


Копия бугеля с туристической вилки, с небольшими изменениями для установки на крыло теле..
- Дуга верхняя на люльку мотоцикла Урал и Днепр
- Задний бампер на коляску «высокий» на мотоциклы Урал и Днепр
- Задний бампер на коляску «прямой» на мотоциклы Урал и Днепр
- Защита стоп сигнала мотоцикла урал
- Защита фонарей коляски «большая» на мотоцикл Урал
- Защита фонарей коляски «малая». Комплект из 2-х элементов для мотоцикла Урал
- Защита цилиндров «большая» с платформой (левая). на мотоциклы Урал и Днепр
- Защита цилиндров «большая» с платформой (правая) на мотоциклы Урал и Днепр
- Защита цилиндров «малая с платформой» (левая) на мотоциклы Урал и Днепр
- Защита цилиндров малая (левая) на мото урал
- Защита цилиндров малая (правая) на мотоциклы Урал и Днепр
- Передний бампер на коляску мотоцикла Урал и Днепр
- Передний бампер на коляску на мотоцикл Урал и Днепр
- Взбодрить к сезону
Дуга верхняя на люльку мотоцикла Урал и Днепр
Дуга верхняя на люльку мотоцикла Урал и Днепр.Защищает пассажира и перевозимый груз. Крепится к..
Задний бампер на коляску «высокий» на мотоциклы Урал и Днепр
Задний бампер «высокий» образца 2020 г. на коляску мотоцикла. Подходит ко всем моделям Урал и ..
Задний бампер на коляску «прямой» на мотоциклы Урал и Днепр
Задний бампер «прямой» образца 2021г. на коляску мотоцикла. Подходит ко всем моделям Ура..
Защита стоп сигнала мотоцикла урал
Защита фонаря мотоцикла Урал «малая», образца 2021г. Подходит ко всем моделям У..
Защита фонарей коляски «большая» на мотоцикл Урал
Защита фонарей коляски «большая» на мотоцикл. Подходит ко всем моделям Урала. ..
Защита фонарей коляски «малая». Комплект из 2-х элементов для мотоцикла Урал
Защита фонарей коляски «малая» образца 2021г. Подходит ко всем моделям Урала. Дан..
Защита цилиндров «большая» с платформой (левая). на мотоциклы Урал и Днепр
Защита цилиндров «большая» с платформой нового образца 2021г. Подходит ко всем моделям Урал..
Защита цилиндров «большая» с платформой (правая) на мотоциклы Урал и Днепр
Защита цилиндров «большая» с платформой нового образца 2021г. Подходит ко всем моделям Урал..
Защита цилиндров «малая с платформой» (левая) на мотоциклы Урал и Днепр
Защита цилиндров «малая» с платформой на мотоцикл нового образца 2018г. Подходит ко всем моделям ..
Защита цилиндров малая (левая) на мото урал
Защита цилиндров «малая» на мотоцикл нового образца 2018г. Подходит ко всем моделям Урал..
Защита цилиндров малая (правая) на мотоциклы Урал и Днепр
Защита цилиндров «малая» на мотоцикл нового образца 2018г. Подходит ко всем моделям Урал и Днепр ..
Передний бампер на коляску мотоцикла Урал и Днепр
Передний бампер на коляску мотоцикл. Образец 2020г. Выполнен из 38мм трубы как и оригина..
Передний бампер на коляску на мотоцикл Урал и Днепр
Легок и прост в эксплуатации.Защищает кузов коляски от различных механических повреждений.Прочная ко..
Взбодрить к сезону
Речь пойдёт о том, как с наименьшими затратами получить наилучший результат. Мотор на 80 бензе- это уже и не мотор, как бы. Бенз 80 в дефиците, едет на нём хуже, толку с него мало. Да и поршневые родные не обеспечивают сколь-нибудь уверенного ресурса. В моде Автотехнология и АИ92. Ещё в прошлом году я выписал поршневую на 79 под кольца ВАЗ и расточил цилиндры. Про качество прошней АТ писать особо нечего- они классные да и всё.



