есть, меняются и без метчиков, хотя метчиком удобнее конечно.
http://oppozit.ru/modules.php?name=Forums&file=viewtopic&t=39912 тут посмотри,обсуждали.
Видео:Ремонт ГБЦ замена седла клапана мотоцикла ДНЕПР МТ ! Dnepr!Скачать

Чтобы извлеч старое седло из головки, удобнее и проще всего его разрубить. Для этого необходимо изготовить из старого сверла или метчика небольшое зубило, заточенное с одного бока, наподобие стамески. Угол заточки 45. 60 градусов от боковой поверхности. Ширина зубила около 3 мм. Зубилом седло разрубается. Срубать нужно по-немногу. Образуется канавка. Когда толщина стенки седла останется менее 1 мм, рядом с прорубленной канавкой тем же зубилом седло слегка отбить к центру, чтобы дать трещину в прорубе. После этого седло можно вытащить. Чтобы запрессовать новое седло, необходимо промерить посадочное место нутромером. В сопряжении седло — головка необходим натяг 0,15-0,2 мм. Седла, которые продаются в магазине, не имеют единого размера. Подбирать нужно индивидуально. Перед запрессовкой головку необходимо нагреть до температуры около 250 градусов. Седло, установить на оправку с зазором 0,5 мм. Зафиксировать его можно, вставив между седлом и оправкой заточенные спички. Это необходимо, чтобы оправку после запрессовки не «прихватило». Оправка должна обеспечить соосность оси втулки клапана и посадочного места седла. Еще лучше, если перед запрессовкой седла втулку выбить, а направляющую часть оправки сделать под размер втулки с зазором 0,3 мм.
Ясно, понятно. А из чего уральские седла делают? Сталь, чугун?
а сёдла можно к примеру на Урал латуньевые как на Днепре поставить?
ещё не создавая темы:
какие напрявляющие лучше(токо маслосъёмные колпачки нафиг ненужны)
ещё мельком слашал что клапан какой-то от Днепра ставят, сопсно зачем, какой эффект, и какой клапан впускной выпускной?
Стоит-ли отдавать головки куда-то в сервис что бы заменили направляйки и сёдла? как проверить качество после них?
Какие пружинытарелки использовать? сильно жёсткие не хотелось бы, какие оптимальные?
Ураловские седла клапанов из специального чугуна. Также можно изготовить из бронзы марки АЖН 10-4-4, как на Днепре. Из первой попавшейся бронзы и латуни седла делать не следует. После нагревания, особенно выпускного седла, материал можеть дать усадку и седло просто выпадет из посадочного места. Из стали седла нельзя изготавливать, так как сам клапан стальной, то очень интенсивный износ будет седла и клапана. Для направляющих втулок подойдет бронза ОФ 10-1, ОФ 6,5-0,15. Заводские втулки из металлокерамики — самый пригодный для этих условий материал. Единственно, бывает несоосно отверстие втулки с осью ее образующей поверхности.
Диаметр Ураловских клапанов впускного-38мм, выпускного-35мм, Днепровский 40мм и 38мм, соответственно. Если разшарошить Ураловские седла клапанов под Днепровские клапана, то, возможно, увеличится коэффециент наполнения на больших оборотах двигателя и соответственно мощность.
Ремонт ГРМ мотоцикла ДНЕПР
Обычно потребность в ремонте газораспределительного механизма возникает, когда заметно снижается компрессия в цилиндрах двигателя из-за потери герметичности клапанов. Признаки этой неисправности: падение мощности, затрудненный пуск двигателя, повышенный расход бензина, сильный шум в верхней части картера двигателя (в месте расположения толкателей), и в головках цилиндров.
Читайте также: Датчик положения коленвала ваз 2112 8 клапанов как проверить
Для ремонта необходимо снять головки и определить состояние деталей механизма газораспределения.
Видео:ЗАМЕНА СЕДЛА КЛАПАНА ДНЕПР МТ 10-36.Скачать

