- Маслоразбрызгивающие форсунки, толкатели и распредвал
- Подшипники коленвала
- Балансирные валы ДВС 1012
- Ведущая шестерня, регулятор, рейка ТНВД
- Крышка распределительных шестерен и фронтальная крышка
- Поршень и шатун
- Монтаж топливного насоса высокого давления
- Маховик и шкив клиноременной передачи
- Головка цилиндра
- Ремонт узлов двигателей Deutz BFM 1012/1013. Часть 1
- Блок цилиндров
- Масляный насос и передняя крышка
- Крышка распределительных шестерен
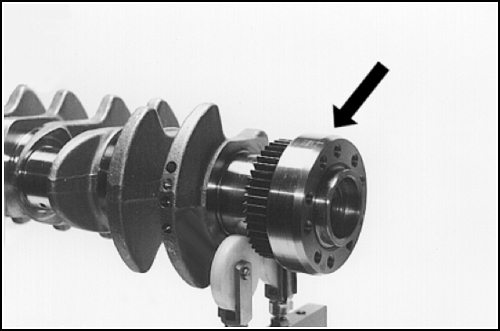
- Коленвал
- Маховик, зубчатый обод маховика
- Шатун
- Поршень
Маслоразбрызгивающие форсунки, толкатели и распредвал
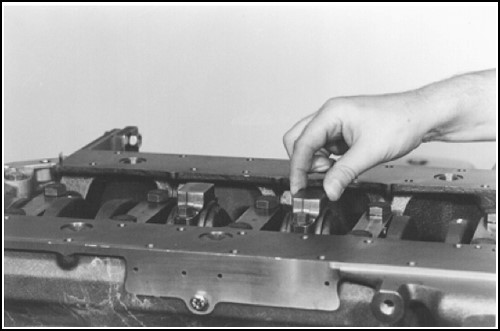
- Форсунки устанавливаются на место. Чтобы они встали до упора необходимо нажать.
- Устанавливаются на место толкатели, затем распредвал.
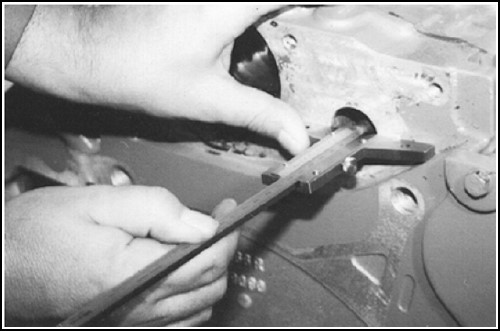
Подшипники коленвала
Штихмас устанавливается на размеры:
- для ДВС 1012 – 36 мм;
- для ДВС 1013 − 38 мм.
- После установки вкладышей подшипника, их размещают в крышке коренного подшипника. После того, как упорные кольца будут приложены к крышке упорного коренного подшипника, производятся замеры. Осевой зазор определяется, как разница между первым и вторым размерами. Например, на ДВС 1012 первый размер составляет 36,04 мм, второй – 35,90 мм. Разница 0,14 мм между ними и даст величину осевого зазора. Допускается осевой зазор в следующих пределах:
- для ДВС 1012 – от 0,1 до 0,3 мм;
- для ДВС 1013 – от 0,1 до 0,3 мм.
- На коленвале до монтажа делается отметка.
- Ставиться отметка на распредвале, после чего он должен быть правильно установлен.
- Устанавливается коленвал, необходимо добиться совмещения нанесенных отметок.
- Перед установкой упорных колец проверяется, чтобы их антифрикционный слой был обращен к щеке коленвала.
- Устанавливаются половинки, у которых нет направляющего выступа.
- Вторые половинки, у которых выступ есть, устанавливаются в крышке с нанесением смазки. Смазка используется в качестве клея. Направленность антифрикционного слоя должна быть такой же, как и примененная ранее.
- Крышка упорного коренного подшипника ставиться на место. Местонахождение крышки первого подшипника – на стороне маховика.
Внимание! У ДВС 1012 надо контролировать, чтобы бобышки смотрели на маховик.
- Дальнейшая установка крышек производится в соответствии с их номерами.
Закручивается крепеж в соответствии с требованиями:
Начальное усилие должно составлять:
- для ДВС 1012 – 30 Нм;
- для ДВС 1013 – 50 Нм.
Затем последовательно болты подтягиваются:
- в первый раз на 60°;
- во второй раз на 60°.
Крепеж можно использовать не больше 3 раз.