Но, так как езжу умеренно, а движок в норме, то и с установкой не торопился. Всё потом да потом. А в этом году поймал себя на мысли, что лью-то всё равно 92, а когда покупал 80 я уже и забыл. А что бы 92 выдавал полную отдачу -поршневую надо менять. Начал готовить расточенные цилиндры к установке. Сначала пескоструй своим замечательным аппаратом. Про его простейшее изготовление можно прочитать здесь http://oppozit.ru/article94556.html


После пескоструя металл как голенький. Надо его приодеть и защитить от неблагоприятных воздействий внешней среды. Покрасить или воронить? Я ни разу не воронил, а красить красил. Поэтому я решил воронить, но краску тоже прикупил. Вдруг воронение не получится?

Процесс воронения довольно прост. Я довольно подробно изучил этот вопрос и приведу общую краткую инструкцию. Металл должен быть идеально чистым! Обезжириваем поверхность, наносим масло (олифу) на ХОЛОДНЫЙ металл, засовываем в духовку на 250-280гр/С. Ждём, пока не потемнеет- минут 30. Достаём, наносим ещё слой и опять в духовку- минут на 30. И так 4-5-6 раз. Меньше 4 раз мало- бурый цвет. Больше 6 много — толстое мягкое покрытие. Воронить лучше олифой так как она быстрее темнеет, но можно и просто маслом. Но так дольше по времени потому, что масло сначала сваривается в олифу и только потом темнеет. Я льняным маслом из аптеки воронил. Можно воронить конопляным маслом, ТАД17 и т.д. Цвет, глянец, мат всегда будет свой в зависимости от того чем воронить. На два цилиндра у меня ушло около 6 часов. Ждать пока масло в духовке высохнет не стоит. Оно не высохнет. Цилиндр бесконечно будет казаться мокрым. Не обращайте на это внимание. В течении 20-30 минут оно потемнеет и можно наносить новое. Очень тонким слоем. Оно не должно стекать. Когда стекает- то запекается толстыми каплями и некрасиво выглядит. Кроме того толстый слой рыхлый и непрочный. Вытирать тоже ничего не нужно. Когда цилиндр остынет то и масло зстекленеет. Воронёный цилиндр из рук выпускать не хочется. Он как будто стеклом облит. Очень приятное ощущение и очень круто выглядит. Наживил направляющие штанг. С ними выглядит ещё круче.

