


Коррекция соосности впускного коллектора его замена и профилактика. Не снимайте больше материала, чем это необходимо для восстановления плоской поверхности контакта головки с блоком цилиндров. Некоторые производители ограничивают допустимую общую толщину материала, которую можно удалить с плиты блока цилиндров и нижней плоскости головки, величиной 0,008 дюйма (0,2 мм). Удаление слоя материала с нижней плоскости головки блока цилиндров двигателя с верхним распределительным валом приводит к уменьшению расстояния между распределительным валом и коленчатым валом. Это в свою очередь, вызовет запаздывание моментов открывания и закрывания клапанов, если не восстановить исходное расстояние между распределительным валом и коленчатым валом с помощью специальной компенсационной прокладки из меди, которая устанавливается между плитой блока цилиндров и уплотнительной прокладкой.
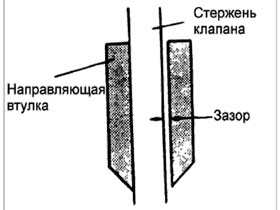
Направляющая втулка клапана обеспечивает идеальную соосность уплотнительной фаски клапана с седлом клапана в головке блока. Направляющие втулки клапанов выполняются, как правило, встроенными, т.е. отливаются вместе с корпусом головки. Это делается с целью улучшения теплопередачи и снижения стоимости производства. При несовместимости материалов стержня клапана и головки направляющие втулки выполняются в виде вставных (запрессованных) деталей.
Независимо то того, насколько качественны сами клапаны и седла клапанов, они не смогут хорошо работать, если направляющая втулка не соответствует на обоих концах втулки приобретают эллиптическую или яйцеобразную форму. Если стержень клапана болтается в направляющей втулке, то нет нужны проверять ее — и так понятно, что ее нужно ремонтировать. Направляющая втулка клапана должна быть восстановлена так, чтобы соответствовать клапану, который планируется установить в ней.
Многими производителями автомобильных двигателей стандартный зазор между стержнем и направляющей втулкой клапана задается в пределах от 0,001 дюйма до 0,003 дюйма (от 0,025 мм до 0,076 мм). Однако для ряда моделей автомобилей, особенно тех, которые оснащены двигателями с алюминиевыми головками блока цилиндров, могут быть указаны намного более широкие зазоры. Нуапример, во многих двигателях Chrysler объемом 2,2 л и 2,5 л стандартный зазор установлен в пределах 0,003-0,005 дюйма (от 0,076-0,127 мм). Такой зазор может показаться слишком большим автомеханикам, приученным к обычным техническим требованиям на величину зазора. Хотя такой зазор может показаться чрезмерным, запомните, что в процессе нагрева стержень клапана расширяется в диаметре. Таким образом, рабочий зазор меньше зазора, измеренного при комнатной температуре. Прежде чем окончательно решить, что направляющая втулка клапана имеет чрезмерный износ, еще и еще раз сверьтесь с техническими требованиями завода-изготовителя.
- Зазор между стержнем и направляющей втулкой клапана
- Измерение износа направляющей втулки клапана
- Клапаны со стержнем увеличенного диаметра
- Замена направляющей втулки клапана
- Определение технического состояния втулок впускных и выпускных клапанов, проверка зазора, развертывание и замена втулок, выпрессовка и запрессовка.
- Проверка состояния стержней клапанов и их направляющих втулок
- Последовательность операций:
- Проверка зазора между стержнем клапана и направляющей втулкой
- 💡 Видео
Зазор между стержнем и направляющей втулкой клапана
Производители автомобилей обычно указывают следующие величины стандартного зазора между стержнем и направляющей втулкой клапана.
Обязательно сверяйтесь с техническими требованиями изготовителя на обслуживаемый двигатель. У выпускного клапана зазор больше, чем у впускного, потому что выпускной клапан нагревается сильней, а следовательно и расширяется больше, чем впускной.
Избыточный зазор между стержнем и направляющей втулкой клапана является причиной повышенного расхода масла. Под действием разрежения, создаваемого во впускном коллекторе, через зазор в направляющей втулке впускного клапана с верхней поверхности головки блока в камеру сгорания засасывается масло. Из-за увеличенных зазоров клапаны нагреваются больше чем обычно, потому что большая часть тепла, накопленного клапаном, отводится в головку блока цилиндров через направляющую втулку клапана.
Диаметр человеческого волоса составляет примерно 0,002 дюйма (0,05 мм). Таким образом, типичный зазор между стержнем и направляющей втулкой клапана соответствует всего лишь толщине человеческого волоса.