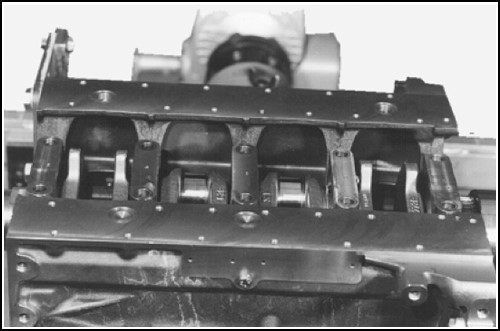
Балансирные валы ДВС 1012
- ДВС разворачивают на 180° и с помощью инструмента выкручиваются пробки.
- Ставиться на место балансирный вал таким образом, чтобы грузы смотрели в сторону уплотнителя масляного поддона.
- Регулировочный болт вкручивается в картер до конца. Нужно добиться совмещения расточек картера и вала.
- На место устанавливается упорная шайба. Необходимо ее отцентровать, ориентируясь на ось балансирного вала.
- Закручивается болт с усилием 29 Нм.
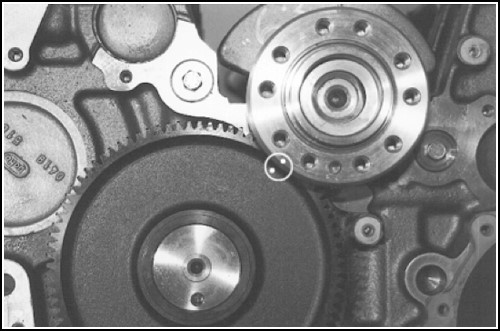
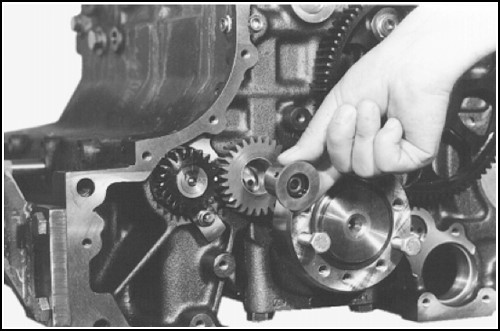
- Коленвал монтируется таким образом, чтобы первый цилиндр оказался на ВМТ. Для этого отметка на коленвале совмещается с проходящей через центры двух валов (коленчатого и распределительного) линии.
- На место ставится промежуточная шестерня. После установки на нее нажимают с легким усилием так, чтобы эта шестерня вошла в зацепление с шестерней коленвала.
- На противоположных зубьях шестерни делается отметка.
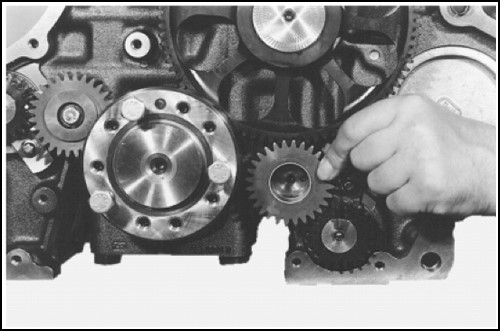
- По часовой поворачивается коленвал, величина поворота – 3 зуба.
- Затем делается поворот коленвала в противоположную сторону так, чтобы совпали расточки.
- Устанавливается коренная шейка и слегка поворачивается коленвал поочередно в противоположные стороны для того, чтобы удостовериться в достигнутой центровке коренных шеек.
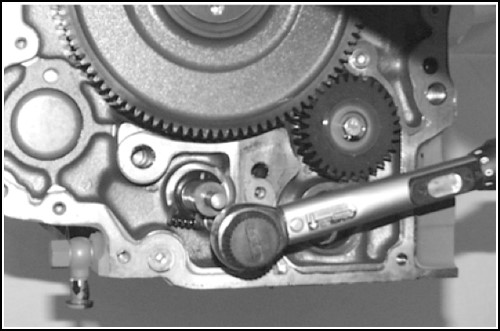
- После установки на место крепежного болта его закручивают с усилием 29 Нм.
- Балансирный вал монтируется так, чтобы грузы были ориентированы уплотнителя масляного поддона.
- Болт регулировки вала вставляется в картер до конца. При этом требуется следить за совмещением расточек вала и картера.
- Упорная шайба устанавливается на место. Проводится отцентровка, ориентируясь на ось балансирного вала.
- После установки на место крепежного болта, он закручивается с усилием 29 Нм.
- При установке промежуточной шестерни необходимо следить за совмещением отверстий.
- Устанавливается коренная шейка.
- После установки на место крепежного болта его закручивают с усилием 29 Нм.
- Затем надо извлечь 2 болта для регулировки.
- Берут новые медные кольца для уплотнения и закрывают ими отверстия.
