


Выработку, риски или раковины на рабочей поверхности седла впускного клапана устраняют фрезерованием. После фрезерования биение поверхности фаски седла относительно отверстия в направляющей втулке не должно превышать 0,03 мм, а ширина рабочей фаски седла впускного клапана должна быть 2,0-2,5 мм.
Фаски впускного клапана нужно обрабатывать в следующей последовательности:
а) фрезеровать рабочую фаску зенкером под углом 120° до получения чистой, ровной поверхности;
б) фрезеровать нижнюю кромку рабочей фаски зенкером под углом 150°, выдерживая диаметр рабочей фаски в пределах 59 мм;
в) фрезеровать верхнюю кромку фаски зенкером под углом 60° до получения ширины рабочей фаски 2,0-2,5 мм.
Риски и незначительная выработка на седлах выпускных клапанов устраняются шлифованием седел с последующей притиркой клапанов. При наличии прогара, трещин, раковин и других дефектов седла выпускного клапана, не устранимых шлифованием, седло необходимо заменить. Старое седло удаляют остро заточенным зубилом. При установке нового седла головку цилиндра нужно нагреть в ванне с водой до температуры 100 °С.
Фаски нового седла необходимо обработать, выдерживая ширину рабочего пояска в пределах 2 мм. Фаски нужно обрабатывать в следующем порядке:
а) фрезеровать рабочую фаску зенкером с углом 90° до получения необходимой чистоты;
б) фрезеровать нижнюю кромку фаски зенкером с углом 150° до получения ширины рабочей фаски 1,5-2,0 мм.
После обработки клапанных седел клапаны нужно притереть к седлам. При правильных углах рабочих фасок клапанов и их седел матовый поясок на седле головки должен начинаться у основания большого конуса.
Замена седла клапана ямз 238
Ремонт клапанных седел двигателей ЯМЗ-238ПМ и ЯМЗ-238ФМ
Риски на рабочей поверхности седла впускного и выпускного клапанов, выработка и вмятины от нагара устраняют зенкерова-нием или шлифовкой фаски седла, обеспечив при этом минимально необходимый съем металла до получения чистой поверхности фаски седла. Предельное утопание тарелки нового клапана от плоскости головки при восстановленных фасках седла головки допускается: 2,5 мм для впускного клапана,
Режущий инструмент для восстановления фаски должен иметь фиксацию по внутреннему диаметру направляющей втулки клапана для обеспечения соосности фаски и внутреннего диаметра направляющей втулки клапана в пределах 0,025 мм (биение 0,05 мм).
Обработку фаски седла впускного клапана производить в следующем порядке:
фрезеровать рабочую фаску зенкером под углом 120° (рис. 12, а) до получения чистой ровной поверхности;
фрезеровать нижнюю кромку рабочей фаски зенкером под углом 150 ° (рис. 12, б), выдерживая ширину
фаски в пределах 59,4+0,7 мм;
фрезеровать верхнюю кромку фаски зенкером под углом 60 ° (рис. 12, в) до получения ширины фаски, равной 2,0—2,5 мм.
Обработку фаски седла выпускного клапана производить в следующем порядке:
фрезеровать рабочую фаску зенкером с углом 90 ° (рис. 13, а) до получения необходимой чистоты;
фрезерованием нижней кромки фаски
зенкером с углом 150 ° (рис. 13, б) обеспечить размер рабочей фаски в пределах 1,5—2,0 мм.
Риски и незначительную выработку на седлах клапанов устраняют шлифованием седел с последующей притиркой клапанов.
Если невозможно получить ширину рабочей фаски на седле выпускного клапана, равную 1,55— 2 мм, а также при наличии прогара, трещин, раковин и других дефектов седла выпускного клапана, неустранимых обработкой, седло нужно заменить.