В процессе эксплуатации механизм привода клапана создает боковое давление на верхушку стержня клапана. В этом — основная причина износа стержня и направляющей втулки клапана. Обычно при каждом открывании клапан немного поворачивается вокруг своей оси, поэтому изнашивается равномерно по периметру. Направляющая втулка клапана — неподвижна, и поэтому изнашивается всегда в одном и том же месте. В конце концов отверстия.
Измерение износа направляющей втулки клапана
Прежде чем измерять износ направляющей втулки клапана, необходимо измерить диаметр стержня клапана. Затем с помощью измерителя с разрезным кольцевым щупом измеряется диаметр отверстия в центральной части направляющей втулки клапана. После этого раскрытие кольцевого щупа измеряется с помощью микрометра. Затем измеряется диаметр отверстия на обоих концах направляющей втулки.
Читайте также: Как выбивать направляющие клапанов
Разрез в кольцевом щупе измерителя при этих измерениях должен быть ориентирован перпендикулярно оси максимального износа отверстия. Затем вычисляется разница между наибольшим диаметром отверстия в направляющей втулке и диаметром стержня клапана. Если зазор оказывается больше установленного предела, направляющая втулка клапана подлежит ремонту.
Зазор между стержнем и направляющей втулкой клапана можно также определить, измерив с помощью измерителя смещения с циферблатной шкалой люфт клапана, выдвинутого из седла. Необходимо также измерить диаметр стержня клапана.
Клапаны со стержнем увеличенного диаметра

Большинство американских производителей автомобилей, в двигателях которых используются встроенные направляющие втулки клапанов, рекомендуют расширять изношенные отверстия в направляющих втулках с помощью развертки и заменять клапаны новыми, со стержнями увеличенного, ремонтного диаметра. Если направляющая втулка клапана изношена, то скорее всего изношен и стержень клапана. В этом случае требуются новые клапаны. Но если клапаны заменяются, то безразлично — имеют ли они стержень стандартного диаметра или ремонтный, увеличенного диаметра. Ремонтные клапаны выпускаются обычно с диаметрами стержней, увеличенными на стандартную величину — 0,003, 0,005, 0,015 и 0,030 дюйма. Отверстие в ремонтируемой направляющей втулке развертывается или хонингуется до необходимого диаметра, соответствующего диаметру стержня ремонтного клапана. Зазор между стержнем и отремонтированной направляющей втулкой сохраняется таким же, как у старого клапана. При замене изношенных клапанов ремонтными, имеющими стержни увеличенного диаметра, масляный зазор и характеристики теплопередачи остаются прежними.
Многие компании, занимающиеся капитальным ремонтом двигателей, с целью упрощения ремонта головок, используют ремонтные клапаны со стержнями увеличенного диаметра.
При восстановлении отверстия в направляющей втулке клапана по технологии накаткиу накаточная головка, вращаясь, углубляется в отверстие. В ходе этой операции диаметр отверстия уменьшается за счет вытеснения металла из одних мест в другие. Технология накатки идеально подходит для двигателей со встроенными направляющими втулками клапанов (т.е. несъемными, отлитыми вместе с головкой блока цилиндров и, следовательно, незаменяемыми). Накатку не рекомендуется использовать для восстановления отверстий с износом, превышающим 0,006 дюйма (0,15 мм). В процессе накатки накаточный ролик конической формы, имеющий небольшой диаметр, или резьбонарезной резец со специально затупленной режущей кромкой, вдавливается в стенку отверстия, выдавливая в ней канавку без удаления металла, как показано на рис. 13.39 и 13.40. Металл выдавливается на края канавки, аналогично тому, как мягкий грунт выдавливается колесами автомобиля из колеи на ее края (образуя непрерывный выступ по краям колеи). Накаточная головка приводится в действие дрелью с понижающим редуктором. Развертки, входящие в комплект накаточной головки, развертывают накатанное отверстие ровно настолько, чтобы обеспечить соответствие зазора между направляющей втулкой и стержнем клапана требованиям общих стандартов на восстановленные узлы. Если требуется особая точность, отверстия хонингуются до заданного размера на высокоточном оборудовании. У направляющих втулок клапанов, восстановленных накаткой, зазор обычно вдвое меньше, чем у новых деталей. Но столь небольшой зазор допустим, потому что после накатки в стенке отверстия, по все его длине, остается множество тонких кольцевых выступов, которые удерживают масло, обеспечивая нормальную смазку.
Замена направляющей втулки клапана
Если в двигателе направляющие втулки клапанов — съемные, рекомендуется при ремонте клапанного узла обязательно заменить их. Перед демонтажем направляющей втулки необходимо измерить ее высоту, чтобы новая втулка встала на свое место, как положено.