Ведущая шестерня, регулятор, рейка ТНВД
- Собирается ведущая шестерня и опорная шейка, затем они устанавливаются на место. Закручивают крепеж с усилием 21 Нм.
- Ставят на место рейку топливного насоса высокого давления, одновременно устанавливают направляющую втулку.
- На крепеж нанести средство для фиксации DW 71 и закрутить. Усилие должно составлять 10+2 Нм.
Крышка распределительных шестерен и фронтальная крышка
- В точках смазки, нанести на крышки распределительных шестерен средство для уплотнения DW 67.
- Крышка ставится на место, немного прикручивается крепеж, выравнивается деталь по отношению к уплотнителю масляного поддона. После выравнивания крепеж закручивается с усилием 21+2 Нм.
- На роторы во фронтальной крышке наносится немного масла. Уплотнитель фиксируется средством для фиксации DW 71.
- ДВС разворачивается на 180° так, чтобы уплотнитель масляного поддона смотрел вниз.
- Производится выравнивание ротора по отношению к коленвалу.
- Фронтальная крышка ставиться на место, немного прикручивается крепеж, выравнивается деталь по отношению к уплотнителю масляного поддона. После выравнивания закрутить крепеж с усилием 21+2 Нм.
Поршень и шатун
- В шатун вставляются вкладыши шатунного подшипника.
- Угол смещения замков поршневых колец должен составлять 90° — 120° между собой.
- Поршень вместе с шатуном устанавливается в БЦ так, чтобы значок, соответствующий маховику, смотрел на него.
- Необходимо надавить на шатун. Нажимать надо в сторону шатунной шейки. После этого ставиться крышка.
- в первый раз на 60°;
- во второй раз ДВС 1012 на 30°, а ДВС 1013 на 60°.
Читайте также: Клапан электромагнитный smart sf6232
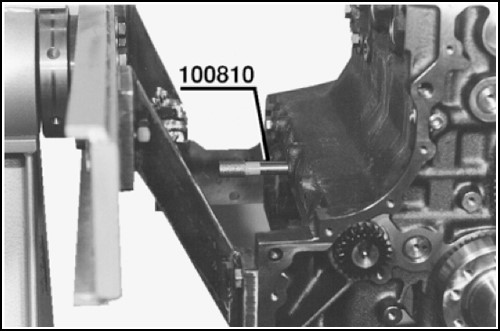
Монтаж топливного насоса высокого давления
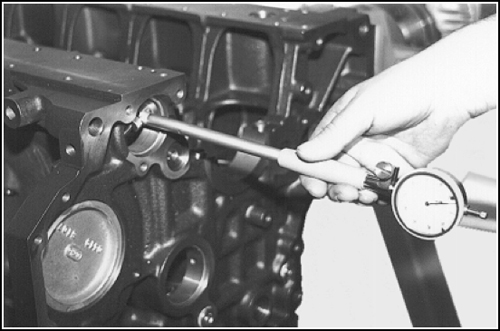
Определение верхней мертвой точки для поршня, который относится к ТНВД
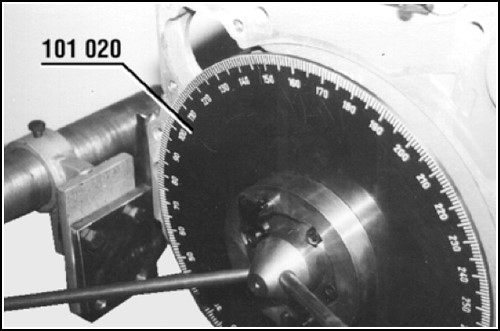
- Рейка для замера устанавливается на верхней мертвой точки. Поворачивать коленвал необходимо в сторону вращения ДВС и вращать до тех пор, пока стрелка индикатора не достигнет верхней мертвой точки. Индикатор выставляется на 0.
- Далее коленвал поворачивается в противоположную сторону на 90°. Снова изменить направление вращения коленвала. Остановить вал нужно в 8 мм от верхней мертвой точки. Диск со шкалой выставляется на 0.
- Коленвал разворачивается на 90° в том направлении, в котором вращается ДВС. Изменить направление вращения коленвала и остановить вал нужно в 8 мм от верхней мертвой точки. Записать значение в градусах. Верхняя мертвая точка – это половина полученного значения.
- Разворачивается коленвал до отметки на диске, которая соответствует половине полученного значения.
- Перестать вращать коленвал. Немного открутить болты, диск установить на 0.
- На место ставятся роликовые толкатели.