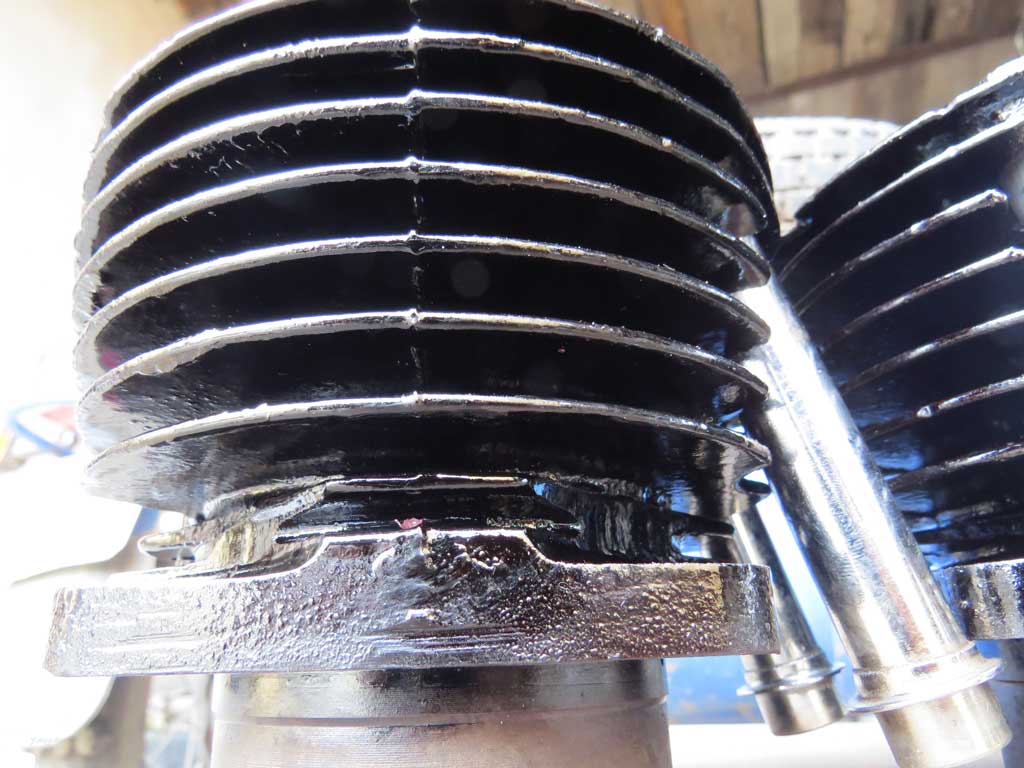
Насколько прочное покрытие- покажет время. В процессе первого нагрева на гильзе одного из цилиндров проявилась трещина. После расточки и мойки с пескоструем её не было видно, а под нагревом она расщеперилась. Такой цилиндр использовать я не буду. Отложил его под перегильзовку. Как появится ещё один подобный так пару на 82 или что-то подобное загильзую. Хотя и его можно реставрировать путём проваривания трещины с внешней стороны и последующей обработкой. Но, это если уж совсем деваться некуда. Поэтому из закромов был взят ещё один цилиндр и расточен. После расточки и воронения оба цилиндра были отправлены на плоскошлифовальный станок для правки плоскости сопряжения с головкой и выравнивания по высоте и на перпендикулярность гильзы относительно плоскости. Разница по высоте составляла 0,5мм. Ох-ре-неть! Одинаковость высоты цилиндров- очень важный момент. Всегда проверяйте этот параметр перед установкой для каждой пары цилиндров. Лучше поправить его на станке, чем потом выравнивать прокладками на блоке. Хотя, прокладками один хрен равнять придётся. Это же Урал. Перпендикулярность плоскостей тоже очень важна. Она обеспечивает работу штанг с одинаковыми углами и, соответственно, одинаковые нагрузки на всех кулачках распредвала и далее вниз. Там ещё натяг пружин играет роль, но это отдельная тема, а сейчас, на этапе подготовки цилидров, надо заниматься этими параметрами. Всё это приводит к увеличению ресурса, а ресурс- наше всё.
Читайте также: Все виды симметрии цилиндра

Переходим к головкам. Головки я тоже использовал из закромов. Вначале был пескоструй.
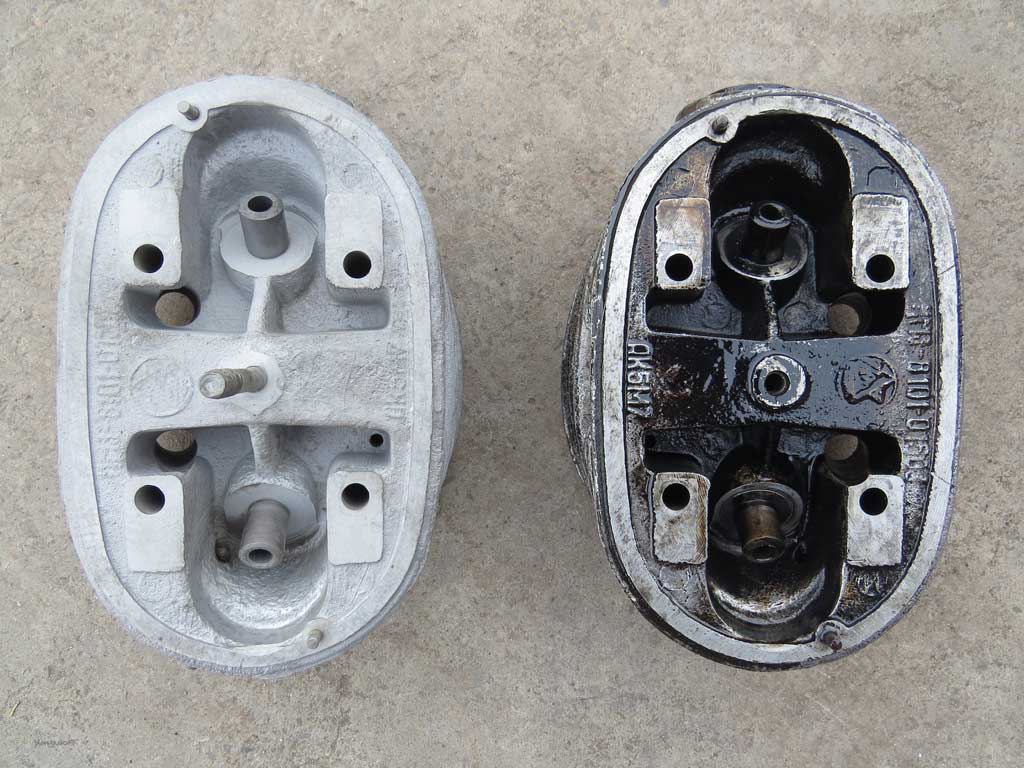