При запрессовке нового седла головку цилиндров нагревают в кипящей воде до 90 °С. Запрессовывают седло легкими ударами молотка через медную или латунную приставку, обеспечив натяг не менее 0,02 мм. Прилегание седла к головке цилиндров проверяют щупом. Щуп толщиной 0,05 мм проходить не должен.
Если необходимо заменить направляющие втулки клапанов, то рабочие фаски на седлах клапанов шлифуют после замены втулок. После шлифовки, а также при замене седел рекомендуется устанавливать шлифованные или новые клапаны. Направляющие втулки клапана при износе внутреннего диаметра более чем 12,06 мм заменяют новыми.
После запрессовки новой втулки внутренний диаметр развертывают на размер 12 мм. Выступание втулки из тела головки должно быть 31 ± ±0,5 мм.

Рис. 12. Обработка седла впускного клапана

Рис. 13. Обработка седла выпускного клапана
Замена впускного клапана двигателей ЯМЗ-238ПМ и ЯМЗ-238ФМ
На рабочей поверхности тарелки не допускаются риски, раковины и углубления от износа. Если указанные дефекты имеют место, то следует перешлифовать рабочую фаску клапана, выдержав толщину цилиндрической поверхности тарелки не менее 0,75 мм, угол 121— 122°, шероховатость поверхности не ниже 1,25 мкм; биение рабочей фаски относительно стержня не более 0,03 мм. Износ стержня допускается до диаметра 11,92 мм.
Замена выпускного клапана двигателей ЯМЗ-238ПМ и ЯМЗ-238ФМ
На рабочей поверхности тарелки не допускаются риски, раковины и углубления от износа. При перешлифовке рабочей фаски клапана нужно выдержать толщину пояска цилиндрической поверхности тарелки не менее 1,0 мм, угол 91—92 °, шероховатость поверхности 0,63 мкм, биение рабочей поверхности фаски относительно стержня не более 0,03 мм. Отклонение при проверке стержня клапана на прямолинейность допускается не более 0,01 мм. Износ стержня допускается до диаметра
11,68 мм.
Замена штанг, коромысел и их осей двигателей ЯМЗ-238ПМ и ЯМЗ-238ФМ
Коромысло заменяют при обнаружении трещины или облома. При износе отверстия под ось коромысла до диаметра 25,15 мм заменяют только втулку. Кроме того, втулку заменяют при ослаблении ее посадки в коромысле. Посадку проверяют легкими ударами медной выколотки. Запрессованная новая втулка должна утопать
Читайте также: Регулировочные шайбы клапанов для 4м40
в теле коромысла по 1 мм с обеих сторон. Масляные отверстия во втулке и коромысле должны совпадать, а стык втулки должен находиться в верхней части отверстия. После запрессовки втулку нужно развернуть под размер 25 мм.
Ось коромысла бракуют при обнаружении трещины или облома. Допускается износ оси до диаметра 25,00 мм.
Штанга толкателя не должна иметь задиров или выкрашивания цементированного слоя на рабочих поверхностях наконечников. Погнутость штанги
проверяют индикатором на призмах. Если биение штанги превышает 0,5 мм, ее необходимо править. После сборки следует проверить тепловые зазоры в клапанном механизме и при необходимости отрегулировать их.
Ремонт механизма газораспределения
Головка цилиндров. Перед проведением ремонта следует испытать герметичность стенок и уплотнений головки цилиндров. Испытания проводятся на стендах типа КИ-9147, ОР-13725М (для ЯМЗ-240Б) и других. В отверстия водных полостей испытываемой головки устанавливается и прижимается специальная обрезиненная плита. При давлении воды 0,4-0,5 МПа утечки и потение стенок головки в течение 5-ти минут не допустимы. Наиболее распространённый дефект чугунных головок цилиндров – износ рабочей фаски клапанных гнёзд, которые ремонтируются фрезерованием. Для этого применяется набор специальных фрез [рис. 70]. Фрезеровка проводится вручную либо на сверлильном станке, используя специально изготовленную шарнирную оправку.