Установка момента впрыска ТНВД
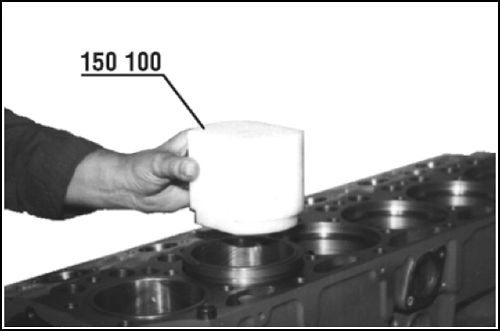
Индикатор в приспособлении для проведения измерений выставляется на 0.
- ДВС 1012: индикатор 100 780, установочный размер – 115 мм;
- ДВС 1012: индикатор 100 860, размер – 126 мм;
- ДВС 1013: индикатор 100 840, размер – 150 мм.
Повторить эти шаги для каждого топливного насос высокого давления.

Внимание! Очередность этапов работ по сборке топливного насоса высокого давления должны быть повторены для каждого насоса.
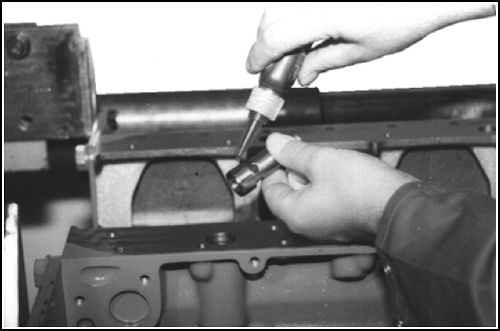
- Рычаг поворотного кулака топливного насоса высокого давления выставляется в среднее положение.
- На плоскость с предосторожностями ставится роликовый толкатель нужного цилиндра. Наносится немного масла в гнездо и на кольца уплотнения. После этого аккуратно в рейку топливного насоса высокого давления заводится рычаг поворотного кулака.
- Фланец ставится на место так, чтобы он был ориентирован на корпус топливного насоса высокого давления. На крепеж наносится немного масла, после чего он закручивается с усилием 5 Нм.
- После этого крепеж отворачивают на 60°.
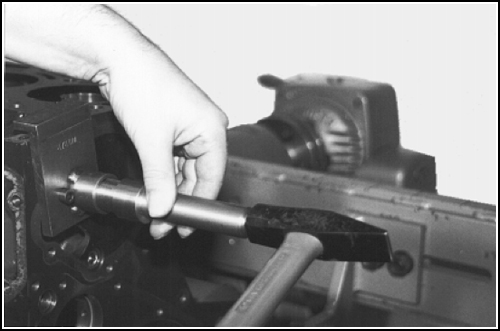
- С помощью торцевого ключа аккуратно против часовой поворачивают топливный насос высокого давления пока не станет заметен упор.
- Опять закручивают крепеж на 60°. Делается это постепенно: затянуть с усилием 7 Нм, повторить − с 10 Нм и завершить – с 30 Нм. Начинают закручивать крепеж с наружного болта.
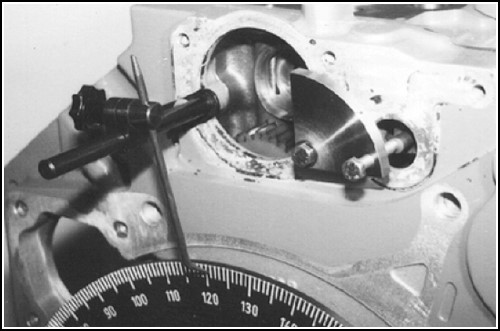
Проведение замера хода рейки (вместе с топливными насосами высокого давления)
- После откручивания и удаления стопора разворачивают приспособление.
- Производится замер расстояния от стопора до той точки, где рейка остановилась.
- Далее производится замер расстояния от стопора до точки, где рейка начинает движение. Разница между этими расстояниями считается ходом рейки.
- Снимается стопор, стрелка и диск с нанесенной шкалой.
Проверка и замер хода рейки
- Рейка должна оказывать одинаковое сопротивление, когда ее задвигают медленно. После того, как нажатие на рейку прекратилось, пружина должна вернуть ее в начальное положение.
- Измеряется ход рейки от крышки распределительных шестерен до той точки, где рейка остановилась. Это значение учитывают, если регулятор требуется поменять или отремонтировать.