После этого изношенная направляющая втулка выпрессовывается из головки с помощью пуансона. Пуансон представляет собой шток, соответствующий по диаметру отверстию, в которое запрессована направляющая втулка и имеющий на конце выточку, кромка которой давит на край направляющей втулки. Если у направляющей втулки имеется фланец, то необходимо с учетом этого правильно выбрать, с какой стороны выпрессовывать направляющую втулку. Обычно направляющие втулки выпрессовываются со стороны камеры сгорания в направлении к клапанному коромыслу. Новая направляющая втулка запрессовывается в посадочное отверстие с помощью того же пуансона. Необходимо следить за тем, чтобы направляющая втулка была запрессована на необходимую глубину. После замены отверстия в ремонтных направляющих втулках развертываются или хонингуются до необходимого диаметра.
Видео:какой зазор делать между клапаном и втулкой?Скачать

Определение технического состояния втулок впускных и выпускных клапанов, проверка зазора, развертывание и замена втулок, выпрессовка и запрессовка.
Пригодность втулок клапанов рекомендуется определять по зазору в сопряжении втулка-стержень клапана. Измеряется диаметр стержня и диаметр отверстия во втулке, вычисляется зазор и его величина сравнивается с предельно допустимыми. Обычно у автомобилей предельно допустимый зазор у впускных клапанов 0,15 мм, у выпускных 0,20 мм.
Читайте также: Как сделать притирку клапанов своими руками
Удобно замерять зазор в сопряжении втулка—клапан следующим образом. Клапан приподнимается над седлом до положения, показанного на рисунке ниже. Нажимаем на клапан в одну сторону и устанавливаем индикатор так, чтобы он опирался ножкой в цилиндрический поясок тарелки клапана. Ставим шкалу индикатора на ноль. Нажимаем на клапан в другую сторону и считываем показания индикатора.
Проверка зазора между стержнем и направляющей втулкой клапана.
Величину зазора в сопряжении втулка—клапан можно оценить и без индикатора, «на ощупь», так как величина косвенного зазора S значительно больше действительного. При пересчете действительных зазоров в косвенные для автомобилей ВАЗ получены следующие величины. Для впускных клапанов зазоры S будут 0,7-0,8 мм, предельно допустимые 1,3 мм. Для выпускных клапанов зазор S 0,5-0,7 мм, предельный 1,0 мм.
Уменьшение зазоров S в случае выпускных клапанов связано с увеличенной длиной их втулок. Если зазоры больше нормы, сначала заменяем клапаны. Если чрезмерный зазор не устраняется только заменой клапана, рекомендуется заменить и направляющую втулку клапана.
Направляющая втулка на вид сравнительно простая деталь, однако с ее помощью базируется клапан, и он должен занять вполне определенное положение относительно седла. Геометрия втулки — это не только ее основные размеры, которые можно измерить штангенциркулем, микрометром. В понятие геометрии входит: шероховатость (чистота поверхности), волнистость, точность формы поверхности и точность расположения поверхностей относительно друг друга.
Втулки клапанов, поставляемые в запасные части, зачастую непригодны для установки. Часто несоосность цилиндрических поверхностей втулки видна невооруженным глазом по разностенности, по заходной фаске. Втулки чаще запрессовываются в головку с большим натягом, а бывает, что вставляются почти от руки.
Развертывание втулок клапанов.
После запрессовки втулки необходимо развертывать. Развертывание — завершающая обработка просверленных и зенкерованных отверстий с целью получения точных по форме и диаметру цилиндрических отверстий с малой шероховатостью (Ra=0,32-1,25 мкм). Развертывание не изменяет положение оси отверстия.
Поэтому, если втулка по своей геометрии непригодна к установке, но все же установлена, то после обработки седел фрезами, которые базируются направляющими стержнями по отверстиям во втулках удалить с фасок нагар и наклеп не удается. Фреза «цепляет» седло одним зубом.
В таких случаях обычно пытаются исправить положение наклоном развертки в отверстии втулки. В конце такой «обработки» зазор в сопряжении втулка—клапан (с новой втулкой) становится равным зазору при старой втулке и вся работа теряет смысл.
Замена втулок впускных и выпускных клапанов.
Чаще рекомендуются «ударные» методы, ниже будут рассмотрены способы замены клапанных втулок при помощи винтовых приспособлений с максимальной унификацией деталей. Поскольку шпильки крепления корпуса распределительного вала вывернуть бывает не так-то просто, есть смысл для крайних клапанов изготовить укороченную шпильку (размеры в скобках) и низкую гайку.
Выпрессовка втулки клапана ВАЗ.
Запрессовка новой клапанной втулки производится при помощи шпильки, гайки, упора и наконечника. Выпрессовка и запрессовка втулок клапанов автомобилей Самара, Ока и Москвич-21412 производится при помощи тех же самых приспособлений, что и для ВАЗ.
Запрессовка втулки клапана ВАЗ.