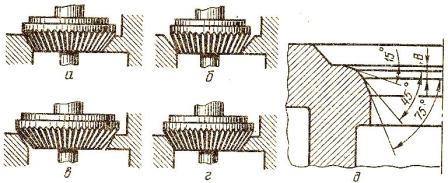
Рис. 70. Ремонт клапанных гнёзд фрезами.
д) – Схема образования рабочей фаски гнезда при фрезеровании и её ширина В.
Порядок обработки клапанных гнёзд представлен в таблице 40.
Таблица 40. Угол заточки фрез (шлифовальных камней) для обработки клапанных гнёзд головок цилиндров.
| Марка дизельного двигателя | Углы заточки фрез для впускных гнёзд, град | Углы заточки фрез для выпускных гнёзд, град | ||||||
| 1-й | 2-й | 3-й | 4-й | 1-й | 2-й | 3-й | 4-й | |
| Типа ЯМЗ | 30 | 75 | 15 | — | 45 | 75 | — | — |
| А-41, А-01М | 30 | 60 | 15 | 30 | 45 | 75 | 15 | — |
| СМД-60 и его модификации | 30 | 75 | 15 | 30 | 45 | 75 | 15 | 45 |
При этом первая фреза предназначена для удаления на фаске следов износа, вторая и третья фреза служит для подрезки верхней и нижней части фаски. Последняя четвёртая фреза предназначается для доведения ширины фаски В до требуемых размеров [таблица 41].
Таблица 41. Размеры фасок клапанных гнёзд и притёртой кольцевой полоски на клапане.
| Марка дизельного двигателя | Ширина фаски гнезда, мм | Ширина кольцевой полоски | |
| впускной | впускной | ||
| ЯМЗ-238НБ, ЯМЗ-240Б | 2,0-2,5 | 1,5-2,0 | 1,5-2,5 |
| СМД-60, СМД-62, СМД-66, СМД-72 | 2,5 | 2,3 | 1,5-2,5 |
| А-41, А-01М и типа СМД-18 | 2,0-2,5 | 1,5-2,3 | 1,5-2,5 |
| Д-37М, Д-144, Д-21 | 2,0-2,5 | 2,0-2,5 | 2,0-2,5 |
| Д-65М, Д-240 | 1,5-2,0 | 1,5-2,0 | 1,5-2,0 |
Во время проведения фрезерования стержень оправки фрезы должен с зазором не более 0,05 мм входить в отверстие втулки клапана. Вместо фрез возможно использование зенкеров с твердосплавными пластинками.
Для достижения герметичности прилегания клапанов к гнёздам используется несколько технологий.
При обычной технологии клапаны притираются к гнезду на стенде ОР-6687М либо вручную. В другом случае фаска гнезда также обрабатывается фрезерованием, а у клапана она шлифуется под углом 44 градуса (± 15 мин) и впоследствии не притирается. Следующий способ: гнездо в головке блока и фаска клапана дополнительно наклёпывается, обрабатывая роликовыми накатками.
Для получения малой шереховатости (Ra = 0,8 мкм) поверхности сёдел клапанов, обработки стальных колец в головках, а также минимального снятия металла с фаски применяется планетарно-шлифовальный прибор ОПР-1334-01 [рис. 71, а]. Благодаря эксцентрическому расположению отверстия в шпинделе (6) [рис. 71, б] одновременно с вращением круга (9) вокруг собственной оси происходит обкатывание всего прибора по шлифуемой фаске. Частота вращения абразивного круга 7200 мин -1 . Подача вручную винтом (5).

Рис. 71. Шлифование гнезда клапана прибором ОПР-1334-01.
2) – Ротор электродвигателя;
3) – Статор электродвигателя;
5) – Винт регулировки подачи;
На шлифовальной поверхности фасок гнёзд в головке не допускаются раковины и риски. Биение рабочей фаски относительно оси направляющей втулки клапана не должно превышать 0,06 мм. Биение проверяется приспособлением 70-8720-1311 с индикатором часового типа либо используется калибр.