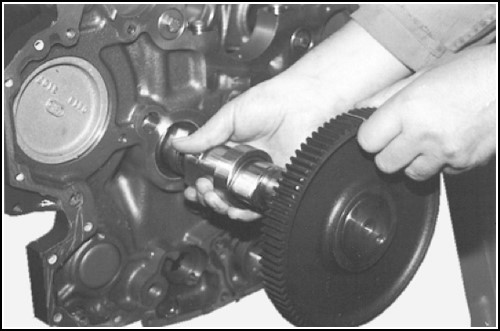
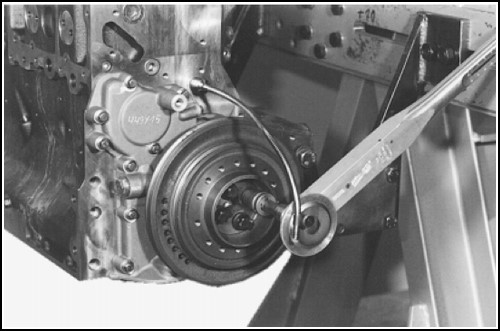
Маховик и шкив клиноременной передачи
Придерживая деталь, закрутить крепеж согласно требованиям:
Начальная протяжка должна производиться для крепежа с размерами:
- 35-45 мм с усилием от 20 до 30 Нм;
- 50-85 мм — от 30 до 40 Нм.
Первый угол дополнительной протяжки для крепежа всех размеров − 60º.
Второй угол дополнительной протяжки для крепежа с размерами:
- 30 мм – 30°;
- 35-85 мм) – 60°.
При наличии подтверждающих документов крепеж разрешено использовать до 5 раз.
- Шкив клиноременной передачи ставится на место. Придерживая шкив, закручивается крепеж согласно требованиям:
Начальная протяжка должна производится с усилием от 40 до 50 Нм.
Первый угол дополнительной протяжки для крепежа с размерами:
- 60 мм – 60°;
- 80 мм – 60°.
Второй угол дополнительной протяжки для крепежа размерами:
- 60 мм – 30°;
- 80 мм – 60°.
При наличии подтверждающих документов крепеж разрешено использовать до 5 раз.
Головка цилиндра
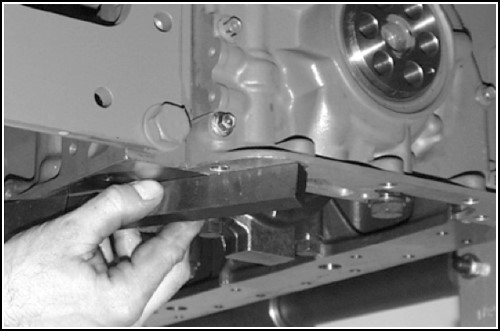
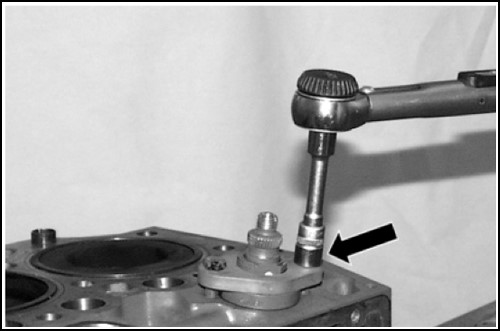
- Выбирается соответствующая прокладка для головки цилиндра, индикатор устанавливается на 0.
- Индикатор устанавливается на первом поршне в точках проведения измерений и измеряется, насколько поршень максимально выступает. Такие измерения провести на каждом поршне.
Ремонт узлов двигателей Deutz BFM 1012/1013. Часть 1
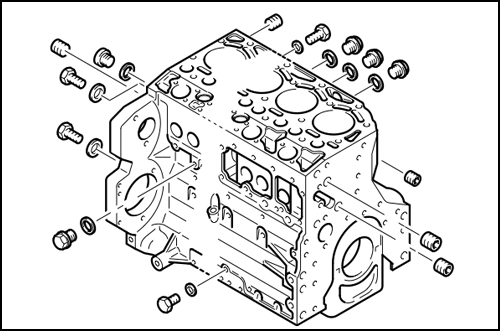
Блок цилиндров
- ДВС BFM 1012 — 30 Нм;
- ДВС BFM 1013 — 50 Нм.
Затяжку следует провести до начала измерений.
Обе ступени, 1-ая и 2-ая, подтягиваются до 60˚.
- ДВС BFM 1012 – 94 мм.
- ДВС BFM 1013 — 108 мм.
Допустимая величина отклонения при измерении составляет + 0,02 мм.
Допустимая изношенность не может превышать 0,1 мм к установленным размерам диаметра.

На двигателе 1013 снимаются гильзы цилиндра. Далее осматривается опорный буртик. Измерение окружности проводится в нескольких точках. Допустимый размер составляет X = 9 – 0,02 мм. Замена гильзы необходима при наличии повреждений, а также в случае, если отклонение превышает 0,02 мм.
