

- Как правильно производится замена, прирезка и обработка седел клапанов
- Замена седел
- Удаление старых посадочных элементов
- Монтаж новых седел
- Ремонт седел
- Ремонт головки блока цилиндров
- Основные дефекты головки блока
- Оборудование и инструмент для ремонта головки блока
- Разборка головки блока цилиндров двигателя КамАЗ
- Сборка головки блока цилиндров
Как правильно производится замена, прирезка и обработка седел клапанов
Седло клапана — небольшое кольцо, имеющее скос по внутренней поверхности.

Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Выполняет следующие функции:
- герметичность отверстия;
- передает излишки тепла к ГБЦ;
- обеспечивает необходимый приток воздуха, когда механизм открыт.
Замена седла клапана требуется в том случае, когда восстановить его герметичность способом механической обработки не удается (многочисленные обработки в прошлом, прогар, сильный износ). Сделать это можно своими руками.
Ремонт детали выполняют при:
- прогаре тарелки;
- после замены направляющих втулок;
- при умеренной степени естественного износа;
- при нарушении герметичности соединения кольца с тарелкой.

Правка изношенных и поврежденных седел в домашних условиях выполняется с использованием шарошек. Помимо этого, может потребоваться сварочный аппарат или мощная газовая горелка, стандартный набор гаечных ключей, необходимых для демонтажа и разборки ГБЦ, притирочная паста, дрель.
Замена седел
Процедура замены состоит из двух ответственных процедур: удаления старых деталей и монтажа новых.
Удаление старых посадочных элементов
Замена седел клапанов выполняется на демонтированной ГБЦ с разобранным газораспределительным механизмом. Удалить старое кольцо можно с использованием сварочного аппарата, если материал, из которого оно изготовлено, позволяет это сделать.
Для выполнения процедуры изготавливается съемник седел клапанов — берется старый ненужный клапан, тарелку которого необходимо проточить до размеров внутреннего диаметра седла.
После этого полученный инструмент утапливают в посадочное место, не доходя до края 2-3 мм и «прихватывают» сваркой в 2-3 местах. После клапан вместе с металлическим кольцом выбивают с обратной стороны молотком.
Важно! Процедура с использованием сварки может привести к некоторой деформации посадочного места. При этом стандартные седла будут иметь слабое закрепление, что может привести к их самопроизвольному демонтажу в процессе работы мотора. Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ.
» alt=»»>
Седло клапана, изготовленное из металлов, не подлежащих сварке, можно удалить путем вкручивания в него отрезка трубы, используемого как съемник седел клапанов. Для этого на внутренней поверхности кольца нарезается резьба. Аналогичную резьбу наносят на внешнюю поверхность подходящей по диаметру металлической трубы.
Берется старый клапан, который предварительно приваривают к торцу трубы в обратной положении. При этом ножка клапана проводится в предназначенное для нее отверстие, труба вкручивается в резьбу, после чего элемент удаляют постукиваниями по ножке.
Монтаж новых седел
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
» alt=»»>
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием. При этом важно, чтобы кольцо встало без перекоса.
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Важно! При стандартной процедуре замены тарелки всех клапанов оказываются посажены достаточно высоко. Однако некоторые специалисты рекомендуют обрабатывать фаски таким образом, чтобы выпускные клапаны сидели несколько глубже нормального положения. Седло впускного клапана при этом оставляют в штатном положении.
Ремонт седел
Ремонт седел клапанов выполняется при их естественном износе и неплотном прилегании тарелки к своему посадочному месту.

С целью восстановления геометрии колец применяются шарошки для седел клапанов — набор фрезерующих головок, позволяющих делать необходимые углы.
Читайте также: Из чего сделан клапан грм
Шарошки могут использоваться в сочетании со специальным оборудованием. Однако оно является дорогостоящим. Поэтому в домашних условиях применяют ключ-трещотку с удлинителем. Правильно обработанные места имеют углы 30˚, 60˚ и 45˚. Обработка седел клапанов для создания каждого из них производится соответствующей фрезой.