Штанга толкателя у двигателя типа МТ изготовлена из алюминиевого сплава В95Т, ее наконечники — из стали 45, сфера обработана термически до твердости HRC 56—62. Прямолинейность стержней штанг проверяют на плите или стекле. Щуп толщиной 0,2 мм не должен проходить между стержнем штанги и плитой. При необходимости штангу правят легкими ударами молотка через подкладку из мягкого металла.
Износы на сферической поверхности наконечников штанг можно вывести шлифованием, а проконтролировать — радиусным шаблоном (R=З.б мм).
Толкатели для двигателей МТ и К750М отлиты из специального чугуна и имеют на торце отбеленный слой глубиной до 12 мм с твердостью HRC 50—60. Если на торцах толкателей появились задиры: износ или выкрошены поверхности, их заменяют новыми, чтобы предотвратить износ кулачков распределительного вала.
Незначительную выработку на торце можно устранить шлифованием. Чистота обработки — не ниже восьмого класса. Если на хорошо приработанном торце заметны только точечные следы выкрашивания, толкатель можно не менять.
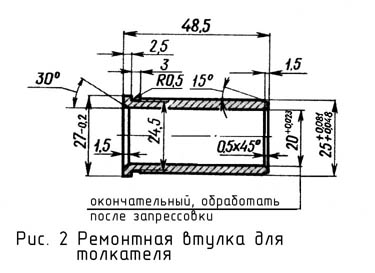
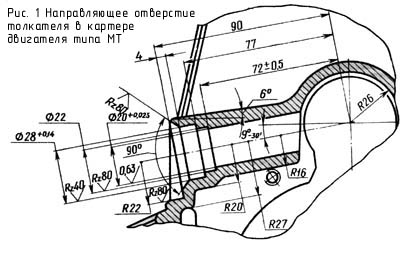
Толкатели двигателя МТ, имеющие износ сферической поверхности, надо заменить. Когда обнаружен износ цилиндрической части, измеряют диаметр направляющего отверстия в картере и диаметр толкателя. Если разность диаметров, то есть зазор между этими деталями, превышает 0,15 мм, ставят новый толкатель, чтобы обеспечить в этом сопряжении зазор 0.020—0.070 мм. В случае, когда замена не дает требуемого результата (из-за большого износа стенок отверстия под толкатель), у двигателя МТ устанавливают ремонтную втулку, а у К750М заменяют направляющую втулку. Для этого отверстие под толкатель в картере двигателя МТ (рис. 1) растачивают: диаметр 20 мм — до 25 мм. а диаметр 22 мм — до 27,5 мм. Затем запрессовывают в него втулку (рис. 2). которую можно изготовить из алюминиевого сплава Д1Т, В95Т или АЛ-5.
После запрессовки втулку растачивают до диаметра 20+0.023мм под новый толкатель. Чистота обработки должна быть не ниже шестого класса. Допускается и такой вариант ремонта с использованием старых толкателей. Их шлифуют до диаметра 19,8 мм, а новые втулки растачивают до 19,8 мм.
Кроме того, втулку толкателя можно установить не с натягом, а по скользящей посадке. В этом случае ее изготовляют с окончательными размерами: наружный диаметр 25 внутренний 20 (под новый толкатель). После установки в картер втулку фиксируют винтом или стопорным кольцом.
Видео:Замена седла клапана головки цилиндра мотоцикла МТ ,ДнепрСкачать
Распределительный вал изготовлен из стали 45. Рабочие поверхности кулачков обработаны термически токами высокой частоты до твердости HRC 54—62.
После того как будут сняты толкатели, надо тщательно осмотреть кулачки. В большинстве случаев при износе рабочих торцев толкателей изнашиваются и они. Если на кулачках есть выработка, задиры или выкрошившиеся участки. — распределительный вал следует заменить. В качестве временной меры его можно «восстановить» в домашних условиях, если износ вершины кулачка меньше миллиметра. Кулачки шлифуют брусками и полируют шкуркой, стараясь сохранить профиль. Разумеется, мощностные показатели с таким валом будут ниже.
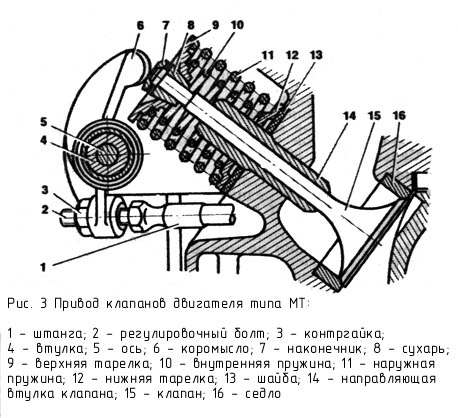
Головку цилиндра перед осмотром тщательно моют и удаляют нагар из камеры сгорания металлической щеткой. Для осмотра клапанов, их пружин, направляющих, седел (рис. 3) и проведения необходимых замеров с целью определить износы клапаны следует снять. Во избежание травм при этом лучше пользоваться специальным приспособлением, позволяющим постепенно сжимать и отпускать пружины (например, показанным в журнале «За рулем» № 10 за 1983 год). Клапаны надо пометить, чтобы при установке не перепутать их местами. Все снятые и оставшиеся в головке детали очищают от нагара и лаковых отложений, моют и осматривают.
Впускные и выпускные клапаны двигателя МТ различаются размерами и материалом. Впускной клапан имеет головку диаметром 40 мм, отштампован из стали 40Х9С2, твердость НВ 255—302. У выпускного — диаметр головки 37 мм, отштампован он из жаропрочной стали ЭПЗОЗ, твердость HRC 30—35. Длина обоих клапанов 92,3 мм.
Читайте также: Недостаточность носового клапана это
В двигателе К750М впускные и выпускные клапаны одинаковы. Они отштампованы из стали 40Х9С2. диаметр головки 38 мм, торцы обработаны термически до твердости HRC 48—54, длина — 137 мм.
Седла клапанов (впускных и выпускных) у двигателя МТ изготовлены из бронзы АЖН-10-4-4Л. а направляющие втулки — из бронзы Бр ОФ 6.5—0.15. Если рабочие фаски на клапанах и седлах имеют незначительный износ, неглубокие раковины, а коническая форма сохранилась. достаточно только притереть клапаны. Когда же рабочие фаски приобрели ступенчатую форму или поражены глубокими раковинами, а сопрягаемые с ними фаски седел закруглились, эти поверхности надо восстановить.
Видео:Замена сёдел и направляющих втулок |Доработка сборка и ремонт ГБЦ мотоциклов Днепр МТ|Урал!Скачать