Так же одну из головок пришлось поаргонить что бы восстановить ребро.

После, головки также были отправлены на плоскошлифовальный станок для правки плоскости. И вот с этой операцией я поспешил. Её нужно делать в предпоследнюю очередь. После всех работ с головкой. Иначе приходится проявлять постоянную острожность что бы не повредить обработанную поверхность. Головы были шлифованы на 0,29мм. Править плоскость на наждачном круге нельзя! Ровно вы так не сделаете никогда, а ещё больше завалите какой-нибудь из углов.

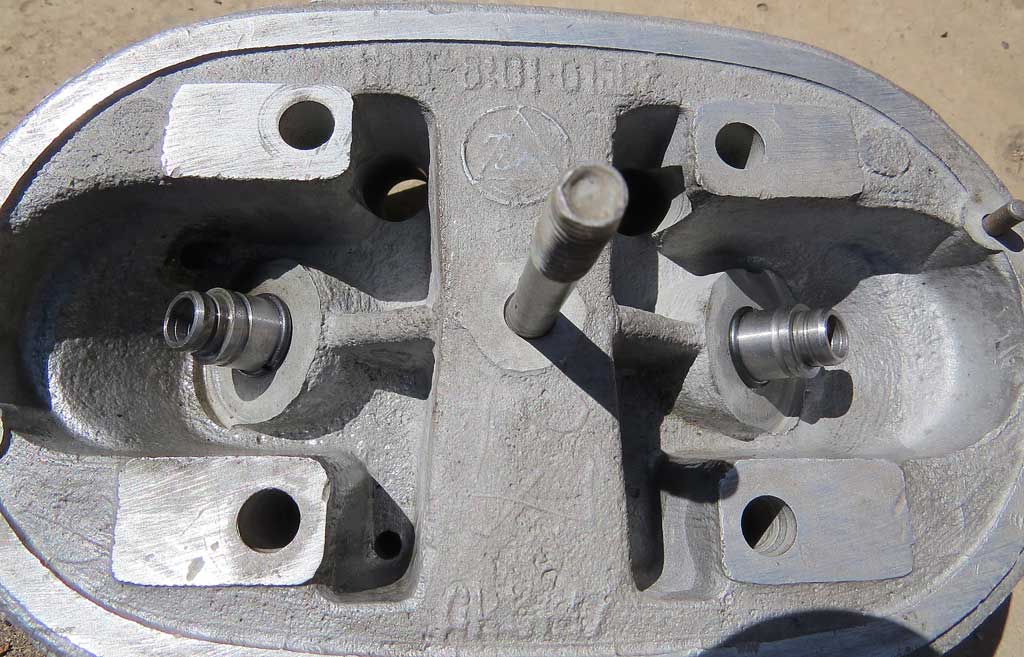
Далее идёт работа с каналами. Так как цель работ повышение надёжности и качества работы двигателя с умеренным повышением мощности без форсажа и дорогостоящих работ и запчастей то и каналы дорабатываем умеренно. Убираем ступени, острые углы и шлифуем поверхность. Диаметр каналов не увеличиваем. Для исправления геометрии каналов я использовал пневмошлифмашинку и маленькую шаровую фрезу. Для шлифовки использовал наборы кругов лепествовых с номерами 120, 240, 320. Диаметром 30 и высотой 15 мм. Брал их в хозмаге. Фото используемого инструмента приведу в конце статьи. Кроме этого для гибкого доступа ко всему каналу и финишной шлифовки изготовил простое приспособление для дрели. На обломок Ураловской длинной спицы прихватил сваркой шайбочку и между гаек зажал буквально круги войлока из валенка и между ними наждачка.