Для осмотра опорного буртика нужно выбрать несколько точек и произвести его измерения. Допустимое отклонение составляет 0,03 мм к установленному размеру буртика 8,92 мм.
Замена картера производится, если отклонение превышает эту величину или имеются повреждения.
Для проверки масляных каналов выкручиваются резьбовые пробки. В каналах должен быть свободный проход.
Втулки подшипника распредвала
- ДВС BFM 1012 – 60 мм;
- ДВС BFM 1013 — 65 мм.
Допустимая величина отклонения при измерении внутреннего диаметра втулки штихмасом:
- ДВС BFM 1012 – +0,054 мм;
- ДВС BFM 1013 – +0,054 мм.
Допустимая изношенность не может превышать 0,08 мм к установленным размерам диаметра.
Снимаются втулки подшипника.
Важно: На втулках подшипника ДВС BFM 1013 предварительно ставятся отметки. Эти отметки должны быть нанесены на детали после проведения замены.
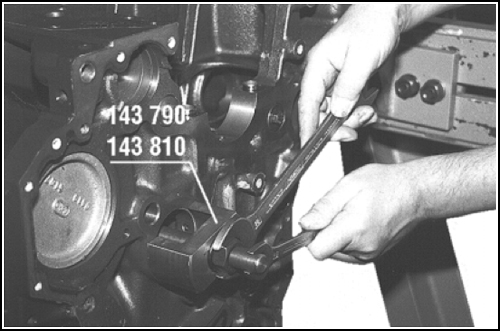
После демонтажа втулки прикладывают к месту установки новую деталь и проверяют совмещение масляных каналов, высверленных во втулке.
После этого новую втулку ставят на место.
Втулки подшипника ДВС BFM 1012
Штихмас устанавливается на 54 мм.
Допустимая величина отклонения при измерении внутреннего диаметра втулки в двух точках штихмасом составляет + 0,045 мм.
Допустимая изношенность не может превышать 0,125 мм к установленному размеру внутреннего диаметра втулки.
После демонтажа втулки к месту установки прикладывают новую деталь, помечают и проверяют совмещение масляных каналов, высверленных во втулке, а также центровых отверстий.
После этого новую втулку ставят на место.
Haпpaвляющиe втулки для рейки THBД
- на ДВС BF4/6M – впереди;
- на ДВС BF6M – со стороны маховика.
Короткая монтажная оправка вставляется в центрирующий элемент.
Проверяется направление фаски при насадке направляющей втулки на монтажную оправку. Фаска должна быть направлена в сторону картера.
Затем на картере фиксируется центрирующий элемент с монтажной оправкой.
Направляющая втулка забивается до конца.
Примечание: на ДВС BF6M направляющая втулка забивается со стороны маховика. Используется длинная монтажная оправка.
Перепускной клапан ДВС BFM 1013
При необходимости демонтируется.
Старый перепускной клапан снимают. Для этого в него надо вкрутить приспособление для снятия в высверленное сверлом диаметром 6,7 мм отверстие с нарезанной в отверстии резьбой М8.
Перед установкой нового перепускного клапана его надо смазать специальным средством Deutz DW 71. Вбить новый перепускной клапан с помощью подручного инструмента.
Затяжка резьбовых пробок производится согласно требованиям Инструкции. Поз. 4, 13, 17, 21 устанавливают с новыми медными кольцами. Позицию 24 предварительно смазать специальным средством Deutz DW 72.
| BFM 1012 | BFM 1013 | |
|---|---|---|
| Поз. 4 = | 35 ± 3,5 Нм | |
| Поз. 6 = | 95 ± 9,5 Нм | |
| Поз. 7 = | 65 ± 6,5 Нм | |
| Поз. 8 = | 35 ± 3,5 Нм | |
| Поз. 13 = | 35 ± 3,5 Нм | |
| Поз. 17 = | 29 Нм | — |
| Поз. 21 = | 9 + 4 Нм | — |
| Поз. 24 = | — | 10 ± 2,0 Нм |
Важно: После снятия поз. 6-8 подлежат замене на новые.
Гильзы цилиндра ДВС BFM 1013
Важно: обработать маслом прилегающую поверхность картера и саму гильзу. Во время проведения этой операции требуется обеспечить чистоту уплотнительной поверхности и опорного буртика.
Читайте также: Гидрокомпенсаторы клапанов в бмв
Масляный насос и передняя крышка
После выбивания сальника вала надо осмотреть переднюю крышку. В случае обнаружения дефектов крышка подлежит замене.
Важно: вращение роторов должно быть ничем не затруднено.
Перепускной клапан и масляный насос демонтируют для того, чтобы очистить переднюю крышку.