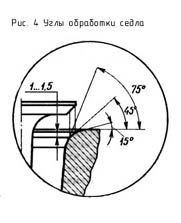
Седла обрабатывают посредством конических шарошек, имеющих угол 45°. 75° и 15°, согласно рис. 4. Сначала шарошкой с углом 45° снимают металл с поверхности рабочей фаски, затем срезают верхний пояс гнезда с углом 75°, потом шарошкой с углом 15° снимают фаску в нижней части гнезда. Ширина рабочей фаски должна находиться в пределах 1—1.5 мм.
Рабочую фаску клапана протачивают или шлифуют под углом 45° к оси стержня клапана. Снимать надо минимальный слой металла, лишь для получения гладкой поверхности. Толщина цилиндрической части головки клапана после обработки должна быть не меньше 0,5 мм. В противном случае клапан надо заменить. Биение рабочей фаски относительно стержня клапана не должно превышать 0.03 мм.
После обработки клапана и седла притирают фаски при помощи ручной дрели, коловорота или отрезка бензошланга, надетого на стержень клапана. Перед притиркой под головку клапана устанавливают слабую пружину, обеспечивающую подъем его от седла на 3—6 мм. На фаску головки наносят тонкий слой притирочной пасты из карборундового или наждачного порошка, смешанного с моторным маслом и керосином. Клапан попеременно вращают в обе стороны таким образом, чтобы поворот в одну сторону был примерно вдвое больше, чем в другую, то есть чтобы клапан постепенно поворачивался в одном направлении. В момент изменения направления клапан надо отжимать от седла. Когда исчезнут раковины или следы механической обработки, переходят на пасту из более мелкого порошка и обрабатывают поверхность, пока она не станет на рабочих фасках однотонной матовой. После этого полируют фаску при помощи масла, разбавленного керосином.
Для проверки качества притирки на рабочие фаски седла и клапана наносят мягким графитовым карандашом несколько поперечных черточек и поворачивают клапан с легким нажимом на небольшой угол. Если все черточки стерлись — клапан притерт хорошо. Поясок должен располагаться по середине фаски клапана и иметь ширину не более 1.5 мм. После притирки надо тщательно промыть детали до полного удаления продуктов обработки.
Герметичность клапана проверяют заливкой керосина в канал головки. В течение одной минуты он не должен просачиваться между седлом и клапаном наружу.
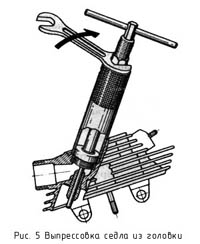
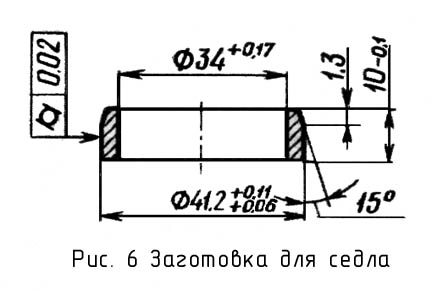
Если седло клапана у двигателя МТ имеет большую выработку или другие не выводимые шарошкой изъяны, его заменяют. Для удаления в седле нарезают резьбу, нагревают головку примерно до 200° С и специальным резьбовым съемником выпрессовывают деталь из гнезда (рис. 5). Когда нет приспособления, седло клапана можно вырезать зенкером. Размеры заготовки для нового седла приведены на рис. 6. При изготовлении наружный его диаметр определяют по гнезду в головке с условием, что будет обеспечен натяг 0.2—0.3 мм.