Предельный (выбраковочный) диаметр гнезда в головке определяется по утопанию тарелки клапана нормального размера либо калибра относительно плоскости головки или блока [рис. 72].

Рис. 72. Замер утопания в клапана штангенглубиномером.
При текущем ремонте допустимо утопание тарелки:
впускных клапанов двигателей ЯМЗ-238НБ, ЯМЗ-240Б, А-01М, А-41 – 2,7 мм,
выпускных клапанов – 3,2 мм;
впускных клапанов двигателей СМД-60, СМД-62, СМД-72 – 2,8 мм,
выпускных клапанов – 3,0 мм;
выпускных клапанов Д-50 – 2,5 мм;
Д-37Е – 3,5 мм, выпускных клапанов – 3,0;
впускных клапанов дизелей СМД-14, СМД-17, СМД-18 – 3,2 мм,
выпускных клапанов – 3,5 мм.
Изношенные клапанные гнёзда кольцуют либо наплавляют. Перед кольцеванием они растачиваются. Кольца изготовляются из специального (перлитного) чугуна диаметром, создающим натяг 0,14-0,18 мм.
Перед проведением запрессовки головка блока нагревается до 400 градусов Цельсия, а кольца охлаждаются в углекислоте (сухой лёд) либо головка нагревается до 90 градусов Цельсия, а кольца охлаждаются в жидком азоте. После запрессовки на кольцах протачиваются фаски. Для замены вставных гнёзд применяются съёмники, представленные на [рис. 73].
Читайте также: Клапан егр подтеки масла

Рис. 73. Съёмник для выпрессовки седла клапана из головки цилиндров.
Трещины в перемычках между клапанными гнёздами, а также между гнёздами и отверстием под распылитель форсунки устраняются путём постановки стягивающих фигурных вставок либо методом горячей газовой сварки. Трещины в водяной рубашке, не проходящие через отверстия для шпилек, завариваются электродуговой сваркой проволокой ПАНЧ-11.
Для устранения трещин в рубашке охлаждения применяются составы на основе эпоксидных смол. В том случае, если трещина проходит через отверстие под шпильку, то отверстие рассверливается, затем развёртывается диаметром больше номинального на 4 мм и на глубину меньше высоты головки цилиндров на 8-10 мм, после чего вставляется соответствующего размера втулка на эпоксидном составе. Аргонно-дуговой сваркой завариваются трещины и коррозионные повреждения у алюминиевых головок.
Отклонение от плоскостности привалочной поверхности головок определяется проверочной линейкой и щупом (допустимое отклонение не более 0, 15 мм). При большем отклонении головка подвергается механической обработке:
до высоты не менее 131 мм — для дизелей ЯМЗ-238НБ, А-01М, А-41;
до высоты 131,3 мм — для дизелей ЯМЗ-240Б;
до высоты 130мм — для дизелей СМД-60, СМД-62, СМД-64.
Для автомобильного двигателя ГАЗ-53А допустимо уменьшение высоты головки на 1 мм против номинального размера.
После проведения ремонта головка цилиндров повторно подвергается гидравлическому испытанию.
При ослаблении либо при срыве резьбы в отверстиях головки цилиндров дефект устраняется так же, как у блоков цилиндров.
Клапаны. К основным дефектам клапанов относятся: износ и подгорание рабочих фасок тарелок, износ поверхности стержня и его торца.
Изношенные рабочие фаски тарелок клапанов и торцы стержней шлифуются на стенде ОР-8022 (устройство стенда представлено на [рис. 74]), ЦКР-Р-108 и других. Перед шлифованием проверяется прямолинейность стержня клапана на приспособлении 70-8608-3515, при этом допустимое отклонение составляет до 0,05 мм.