На ДВС 1012 перепускной клапан выкручивается.
На ДВС 1013 для снятия перепускного клапана надо монтажным инструментом нажать на нажимную пружину и снять стопорную шайбу. Передняя крышка подлежит замене, если в ходе осмотра были обнаружены дефекты деталей или их изношенность.
Масляный насос после возвращения на место фиксируют с усилием 9 Нм.
На ДВС 1012 перепускной клапан вкручивают на место с усилием 40±4 Нм.
На ДВС 1013 перепускной клапан устанавливают, прижимая нажимную пружину и вставляя стопорную шайбу.
Важно: требуется контролировать правильную установку стопорной шайбы.
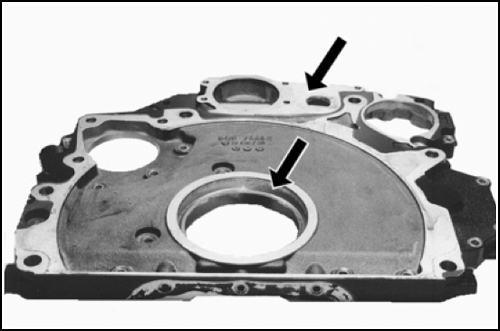
Крышка распределительных шестерен
- После выбивания сальника вала снимают крышку, обращая при этом внимание на распорные втулки.
- При наличии датчика частоты вращения его демонтируют.
- Крышка распределительных шестерен подлежит замене, если в ходе осмотра были обнаружены дефекты или изношенность.
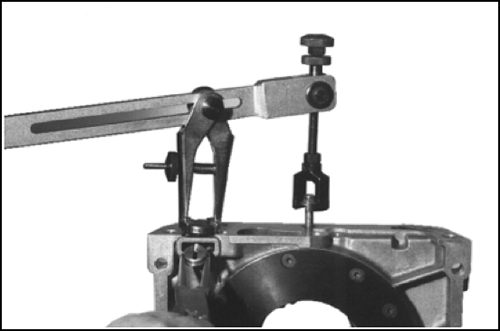
Коленвал
После фиксации коленвала ДВС BFM 1012 и 1013 в призматической опоре проводят измерения.
Допустимые размеры для шеек коренных подшипников:
- диаметр для:
- ДВС BFM 1012 – 74,00±0,02 мм;
- ДВС BFM 1013 – 85,0±0,02 мм;
- ДВС BFM 1012 – 73,5±0,02 мм;
- ДВС BFM 1013 – 84,5±0,02 мм;
Читайте также: Ваз 2112 впускной коллектор 16 клапанов подсос воздуха
Допустимые размеры для шейки упорного коренного подшипника:
- ширина для:
- ДВС BFM 1012 – 36,0+0,04 мм;
- ДВС BFM 1013 – 38,0+0,05 мм;
- ДВС BFM 1012 – 36,44 мм;
- ДВС BFM 1013 – 38,46 мм;
Допустимые размеры для шатунной шейки:
- диаметр:
- ДВС BFM 1012 – 58,0-0,02 мм;
- ДДВС BFM 1013 – 68,0-0,02 мм;
- ДВС BFM 1012 – 57,50-0,02 мм;
- ДВС BFM 1013 – 67,50-0,02 мм;
- BF4M − 0,07мм;
- BF6M − 0,10 мм.
Требуется произвести осмотр поверхности сальников вала.
Очень важно: компания Deutz предоставляет возможность получения в своем сервисном центре коленчатого вала вместо изношенного. Также существует возможность ремонта изношенного коленвала в сервисном центре компании.

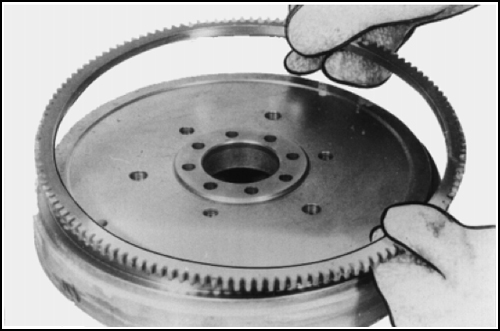
Маховик, зубчатый обод маховика
- Требуется осторожно рассверлить зубчатый обод маховика, не нанеся повреждений маховику.
- После демонтажа зубчатого обода с маховика удаляются загрязнения и производится визуальный осмотр опорного буртика.
- Перед установкой на место зубчатый обод разогревают до температуры не выше 210ºС. При установке зубчатого обода нужно, чтобы он плотно прилегал к буртику.