Шлифовка седел клапанов не требует их нагрева или другой обработки. Проточку производят «насухую». В дальнейшем, в момент притирки, необходимо использовать специальную притирочную пасту. Для достижения лучшего результата притирку на новые седла рекомендуется производить вручную, а не с помощью дрели.
» alt=»»>
Еще одной разновидностью ремонта является проточка посадочных мест под ремонтные вставки. Для этого по вышеописанному алгоритму удаляют седла, после чего, специальным режущим инструментом протачивают места под них. Размер ремонтного места должен быть на 0.01-0.02 см меньше вставки. Монтаж производят после нагрева ГБЦ и охлаждение монтируемых элементов.
Правильно произвести расточку самостоятельно можно попытаться на свой страх и риск. Однако, с учетом сложности процедуры и необходимой высокой точности работ, подобные манипуляции лучше производить в условиях квалифицированной автомастерской или авторемонтного завода.
Ремонт головки блока цилиндров
Основные дефекты головки блока
— Трещины, захватывающие внутренние каналы, полости отверстий под форсунку, направляющие втулки, поверхность сопряжения с блоком цилиндров.
— Разрушение посадочных мест под седла клапанов и перемычек между ними.
— Повреждение или кавитационное разрушение поверхности прилегания к блоку цилиндров.
— Ослабление посадки седел клапанов в гнездах или износ гнезд под седла, опробование посадки производится легкими ударами медного молотка.
— Выработка, риска или раковины на рабочих поверхностях седел выпускного и впускного.
— Ослабление посадки направляющих втулок клапанов.
— Трещины, сколы, механические повреждения на поверхности направляющих втулок клапанов.
— Износ отверстия направляющих втулок клапанов.
— Прогорание или механическое повреждение уплотнительного кольца газового стыка.
— Нарушение герметичности масляной полости и масляных каналов и нарушение герметичности рубашки охлаждения.
— Обломы и трещины на крышке цилиндров.
— Коробление плоскости прилегания крышки к головке цилиндров.
Общая трудоемкость ремонта — 57,0 чел. мин.
Оборудование и инструмент для ремонта головки блока
— Кран-балка подвесная; приспособление для разборки-сборки головки блока в сборе 7831-4044;
— стенд для опрессовки головки блока цилиндров мод. 470.085; стенд для притирки клапанов мод. 9158-020;
— стенд для сборки головки блока с клапанами мод. 509.260;
— головка сменная 17 мм ГОСТ 25604-83;
— ключ с присоединительным квадратом ГОСТ 25601-83;
— ключ гаечный кольцевой 17 мм ГОСТ 2906-80;
— отвертка слесарно-монтажная 10,0 мм ГОСТ 17199-71;
— рукоятка динамометрическая мод. 131 М;
— установка для мойки деталей мод. 196 М; установка моечная ПНР;
— пистолет для обдува деталей сжатым воздухом С-417;
— пневмогайковерт ИП-3113; — шпильковерт ЭП-1262;
— измерительные: линейка металлическая, секундомер, штангенциркуль;
— тара для головок блока;
— кассета для клапанов;
— молоток слесарный стальной; деревянный стержень; зубило слесарное;
— приспособление для снятия пружин клапанов И-801.06.000;
— ключ для отворачивания ввертышей мод. 7700-4189;
— приспособление для отворачивания шпилек мод. 7813-4013;
— патрон для заворачивания шпилек мод. 7820-4017;
— патрон для заворачивания ввертышей мод. 7813-4011;
— верстак слесарный; щетка металлическая; ерши металлические; бумага наждачная; кисть волосяная;
— емкость с притирочной пастой; емкость с моторным маслом.
Разборка головки блока цилиндров двигателя КамАЗ
Трудоемкость — 17,0 чел. мин
1. Установить головку блока цилиндров в сборе на приспособление для разборки.