Перед тем, как шлифовать каналы, я прирезал сёдла клапанов. Поторопился. Шлифкругами периодически задеваешь кромки седла и их заново приходится править. Сёдла нужно прирезать в последнюю очередь. После правки плоскости на плоскошлифовальном станке.
Далее я озаботился клапанами. У меня где-то было в достаточном количестве Ураловских клапанов. Ещё СССР. Но найти их я так и не смог. Наверно, раньше раздал и забыл. Выписывать импортные аналоги выходит значительно дороже и, самое главное, намного дольше. Сезон уже идёт, а взбодрить надо было ещё к началу сезона. Прошёл по авторынку. Посмотрел, что предлагают. Комплекты клапанов в бело-синих коробочках по цене от 400 до 600 руб. за один и тот же товар. Клапана красивые, аккуратные и с круглым клеймом АМЗ на тарелке. Причём выпуск то магнитится, то не магнитится. То магнитится не весь. Доверия такие клапана не внушают, да и здесь, на сайте, я встречал статью с фото таких клапанов и отзывами, что они говнище китайское. В одном павильоне мне продали пару похожих, тоже с круглым клеймом АМЗ, но немнго отличающихся клапанов и выпуск не магнитится. Продавец убедил, что это наши и содрали с меня 500руб. за пару. Дорого. Даже очень. За 450-500 руб. я покупаю комплект клапанов на ЗАЗ. Хороших настоящих клапанов. И гораздо более дефицитных, кстати. Ну, ладно. Выбора не было. Я купил. И сразу же приобрёл пружины и тарелки от ВАЗ 2112. Там одна пружина значительно легче и чуть жёстче чем две Ураловских, а это вполне приемлемо для ресурса втулки распредвала. Сухарики оставил родные Ураловские. Они прекрасно работают в таких тарелках.


Тарелки у клапанов оказались очень толстыми и они тупо запирали друг друга. Отвёз их к токарю на правку. Он сказал, что это Луганск и клапана хорошие, крепкие и ровные. Ну, и слава Богу! Я насобирал ещё кое-каких из закромов и начал их готовить к установке. После шлифовки стержни показали 7,98мм.


Надо сказать, что вместе с токарками и разъездами эти два клапана мне встали рублей по 500 за штуку. А так как на впускном при шлифовке вылез заводской брак в виде скрытой трещины на тарелке то полезная стоимость вообще составила 1000руб. за один клапан. Трещина хоть и не сквозная и со стороны стержня и, возможно, при более глубокой шлифовке окажется раковиной, которая уйдёт, но ставить я его не стал. Теперь оставшийся выпускной должен отрабатывать лучше Фрецции, Маля и АЕ вместе взятых.
Далее подошла очередь выбора направляющих клапанов. Я изначально хотел ставить чугуные направляйки ВАЗ. Потому что это доступно, надёжно, недорого. У меня не было цели делать вечную головку. Она нахер не нужна. Была цель сделать быстро надёжную бюджетную головку. С направляйками оказалось всё не так просто. Почти все магазины забиты направляйками Мастер размера 14,06. А у меня три направляйки 14,03 и одна 14,06. Я нашёл направляйки СТК 14,08. Они идеально подходят для замены трёх, но для замены четвёртой слабовато может быть. Всё-таки надо натяг сток 5 иметь. В итоге я купил две оставшиеся SM 14,08 , какие-то китайские Totti — размер не помню, но подошли идеально, и на всякий случай ремонтные ВАЗ 0,22 в плюсе- это прозапас. Про запчасти Totti в интернетах отзывы неважные, мягко говоря. Как и про запчасти Pilenga. У меня стоит натяжной ролик Pilenga. Ходит лучше VBF. Получается как в том кино с героиней Лии Ахеджаковой- «Значит хорошие сапоги. Надо брать».
Читайте также: Масло из свечного колодца попало в цилиндр

Направляйки я свозил к токарю для проточки канавок под ограничительные кольца. Канавки можно не точить. Правильно подобранная напрвляющая сидит плотно и хрен когда вылетит. А неправильно подобранную никаким кольцом не удержишь. Мне удобнее запрессовывать с кольцами и я их поставил. Про направляйки Totti токарь сказал, металл хороший, точность изготовления очень высокая. В общем, похвалил. Как будут служить- время покажет.