Головку нагревают и посредством оправки запрессовывают седло. Затем обрабатывают в соответствии с направляющей втулкой клапана рабочие фаски на седле, как объяснено ранее, до размеров. указанных на рис. 7. Биение фаски седла относительно оси отверстия направляющей втулки не должно превышать 0.05 мм.
Чтобы проверить состояние стержней клапанов и направляющих втулок, измеряют диаметры в трех поясах по двум взаимно перпендикулярным плоскостям. Диаметр стержня нового клапана двигателя МТ равен 8 , а втулки — 8 мм; К750М — соответственно 9 и 9 мм.
Видео:Способы. Как удалить извлечь сёдла клапанов из головки . Замена седла 1 часть. Ремонт ГБЦ.Скачать

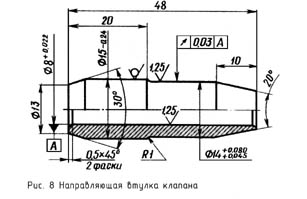
Если зазор между стержнем клапана и отверстием направляющей втулки превышает 0,25 мм, необходимо заменить клапан. Не поможет — замените и направляющую втулку. В двигателе МТ изношенную втулку удаляют при помощи оправки. Нагревают головку до температуры +150—200° С и запрессовывают новую направляющую втулку (размеры ее приведены на рис. 8).
Читайте также: Дымовые клапаны в системе противодымной вентиляции
При изготовлении втулки наружный диаметр определяют с таким расчетом, чтобы обеспечить натяг 0.018—0,080 мм. После установки направляющих втулок их отверстия развертывают до диаметра 8 +0,022 мм. Если используют старые клапаны, их стержни рекомендуется прошлифовать до диаметра 7,8 , а втулки изготовить с внутренним диаметром 7,8 +0,022 мм.
После замены направляющей втулки проверяют концентричность фаски у седла относительно оси втулки и в случае необходимости дорабатывают гнезда шарошками или притиром. Перед сборкой на стержни клапанов целесообразно нанести графитовую смазку.
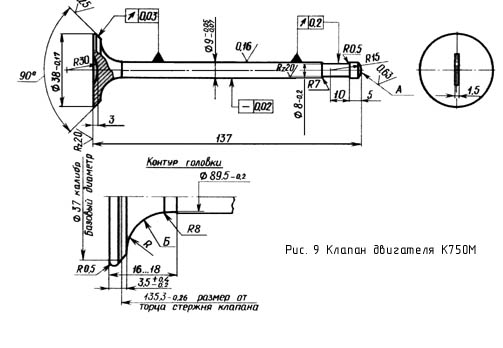
У двигателя К750М направляющую клапана, если она изношена, обрабатывают разверткой под клапан с утолщенным стержнем, чтобы обеспечить зазор 0,05— 0.10. Размеры клапана приведены на рис. 9. Длина закаленной части стержня от торца А 8—4 мм. Поверхность А полировать.
Наконечники клапанов у мотора МТ изготовлены из стали ШХ15 и обработаны термически до твердости HRС 58-63. Они защищают от износа торцы клапанов. Если заметен износ в месте контакта наконечника с носком коромысла или с торцем клапана, наконечник заменяют или наплавляют торцы клапанов сплавом «сормайт» № 1 на высоту 1 мм.
Пружины клапанов двигателя МТ изготовлены из стальной проволоки 68А. Их проверяют па упругость и на отсутствие трещин. Усилие, необходимое для сжатия наружной пружины до длины 34 мм, должно составлять 14.8—17.2 кгс, а до длины 25.8 мм — 30.3—35 кгс; чтобы сжать внутреннюю пружину до 30.5 мм, необходимо усилие 9.85— 11.4 кгс. до 22 мм — 21.15—25.85 кгс. При полностью открытом клапане суммарное усилие пружин составляет 51,8— 60,85 кгс. Если упругость пружин меньше, их заменяют.
У двигателя К750М усилие сжатия пружин до длины 37—39 мм должно составлять 39,5—44,5 кгс.
Коромысло клапана МТ отлито из стали 45 (носок обработан термически ТВЧ до твердости HRC 52—60), а его втулка — из бронзовой ленты Бр. ОЦС-4-4-2.5 ПТ 1.5. Ось коромысла (втулка) — из стали 45. Твердость HRC 52—80.
Видео:Замена седлел клапанов головки Мотоцикла Урал - Днепр.Скачать