2. Разогнуть усики стопорной шайбы крепления стойки коромысел.
3. Отвернуть гайки 18 (Рис. 1) крепления стоек оси коромысел. (Головка сменная 17 мм).
Рис. 1. Механизм газораспределения:
1 — распределительный вал; 2 — толкатель: 3 — направляющая толкателей; 4 — штанга; 5 — прокладка крышки головки; 6 — коромысло; 7 — контргайка; 8 — регулировочный винт; 9 — болт крепления крышки головки; 10 — сухарь; 11 —втулка тарелки; 12 — тарелка пружины; 13 — наружная пружина; 14 — внутренняя пружина; 15 — направляющая клапана; 16 — шайба; 17 — клапан выпускной; А — тепловой зазор; 18 — гайка крепления стоек оси коромысел
4. Снять стойку коромысел, стопорные шайбы и фиксатор коромысел.
5. Снять коромысла 8 (Рис. 2) клапанов со стойки коромысел.
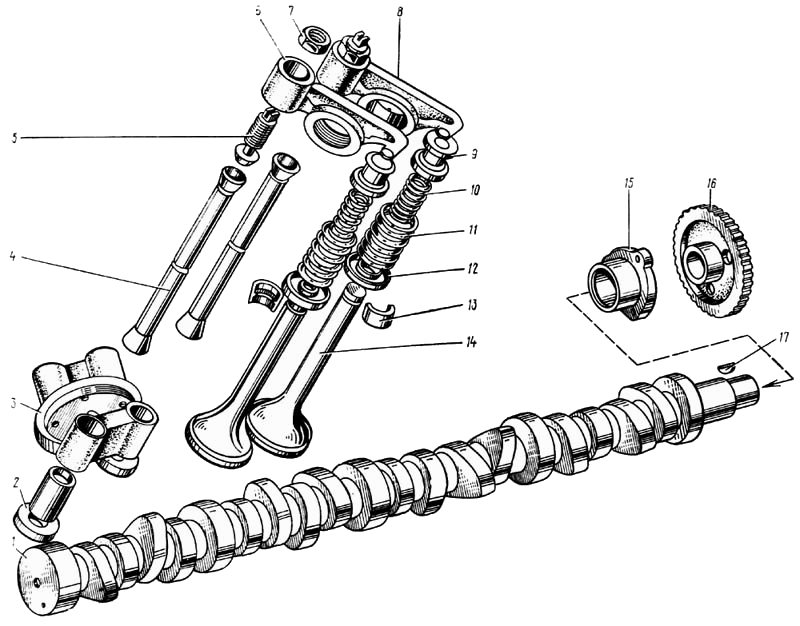
Рис. 2. Газораспределительный механизм:
1 — распределительный вал; 2 — толкатель; 3 — направляющая толкателей; 4 — штанга толкателя в сборе; 5 — винт регулировочный коромысла; 6 — коромысло клапана со втулкой в сборе; 7 — гайка регулировочного винта; 8 — коромысло клапана в сборе; 9 — тарелка пружины со втулкой в сборе;10 — внутренняя пружина клапана; 12 — пружинная шайба клапана; 13 — сухарь клапана; 14 — клапан; 15 — корпус подшипника распределительного вала в сборе; 16 — шестерня распределительного вала; 17 — шпонка сегментная.
Читайте также: Как починить клапана в май саммер кар
6. Отвернуть и снять гайку 7 с регулировочного винта и вывернуть регулировочный винт 5 коромысла. (Ключ гаечный 17 мм, отвертка 10,0 мм).
7. Снять головку блока цилиндров с приспособления для разборки.
8. Установить головку блока цилиндров на приспособление для снятия-установки клапанов.
9. Вращением рукоятки 2 отжать тарелку 12 (Рис. 1) пружины вместе со втулкой 11, и снять сухари 10 клапанов, втулки 11 тарелок пружин клапанов, тарелки 12 пружин клапанов, наружные 13 и внутренние 14 пружины и шайбы 16 пружин клапанов. (Отвертка 10,0 мм).