Рис. 74. Схема стенда для шлифования фасок клапанов.
На основании (3) смонтирована станина (6) с подвижным столом, на котором перемещается опора (7) с устройствами для зажима и привода клапана, а также стойка (9) для алмазной правки абразивного круга. На станине установлена шлифовальная бабка (8). Управление стендом ведётся с пульта (10). Глубина резания управляется при помощи маховика (4) и дополнительно для получения требуемой шероховатости поворачиванием маховика (5). Станцией (11) электронасосом ПА-22 подаётся из бака охлаждающая жидкость при шлифовании. Стенд может настраиваться на любой типоразмер клапана диаметром тарелки до 60 мм, стержня 8-16 мм, углом фасок 40-60 град. Для шлифования используются круги зернистостью 40-25, твёрдостью СМ1 и СМ2.
Предельно изношенные тарелки клапанов (высота цилиндрического пояска тарелки менее 0,5 мм) восстанавливаются плазменным напылением, наплавкой ТВЧ шихты из жаропрочных материалов (ВКЗ, ЭП-616, сормайт №1) и методом электроконтактного напекания металлических порошков.
Напылённые и напечённые поверхности рекомендуется обработать затем электроабразивным (электрохимическим) шлифованием.
Биение конической фаски тарелки клапана после шлифования допустимо не более 0,03-0,05 мм.
Высота цилиндрического пояска на тарелке клапана не должна быть менее 1,1 мм для впускных и 1,3 мм для выпускных клапанов.
Изношенные стержни клапанов шлифуются на уменьшенный размер, наращиваются твёрдым железнением либо хромированием. Овальность и конусообразность стержня клапана после проведения шлифования не должны превышать 0,02 мм, а шероховатость – Ra = 0,32 мкм.
Пружины клапанов. В процессе эксплуатации двигателя пружины клапанов теряют упругость, получают усадку, изнашиваются их торцы.
С помощью прибора МИП-100-2 [рис. 75] контролируется упругость клапанных пружин, сравнивая их с техническими требованиями (таблица 42). Пружины, упругость которых меньше допустимой, могут быть восстановлены методом термической фиксации либо накаткой роликом.
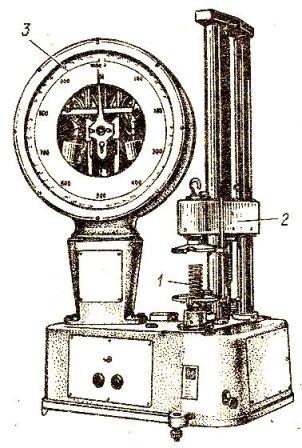
Рис. 75. Контроль упругости клапанных пружин на приборе МИП-100-2.
Таблица 42. Характеристика клапанных пружин.
| Марка дизельного двигателя | Клапанная пружина | Упругость пружины при рабочей длине, H | Длина пружины в рабочем состоянии | |
| нормальная | допускаемая | |||
| ЯМЗ-240НБ, ЯМЗ-240Б | Наружная | 446 ± 26,7 | 380 | 42 |
| СМД-60, СМД-62, СМД-64. СМД-72 | Внутренняя | 256 ± 15,0 | 220 | 37 |
| А-01М, А-41 | Наружная | 250 ± 15,0 | 212 | 56 |
| Внутренняя | 128 ± 17,5 | 102 | 50 | |
| Д-108, Д-160 | Наружная | 344 ± 26 | 270 | 78 |
| Внутренняя | 44,8 ± 6,2 — 2,8 | 36 | 60 | |
| СМД-14, СМЛ-19, СМД-20 | Наружная | 190 ± 14 | 158 | 55 |
| Внутренняя | 60 ± 4,5 | 50 | 55,2 | |
| СМД-17К, СМД-18К | Наружная | 197,5 ± 12,5 | 176 | 77 |
| Внутренняя | 81,5 ± 4,5 | 60 | 52 | |
| Д-50, Д-50Л | Наружная | 153 ± 12,7 | 133 | 37 |
| Внутренняя | 147 ± 12 | 128 | 39 | |
| Д-37, Д-37Е, Д-21 | — | 156 ± 9,4 | 132 | 50 |
Методом термической фиксации пружина восстанавливается на установке ОРГ-26095. Там она растягивается зажимами приспособления до необходимой длины, затем через неё пропускается электрический ток, нагревая до 400-450 градусов Цельсия и охлаждается на воздухе.