Коромысло клапана может иметь износ отверстия во втулке и износ сферической поверхности носка. Если зазор между втулкой коромысла и осью превышает 0.12 мм, втулку заменяют. Новую втулку после запрессовки обрабатывают до размера, обеспечивающего зазор 0.02—0.06 мм.
Выработку на сферической поверхности носка коромысла можно устранить шлифованием по шаблону R10 мм.
У двигателя МТ между головкой цилиндра и нижней тарелкой клапанных пружин стоит шайба из фрикционного материала НСФ-4. При ее поломке или износе обязательно надо установить новую. Ее можно изготовить из текстолита или фрикционного диска сцепления (размеры шайбы: наружный диаметр 35. внутренний — 15.5. толщина 2.5 мм). Пружины нельзя устанавливать без прокладки. так как при этом усилие их резко уменьшается, и во время работы двигателя на высоких оборотах возможна встреча поршня с головкой клапана.
Привод распределительного вала. Шестерня коленчатого вала изготовлена из стали 35. шестерня распределительного вала — из серого чугуна. Боковой зазор в паре шестерен, замеренный щупом и трех-четырех равномерно расположенных по окружности точках, должен быть в пределах 0,03-0.08 мм. Если он превышает 0.2 мм, можно заменить одну какую либо шестерню, но лучше обе, чтобы снизить их шумность. Особое внимание надо обратить на состояние штифта в приводе сапуна. Он должен плотно сидеть в своем гнезде. Заусенцы и забоины на зубьях шестерен необходимо тщательно зачистить напильником.
При снятии шестерен с валов следует пользоваться съемником. Перед запрессовкой шестерни на распределительный вал ее нагревают до температуры +150° С. Натяг должен составлять 0.016-0.062 мм. Малая шестерня сопрягается с шейкой коленчатого вала с зазором не более 0.020 мм или натягом не более 0.017 мм. При установке шестерен газораспределения важно соблюсти совпадение меток, нанесенных на их торцах.
🌟 Видео
🛠 Замена седел клапанов в домашних условиях.Скачать

Проект Днепр 666: #24 Ремонт головок Днепра: замена сёдел клапановСкачать

Как быстро снять седла клапановСкачать

Как выпресовать седла с головки Днепр МТСкачать

Зенковка седел и притирка клапанов. Подробно и с пояснениями.Скачать

Замена седел и направляющих втулок ГБЦ своими силамиСкачать

Правильная запрессовка замена седла клапана инструменты оправки нюансы ремонт ГБЦ пример Mercedes2,9Скачать

Мотоцикл Урал. #81. Втулки, седла, клапана. Обработка и притирка.Скачать

Ремонт головки мотоцикла Урал-Днепр. ( Установка направляющих втулок, обработка сёдел ).Скачать

Прирезка Седла Клапана Самый Лучший СпособСкачать

Замена седла клапана гаражным способом.Скачать

ТЕСТИРУЕМ БРОНЗОВЫЕ СЁДЛА УРАЛ ДНЕПР. Вспотел прирезать! Где купить качественные седла.Скачать

Металлокерамические седла на урал днепр!Скачать

как прирезать или прошарошить седло клапанаСкачать