После шлифовки каналов, замены направляек, прирезки сёдел и притирки клапанов собрал головки. Сёдла прирезал обычными ВАЗовскими шарошками. ВАЗ 2101. Они отлично режут, но дробят поверхность- на них мало зубов. В этом нет ничего страшного. Просто притирать потом будешь дольше. Поэтому я их использовал только для придания правильной геометрии седла, а для финишной прирезки проходил металлическими фрезами с большим количеством режущих граней. После них поверхность уже абсолютно ровная без рубчиков. На финише можно проходить только фрезой 45гр. То есть, только под рабочую фаску клапана. Поэтому если есть только фреза 45гр. то её будет достаточно. При прирезке ВАЗовскими фрезами давить ни в коем случае нельзя. Напайки очень острые и сгрызут седло махом! Только под собственным весом и аккуратно. Фото иструмента в конце статьи. Сначала я поставил маслосъёмные колпачки. Отрегулировал пружину клапана под размер 34,5-35мм и оказалось, что при ходе клапана вниз тарелка пружины задевает колпачёк. Она его разобьёт. Пришлось снять колпачки. Их можно использовать только с короткими направляющими либо с короткой тарелкой. Но, учитывая горизонтальное расположение клапанов и низкий уровень масла под крышкой считаю, что они там не нужны вовсе.






После этого подошла очередь установки поршней АТ. В книге написано, что поршни ставятся стрелками в направлении масляного насоса. То есть назад, к коробке. Но поршни АТ ставятся стрелками вперёд. На выхлоп. Эту информацию мне дали производители АТ. Поэтому ставим их стрелками вперёд. По ходу движеия мотоцикла. Родные пальцы после промерки оказались в ОТС. Замены не требуют и остаются служить дальше. Втулка ВГШ на правом цилиндре тоже в ОТС, а вот на левом потребовала замены. Это очень плохо. Дело в том, что перепресовать втулку плёвое дело, а вот правильно развернуть её в домашних условиях практически невозможно. Объясню почему. Втулка после запрессовки заходит в ВГШ идеально, при условии, что отверстие в ВГШ строго перпенликулярно шатуну. И когда её разворачиешь в координатном станке или расточном или любом другом, обеспечивающим высокую точность, то отверстие и , соответственно, палец, будут расположены строго перпендикулярно шатуну. Шатун будет ходить без перекосов, коленчатый вал будет изнашиваться равномерно, поршень в цилиндре будет ходить ровно. Пожалуй, почти все проблемы с коленчатыми валами связаны с неравномерными ходами шатунов. Вот какой застучал, оборвало, заклинил, тот косо и ходил. Просто там даже и причины-то другие не придумать. И смазка здесь не причём. Весь коленвал смазавается одинаково, а клинит всегда какой-то один из шатунов. Как левый, так и правый. Какой косо ходил, тот и заклинит обязательно. Даже малейший перекос помноженный на тысячи оборотов и на время работы даст сильный быстропрогрессирующий износ. И если втулку развернуть чуть под углом относительно горизонтального диаметра цилиндра, но сохранить перпендикулярность к шатуну, то ничего страшного. Круглый поршень в круглом цилиндре крути как хочешь. А вот если отверстие развернётся с перекосом даже в 1-2 сотки, то по юбке один край поршня уйдёт уже за десятку, а мы всего точим с зазором 0.08-0.1, а на длине шатуна НГШ уйдёт в перекос больше миллиметра. Поэтому сделать дырку в ВГШ ума не надо, правильно развернуть отверстие- нужен станок. В моём случае имеется установленный в двигателе коленвал с пробегом 25000км, советская втулка ВГШ, втулка ВГШ ваз 2110, ещё одна точёная бесшовная бронзовая втулка, развёртка 19-21, микрометр, электронный штангенциркуль и лазерный уровень. Совесткую втулку ВГШ я запорол. Как ни старался, а перекос получился очень сильный. Втулку ВАЗ 2110 перед установкой нужно доработать. Она под 22 палец, а нам надо под 21. Для этого аккуратно зажимаем её в тисках щелью к верху. Что бы щель плотно сошлась. И пропиливаем её по этой щели ножовкой по металлу. Толщины полотна как раз достаточно. Прпилили. Всё, втулка готова. Она качественная, биметаллическая. Сталь с бронзой. Запрессовывается прекрасно. Но напыление бронзы рассчитано под 22 палец. Оно не равномерно по толщине. При уменьшении диаметра снимаемый слой больше и с одного края бронза снялась полностью.
Совет- Разворачивать надо не по ходу режущих граней, хоть это выглядит и логично, а наоборот- против их хода. Когда разворачиваешь против хода, то снимается очень маленький слой металла и поверхность заполировывается, а если по ходу, то увеличение размера становится неконтролируемым и втулку очень быстро сгрызёт. И поверхность может получиться рваной.