Сборка головки цилиндров и притирка клапанов. Собираются головки на специальном столе (стенде) и применяются кантователи, например 70-0864-1308, для кантования головок цилиндров двигателей СМД и А-41. В головку (блок) запрессовываются направляющие втулки, затем их развёртывают разжимными развёртками, обеспечивая тем самым зазор между стержнем впускного клапана и отверстием втулки в пределах 0,03-0,07 мм, а выпускного 0,07-0,11 мм.
После проведения обработки клапанных гнёзд следует добиться герметичности соединения клапана с гнездом. Притирка клапанов к гнёздам осуществляется на станке ОР-6687М [рис. 76].

Рис. 76. Станок для притирки клапанов ОР-6687М.
Читайте также: Предохранительный клапан водонагревателя без флажка
Перед притиркой фаска клапана и гнезда смазывается тонким слоем пасты, имеющей следующий состав:
для гнёзд головок из чугуна – 40% абразивного порошка из серого электрокорунда зернистого М-14 – М-20, 55-58% дизельного масла и 2-5% олеиновой либо стеариновой кислоты;
для вставных стальных колец в головках – 40-50% абразивного порошка марки 64С (КЗ) зернистостью М20, дизельного масла 46-48%, олеиновой кислоты 4-5%, сульфофрезола – 2-3%, керосина – 4-5%.
Стержни клапанов смазываются дизельным маслом, затем на них надеваются технологические пружины и устанавливаются клапаны в направляющие втулки. Головка (блок) устанавливается на стол станка (2), совмещаются шпиндели станка (3) с осями клапанов и начинается притирка. Она проводится до образования на конической поверхности тарелки клапана и гнезда ровной без разрывов матовой кольцевой полоски (таблица 41). У клапана кромка матовой полоски должны отстоять от края конусной поверхности тарелки не менее чем на 1,5 мм, а у гнезда поясок должен начинаться у основания большого конуса.
После проведения притирки клапаны размечаются в соответствии с номерами гнёзд. Головка и клапаны тщательно промываются для удаления остатков пасты, затем производится сборка клапанного механизма.
При применении технологии без притирки, как указывалось выше, после установки клапанов в гнёзда, по клапанам наносятся лёгкие удары молотком массой не более 200 граммов, через медную наставку таким образом, чтобы на клапане появилась непрерывная риска шириной 0,1-0,25 мм.
Для того чтобы увеличить срок службы соединения клапанов с гнёздами применяется накатывание роликами рабочих фасок гнезда после фрезерования и тарелки клапана после шлифования, с использованием специальных приспособлений, на сверлильном станке за 6-10 оборотов шпинделя при давлении 2,5-3 МПа. В этом случае герметичность достигается также после лёгких ударов молотка.
При сборке клапаны размещаются по гнёздам согласно разметке, при помощи приспособления сжимаются пружины и устанавливаются тарелки клапанных пружин с сухариками. Сухарики должны плотно сидеть в тарелке пружины, выступая над её плоскостью не более 0,5 мм, и обеспечивать перпендикулярное расположение тарелки относительно стержня клапана. Используя приспособление КИ-9918, следует проверить упругость клапанных пружин в сборе. Контроль качества притирки проводится при помощи пневматического прибора или по просачиванию керосина, или на стендах КИ-8847М для одновременной проверки герметичности всех соединений клапан – гнездо головок блоков двигателей ЯМЗ-240Б и ЯМЗ-238НБ.