10. Снять уплотнительную манжету 15 (Рис. 4) впускного клапана в сборе с кольцом 16 манжеты с направляющей втулки 18 впускного клапана. (Отвертка 10,0 мм).
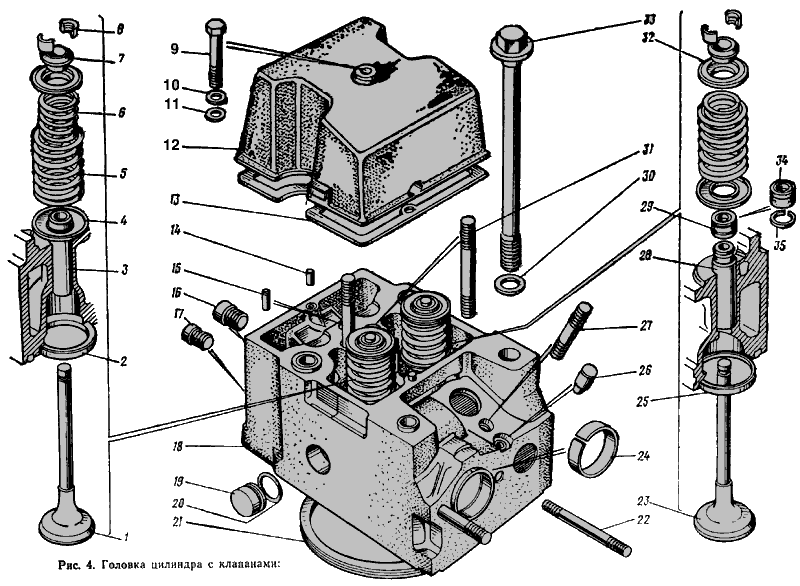
Рис. 4. Головка цилиндра с клапанами:
1 — клапан выпускной; 2 — седло выпускного клапана; 3 — направляющая втулка выпускного клапана; 4 — пружинная шайба клапана; 5 — наружная пружина клапана; 6 — внутренняя пружина клапана; 7 — втулка тарелки; 8 — сухарь клапана; 9 — болт крепления крышки головки блока цилиндров; 10 — шайба плоская; 11, 25 — шайба; 12 — крышка головки блока цилиндров; 13 — болт крепления головки блока цилиндров; 14 — тарелка пружин клапана; 15 — уплотнительная манжета впускного клапана; 16 — кольцо манжеты; 17 — уплотнительная манжета впускного клапана в сборе; 18 — направляющая втулка впускного клапана; 19 — седло впускного клапана; 20 — клапан впускной; 21 — шпилька крепления патрубка выпускного коллектора; 22 — предохранительная втулка прокладки патрубка; 23 — опора скобы форсунки; 24 — шпилька крепления прижимной скобы форсунки; 26 — шпилька крепления стойки коромысел; 27 — прокладка крышки головки блока цилиндров; 28 — штифт стойки оси коромысел; 29 — ввертыш крепления впускного коллектора; ввертыш крепления водяной трубы; 31 — головка блока цилиндров; 32 — заглушка головки блока цилиндров; 33 — уплотнительное кольцо заглушки; 34 — кольцо уплотнительное газового стыка
11. Вынуть впускные 20 и выпускные 1 клапана.
12. Отвернуть ввертыш 29 крепления впускного коллектора и ввертыш 30 крепления водяной трубы.
Работу выполнять при необходимости замены ввертышей
(Ключ для выворачивания ввертышей).
13. Вывернуть шпильки 21 крепления патрубка выпускного коллектора, шпильки 26 крепления стоек коромысел и шпильки 24 крепления скобы форсунки.
Работу выполнять при необходимости замены шпилек. (Приспособление для отворачивания шпилек).