Эта втулка развернулась ровно, но использовать её нельзя. Возможно на следующей такой же всё бы получилось. Им цена 45 рублей. Можно экспериментировать. Но я поставил точёную бесшовную. Периодически измеряя расстояние от развёртки то до одной, то до другой поверхности прилегания цилиндра на блоке, промеряя лазерным уровнем угол к шатуну, снимая буквально микроны я кое как подогнал втулку с относительно уверенной точностью. С третьей попытки. По крайней мере сколь-нибудь заметного перекоса обнаружить так и не смог. Нагрел феном поршни и поставил их на место. И ещё момент- сначала сверлим во втулке отверстия под смазку, а потом только разворачиваем. Так в отверстии не будет заусенцев.
Когда головки с цилиндрами были окончательно готовы, установил цилиндры на двигатель. Направляющие штанг отрегулировал точно по центру толкателей- это делается по месту просто лёгкими постукиваниями молотка, и по длине, что бы резинки прижимались достаточно плотно, но не пережимались. Если их передавить, то их начинает выворачивать и они могут начать задевать толкатель и перекрывать маслоподачу. Направляющие посадил на серый высокотемпературный герметик. Цилиндры притянул и замерил высоту подъёма поршней в ВМТ. Она должна быть абсолютно одинакова. Замеряется глубиномером штангенциркуля от торца поршня до края цилиндра. Под правый цилиндр пришлось подложить две прокладки вместо одной. Считаю, идеальный результат. Намазал поршни маслом и много раз продрыгал киком. Потом снял их и посмотрел как ходят поршни. Масляная плёнка одинакова, следов задевания вообще никаких. Ну, значит будем надеяться, что развернул без перекосов.После того, как всё точно было вымерено и выставлено, снова снимаем цилиндр и устанавливаем кольца. Ставить их одними пальцами то ещё удовольствие. Да хоть бы маслосъёмное было наборным, а то коробчатое. Кое-как их заборол. Маслосъёмное стягивал по канавке тонкой нихромовой проволокой и только после этого смог запихнуть один край в цилиндр. Потом снимаешь проволоку и одеваешь цилиндр до конца. Кольца ВАЗовские, хорошие.
Читайте также: Прокладка под цилиндр буран


Подошла очередь коромысел. Передо мной предстал вот такой ассортимент. Кусочек бронзового прутка на фото стоит 69 рублей. Его достаточно на одну втулку. Плюс работа токаря рублей 200-300.

Шикарно! Жаль только, выбрать нечего. Ну, разве что кроме старинных коромысел с прямым клювом. Они даже без втулок. Металл по металлу, но без износа вообще. Разобрал свои с двигателя. Втулки вроде ничо так, а оси в хлам. Оси менять однозначно. Вопрос- На что? Либо подбирать хромированный шток на 15 и точить из него, либо пальцы от ИЖ Планета. Больше вариантов я так быстро не придумал. Были парочка экзотических, но это на крайний случай. На удивление пальцев на авторынке было в избытке. 4 штуки оптом мне отдали по 40руб. за штуку. Пальцы отличного качества. Идеальный размер. Посадить коромысла на игольчатые подшипники и забыть про этот узел навсегда было моей давней идеей. В Ураловское коромысло идеально подгоняются 2 игольчатых 941х15. Прям даже старую втулку вытаскивать не надо. Аккуратно протачиваешь с каждой стороны под подшипник, с предварительной центрацией конечно, а кусок втулки так посередине и остаётся. Набрал я, значит, пальцев, подшипников и так всё бы хорошо складывалось если бы пальцев по длине хватало. А так как их не хватает, то будем протезировать. На фото ниже один палец уже запротезирован. К слову сказать, цена игольчатого 68 руб. За два 136 + рассверлить. Сопоставимо по цене с заменой втулки, но только рерурс превосходит несопоставимо.