Для проверки герметичности пневматическим прибором тарелка клапана сверху при помощи кисти смачивается керосином. Прибор прижимается к соответствующему отверстию головки, грушей нагнетается под клапан воздух до давления 30-50 кПа. Отсутствие пузырьков свидетельствует об удовлетворительной притирке клапана. При проверке керосином головка устанавливается каналами вверх, затем в них наливается керосин. Он не должен просачиваться между клапанами и гнёздами в течение трёх минут.
Валик коромысел (оси) при износе наружной поверхности восстанавливается электролитическим методом.
Коромысла клапанов с втулками. К наиболее распространённым дефектам относятся: износы бойков, износы внутренней поверхности втулок и резьбы под регулировочный винт. При износе бойков по высоте не более двух мм, они шлифуются при помощи приспособлений на станке для шлифования тарелок клапанов либо на обдирочно-шлифовальном станке, выдерживая при этом заданный радиус закругления по шаблону. При износе на глубину более двух мм, боёк наплавляется и шлифуется до нормального размера, добиваясь параллельности цилиндрической поверхности бойка относительно оси отверстия под втулку.
Толкатели клапанов со втулками. В них подвергаются износу поверхности стержня и тарелки. Стержни восстанавливаются твёрдым железнением, хромированием и вибродуговой наплавкой проволокой из высокоуглеродистой стали.
При износе рабочей поверхности тарелки толкателя до 0,3 мм её следует шлифовать. При больших износах тарелка наплавляется электродуговой сваркой электродом Т-590. Для того чтобы не произошёл отпуск стержня, при наплавке тарелки, его погружают в ванну с проточной водой.
Распределительные валы. Наблюдаются следующие дефекты: износ поверхности шеек и кулачков. Допустимое отклонение от прямолинейности оси вала не более 0,05 мм при замере по средней шейке. При большем отклонении рекомендуется правка под прессом. Поверхности опорных шеек при овальности и конусообразности более 0,1 мм шлифуются на ремонтные размеры либо восстанавливаются теми же способами, что и валики коромысел, до нормального размера.
Втулки блоков под опорные шейки вала заменяются и растачиваются под размер шеек с применением специальных станков ОР-14557 (дизельный двигатель Д-50), ОР-14553 (дизельный двигатель СМД-60) и другие.
У кулачков распределительного вала подвергается износу профильная набегающая часть [рис. 77], в результате этого изменяется высота подъёма клапана, запаздывает момент начала его открытия и уменьшается общее время открытия, снижая мощность двигателя.
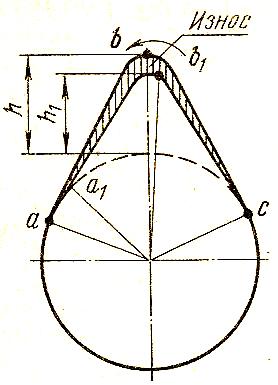
Рис. 77. Износ кулачка распределительного вала.
h – высота подъёма толкателя при новом кулачке;
h1 – высота подъёма толкателя при изношенном кулачке;
a – начало открытия нового клапана;
a1 – начало открытия изношенного клапана;
b – максимальное открытие нового клапана;
b1 – максимальное открытие изношенного клапана;
Допустимая высота кулачка распределительно вала:
для двигателя ЯМЗ-240Б, ЯМЗ-238НБ – 42 мм;
для двигателя Д-50, Д-240 – 40,1 мм;
для двигателя А-01М, А-41 – 44,05 мм;
для двигателя СМД-18 – 41,25 мм;
для двигателя Д-37, Д-144 – 40,70 мм.
Кулачки, имеющие размер меньше допустимого, шлифуются на шлифовально-копировальном станке до ремонтных размеров либо восстанавливаются наплавкой электродом Т-590.