14. Снять головку 31 блока цилиндра с приспособления.
15. Промыть снятые детали и головку блока цилиндров, очистить от нагара клапана, седла клапанов, направляющие втулки клапанов, головку блока и обдуть их сжатым воздухом.
16. Продефектовать детали головки блока цилиндров. Дефектовку производить согласно карты дефектовки № 1.3.
17. Установить головку блока цилиндров на стенд для опрессовки головки, проверить герметичность головки и при необходимости устранить нарушение герметичности. Проверять при давлении 0,4 МПа (4 кгс/см2) в течение 2 мин. Течь жидкости и подтекание не допускаются. (Стенд для опрессовки, секундомер).
Сборка головки блока цилиндров
18. Установить головку 31 блока цилиндра со втулками 22 в сборе на приспособление для сборки.
19. Завернуть шпильки 21 крепления патрубка выпускного коллектора (при необходимости замены шпилек).
Высота выступания шпилек должна быть 52±1.
20. Завернуть шпильки 24 крепления скоб форсунок до упора. Работу выполнять при необходимости замены шпилек.
21. Завернуть шпильки 26 крепления стоек коромысел до упора. Работы выполнять при необходимости замены шпилек.
22. Завернуть ввертыш 29 крепления впускного коллектора. Работу выполнять при необходимости замены ввертышей. (Патрон для заворачивания ввертышей, пневмогайковерт).
23. Завернуть ввертыши крепления водяной трубы до упора. Работу выполнять при необходимости замены ввертышей.
24. Снять головку блока цилиндров с приспособления для сборки и установить ее на стенд для притирки клапанов. Головку блока цилиндров установить в положение седла клапанов «вверх».
25. Нанести на рабочую поверхность седел клапанов притирочную пасту. Состав пасты: электрокорунд зернистый — 81%, парафин ГОСТ 16360-71 — 13%. Состав развести в моторном масле М10Г,К ГОСТ 8581-78 до сметанообразного состояния.
Читайте также: Предохранительный клапан с манометром 3 бар watts
26. Установить выпускной 1 и впускной 20 клапаны в головку цилиндров.
27. Притереть клапана к седлам. Притирку продолжать до тех пор, пока на фаске клапана и седла не появится непрерывный матовый поясок шириной менее 1,5 мм (Рис. 5.). Необходимо не допускать разрывов в пояске и риски.
28. Установить клапаны и головку цилиндров в тару для отправки на моечную машину. Гнезда кассеты для клапанов должны быть пронумерованы порядковыми номерами расположения клапанов в головках цилиндров, гнезда тары для головок цилиндров должны быть пронумерованы порядковыми номерами расположения головок цилиндров. Нумерация гнезд тары и кассеты должны соответствовать.
29. Промыть головку цилиндров и клапана после притирки. Применять моющий раствор КМ-1 с пеногасителем ЭАП-40. Концентрация КМ-1 — 5 г/л ЭАП-40 — 0,2—0,3%. Состав моющего раствора: карбонат натрия — 22,5% тринатрийфосфат —18,9% триполифосфат натрия — 50,6% сульфонол — 2,3% синтанол ДГ-7 — 5,7%. Температура моющего раствора 70-80°С. Время выдержки — 2 мин.
30. Установить головку блока цилиндров на стенд для сборки головки с клапанами.
31. Смазать стержни клапанов 1 и 20 (Рис. 4) рабочие поверхности направляющей втулки 18 клапанов чистым моторным маслом.
32. Установить впускной 20 и выпускной 1 клапаны в головку блока цилиндров согласно нумерации.
33. Установить уплотнительную манжету 15 впускного клапана в сборе с кольцом 16 на направляющую втулку 18 впускного клапана 20.
34. Установить шайбы 4 пружин клапанов.
35. Установить внутренние 6 и наружные 5 пружины.
36. Установить тарелки 14 пружин клапанов и втулки 7 тарелок пружин клапанов.