Протез, то есть вставка, точится из обычной чернухи на всю длину пальца. Это обязательно. Родные оси проточить мы не смогли. Резцы ломает. Бронза их сгрызть смогла, а разцы нет. Все вставки точатся по одному образцу! Это обязательно. Палец на вставку должен садиться с небольшим натягом!

После этого пару новая ось-старая ось зажимаем в тиски и работая круглым напильником и болгаркой точим лунки под шпильки. Работаем по шаблону получается.

Сделать лунки с абсолютной параллельностью вряд ли получится. Это не страшно. У нас же ось двухсоставная, пока что. Собираем коромысло. Боёк коромысла перед сборкой осматриваем и при необходимости правим напильником. Вставки осей на всех коромыслах располагаем внизу! Вставляем болты на 8. Регулируем параллельность вращением одной части относительно другой. В моём случае коромысла на новые оси сели идеально и одну из втулок пришлось даже немного развернуть. Глупо ломать работающий узел. Поэтому игольчатые я отложил для лучших времён и оставил коромысла на втулках. Установил прокладки и головки. Шпильки отобрал из тех, что были. Штанги проверил на плоскости. Не идеал, но и не кривые. Ещё походят. Как бы плотно и туго коромысло не было собрано, его немного раздвигает. Поэтому при затягивании придерживаем стойки коромысла разводным газовым ключом. Перед затягиванием головок я прижал их без прокладок к цилиндрам, вставил в свечное отверстие фонарик и в темноте просматривал плотность прилегания головки к цилиндру. Она абсолютна. Головки я притянул на 30 кг. На следующий день протянул ещё раз. Почти не сели. Ось коромысла у нас получилась качественная, но двухсоставная. Поэтому, не смотря на лунку, проходящую насквозь через палец и прихватывающую вставку, при нагреве вставка будет гулять относительно пальца и вертикальная настройка коромысла не сохранится. Что бы этого избежать я сварил полуавтоматом торец вставки с пальцем. Эта работа проводится уже на двигателе после того, как коромысла притянуты окончательно и их вертикальные зазоры отрегулированы и зафиксированы.

Всё. Теперь у нас есть абсолютно монолитная ось коромысла с параллельными лунками и чёткими стабильными зазорами. Ось, не хуже заводской. Кстати, проточку для сбора грязи внутри коромысла, как на заводской оси, я не делал. Масло через неё и так протечёт. Вот только после всех этих работ регулируем боёк коромысла относительно центра стержня клапана. Это можно сделать лёгкими ударами молоточка. Теперь у нас ничего никуда не убежит и не нарушится. Регулируем клапаны. Закрываем крышки.
Далее я залил масло Лукойл синтетика 5w30 и изготовил пружину для поджатия масляного фильтра. Дело в том, что представленные у нас на рынке маслофильтры для Урала отличаются по высоте на несколько мм. А их металлическая нижняя часть имеет отверстие больше чем посадочное и резиновое кольцо плотно не прижимается. Фильтр в стакане тупо болтается. Что бы этого избежать я размотал пружину от выжимного ГАЗ53 и свил из неё коническую пружину. Коническая для того, что бы при её полном сжатии витки спирально убирались друг в друга и в полностью сжатом состоянии пружина была не толще диаметра проволоки из которой сделана и не деформировала масляный фильтр если он окажется слишком высок. Эта пружина отлично прижимает фильтр к резинке и исключает прорыв грязного масла.


Как и обещал фото используемого при ремонте инструмента.

Так же для шлифовки клапанов была прибретена электродрель с очень высокой точностью. Она вообще не бьёт. Просто не было у меня хорошей маленькой дрели. Пришлось купить.

После сборки звук мотора стал приятным басовитым. Глухим. 92 бензин теперь родной для моего Урала. Я доволен. Таким образом с минимальными затратами денег и времени можно получить хороший результат который будет радовать не один сезон и не одну тысячу километров.