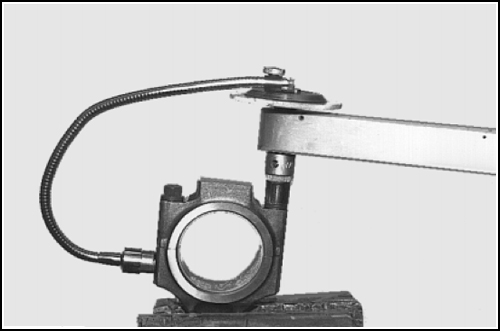
Шатун
- Штихмас устанавливается на:
- ДВС 1012 — 34 мм;
- ДВС 1013 — 42 мм.
Номинальные значения запрессовки втулки на:
- ДВС BFM 1012 – 34,0 + (+0,035+0,025) мм;
- ДВС BFM 1013 – 42,0 + (+0,05+0,04) мм.
Допустимая изношенность не может превышать 0,08 мм к установленным размерам зазора поршневого пальца.
Втулка подлежит замене, если превышены допустимые размеры.
При запрессовке втулки масляные каналы шатуна и втулки надо совместить. Запрессовывается втулка заподлицо.
Точность обработки втулки на прецизионном станке после запрессовки на:
- ДВС 1012 – 34,0+0,025 мм;
- ДВС 1013 – 42,0+0,04 мм.
Важно: перед установкой крышки нужно проверить наличие распорных штифтов и правильное положение крышки.
- первый угол подтяжки должен быть 60º;
- второй:
- для ДВС 1012 − 30º;
- для ДВС 1013 − 60º.
- ДВС 1012 — 61,6 мм;
- ДВС 1013 — 72,5 мм.
Допустимая величина отклонений от установленных размеров отверстий шатунного подшипника не должна превышать 0,02 мм.
Очень важно: при любых отклонениях от указанных результатов замеров обязательно заменяются вкладыши и проводятся новые измерения.
Результаты измерений в указанных диапазонах гарантируют предварительный натяг после установки вкладышей шатунного подшипника.
- первый угол подтяжки должен быть 60º;
- второй:
- ДВС 1012 − 30º;
- ДВС 1013 − 60º.
- внутренний диаметр вкладыша должен быть в диапазоне:
- для ДВС 1012 от 58,03 до 58,07 мм;
- для ДВС 1013 от 68,036 до 68,076 мм;
- ДВС 1012 от 57,78 до 57,82 мм;
- ДВС 1013 от 67,536 до 67,576 мм;
Очень важно: При превышении допусков в пределах 0,015 мм разрешается дальнейшее использование шатуна. Если эта величина превышена, шатун подлежит замене.
- при проверке на параллельность – 0,05 мм;
- при проверке на прямоугольность – 0,05 мм.
Сборка шатуна с поршнем
Важно: до сборки требуется проверить направление замков стопорных колец (правильно – к днищу поршня).
Выровнять и установить стопорное кольцо.
Совместить на одной стороне при сборке значок маховика на поршне и пригоночные штифты шатуна.
Выровнять и установить второе стопорное кольцо.
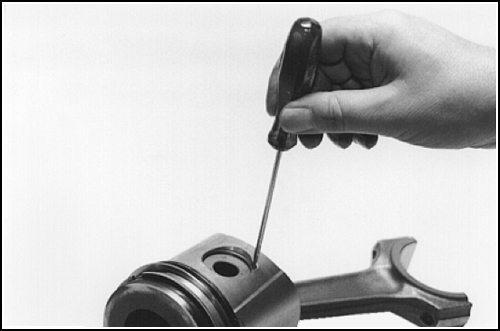
Поршень
На ДВС 1012 с помощью инструмента снять стопорное кольцо и вытащить поршневой палец. Использовать инструмент нужно, чтобы не пораниться.
На ДВС 1013 с помощью инструмента снять стопорное кольцо и вытащить поршневой палец. Снять поршневые кольца с помощью накладных клещей. Удалить с поршня загрязнения и провести визуальный осмотр поршня и кольцевых канавок.
Осевые зазоры колец должны составлять 0,17 мм для второго кольца и 0,10 мм – для третьего. Для первого – трапециевидная канавка. Это предельные размеры износа. Измерения нужно проводить с установленными новыми кольцами.
- ДВС 1012 – 34,0-0,006 мм;
- ДВС 1013 – 42,0-0,006 мм.
- сначала трапециевидное, чтобы верхняя его часть смотрела на камеру сгорания;
- затем коническое, чтобы верхняя его часть смотрела на камеру сгорания;
- в завершении маслосъемное с прорезями.
Важно: смещение замка пружинного расширителя маслосъемного кольца должно составлять 180º по отношению к кольцевому замку.