37. Установить головку блока цилиндров на приспособление для установки клапанов и сжать пружины 5 и 6 с тарелкой 14 и втулкой 7.
38. Установить сухари 8 клапанов и отпустить пружины, чтобы сухари вошли во втулку 7.
39. Снять головку блока цилиндров с приспособления, проверить герметичность притирки клапанов и, при необходимости, устранить неисправность.
Порядок выполнения работы следующий: установить головку блока цилиндров поочередно впускными и выпускными окнами вверх и залить в них дизельное топливо. Притертые клапана не должны пропускать топливо в местах уплотнения в течение 30 сек. При подтекании топлива постучать резиновым молотком по торцу клапана. Если подтекание не устраняется, клапаны притереть повторно, повторив работы 24-29.
При необходимости качество притирки проверить на карандаш: для чего поперек фаски клапана на равном расстоянии нанести им 6-8 черточек. Осторожно вставить клапан в седло и, сильно нажав, повернуть на 1/4 оборота все черточки должны быть стертыми; в противном случае повторить притирку повторив работы 24-29. При правильной притирке матовый поясок на седле головки должен начинаться у большого основания конуса седла, как показано на рис. 5.;
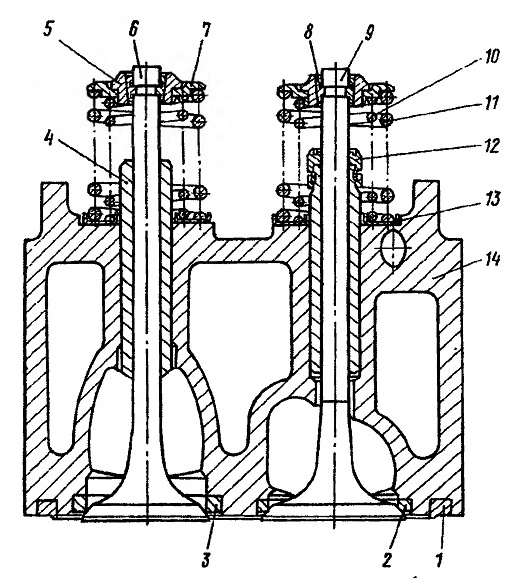
Рис. 5. Головка цилиндров с впускным и выпускными клапанами:
1 — кольцо опорное; 2 — седло впускного клапана; 3 — седло выпускного клапана; 4, 5 — втулки; 6 — клапан выпускной; 7 — тарелка; 8 — сухарь; 9 — клапан впускной;
10, 11 — пружины; 12 — манжета; 13 — шайба; 14 — головка цилиндра
40. Установить головку блока цилиндров на приспособление для сборки головки.
41. Завернуть в коромысла клапана регулировочный винт 5 (Рис. 2). (отвертка на 10).
42. Навернуть гайку 7 регулировочного винта на винт 5 не затягивая гайку 7Ч (ключ на 17 , отвертка 10,0 мм).
43. Установить коромысла 8 клапанов в сборе на стойку коромысел.
44. Установить фиксатор коромысел на головку блока цилиндров.
45. Установить стойку коромысел в сборе с коромыслами клапанов на головку блока цилиндров.
46. Установить стопорную шайбу крепления стойки коромысел.
47. Завернуть гайки 18 (Рис.1) крепления стойки оси коромысел. Момент затяжки гаек 42-54 Н. м (4,2—5,4 кгс. м). (Головка сменная 17 мм, ключ с п. к., рукоятка динамометрическая мод. 131М).
48. Загнуть усики стопорной шайбы крепления стойки коромысел.
49. Снять головку блока цилиндров в сборе с приспособления и отправить ее на сборку двигателя.
Ремонт головки, только без замены направляющей клапана, еще не пробовал.
Замена масло съёмных колпачков,и протирка клапанов.
Притирка клапана на головке цилиндров автомобиля КАМАЗ
Покупайте запчасти у нас :