Выпрессовка втулки клапана Самара и Ока.
Запрессовка втулки клапана Самара и Ока.
Выпрессовка втулки клапана Москвич.
Запрессовка втулки клапана Москвич.
При ремонте головок блоков Москвич-21412 и Волга ГАЗ-31029 приходится сталкиваться с трудностями, когда без предварительного рассверливания втулок просто не обойтись. Причина столь прочной посадки втулок — очень большие натяги в соединении. Дело в том, что головки нагревают до 160-175 градусов, а втулки охлаждают в двуокиси углерода («сухой лед») до минус 40-45 градусах.
При таких условиях втулки клапанов практически вставляют в отверстия головок, а не запрессовывают. Головки двигателей воздушного охлаждения, например на ЛуАЗ-969М, рекомендуют нагревать до 190-210 градусов без охлаждения втулок.
Втулки, поставляемые в запасные части, часто приходится протачивать для уменьшения наружного диаметра на величину до 0,3 мм. При натягах в соединении втулка—головка до 0,15 мм и более (что примерно в два раза больше рекомендуемых значений) происходит что-то вроде сварки втулок с головкой. В этом случае выпрессовать втулки ударным методом не удается, а оправки становятся как грибы со шляпками. При выпрессовке таких втулок на прессе на них остается металл головки блока.
Читайте также: Блок управлением клапаном тнвд
Если рекомендуемые натяги в соединении втулка—головка у автомобилей ВАЗ 0,063-0,108 мм, у автомобилей Москвич и Волга соответственно 0,025-0,064 мм и 0,027-0,087 мм, т.е. меньше, но более тяжелые случаи выпрессовки встречаются именно у последних. Возможно, это связано с большими диаметрами втулок, ВАЗ — 14 мм, «Москвич» — 15 мм, «Волга» — 17 мм.
Рассверливание и выпрессовка рассверленных втулок клапанов.
При рассверливании втулок уменьшается толщина их стенок и давление прижатия втулок к стенкам отверстий в головке. Рассверливание рекомендуется проводить вплоть до толщины стенки втулки 1 мм. Выпрессовка рассверленных втулок при помощи винтовых приспособлений показана на рисунках ниже. В приспособлениях различными являются только наконечники.
Выпрессовка втулки клапана после рассверливания на Москвич-21412.
Выпрессовка втулки клапана с рассверливанием на Волга ГАЗ-31029.
Шпильку с резьбой М12х1,5 изготавливают из достаточно прочной стали с термообработкой. Например, используется сталь 38ХГСА с термообработкой — улучшением (закалка с высоким отпуском). Если резьба шпильки накатывается (не нарезается), то ее прочность на разрыв увеличивается примерно на 25 %.
Многие знакомы с такими механическими характеристиками как прочность, деформируемость, упругость. Менее известна такая характеристика как энергоемкость или способность запасать упругую энергию. Стали, применяемые для изготовления прочных шпилек, как раз имеют повышенную энергоемкость. В результате при обрыве резьбового конца шпильки он вместе с навернутым на него наконечником буквально выстреливает. Последнее необходимо иметь ввиду при особо тяжелой выпрессовке втулок клапанов.
Выпрессовка втулки клапана на прессе.
Вертикальное расположение втулок в головке цилиндров двигателя автомобиля Волга позволяет довольно просто выпрессовать их на прессе. При этом может быть использована оправка, свинчиваемая из двух деталей или специальная оправка (одна деталь).
По материалам книги «Приспособления для ремонта автомобилей». Росс Твег.
Видео:так бежит направляющая клапана , большой расход маслаСкачать

Проверка состояния стержней клапанов и их направляющих втулок
Необходимый специальный инструмент и приспособления:
Последовательность операций:
- Клапаны, вынутые из направляющих втулок головки цилиндров, тщательно промыть и очистить от нагара и лаковых отложений. Для временного хранения очищенные клапаны вставить стержнями в отверстия специальной деревянной подставки. Также тщательно промыть и очистить от нагара и лаковых отложений головку цилиндров.
- Измерить стержни клапанов и их направляющие втулки в нескольких плоскостях и сечениях для определения степени их износа. Новые детали имеют следующие размеры: диаметр штока выпускного клапана 7,925—7,937 мм, диаметр штока впускного клапана 7,955—7,967 мм, диаметр отверстия направляющей втулки клапана 7,992—8,022 мм. Если износ стержня клапана превышает 0,02 мм, то клапан следует выбраковать. Если износ направляющей втулки превышает 0,08 мм, то втулку необходимо заменить.
- Измерить диаметральный зазор между стержнем клапана и направляющей втулкой, укрепив на головке цилиндров индикатор со шкалой, имеющей цену деления в 0,01 мм.
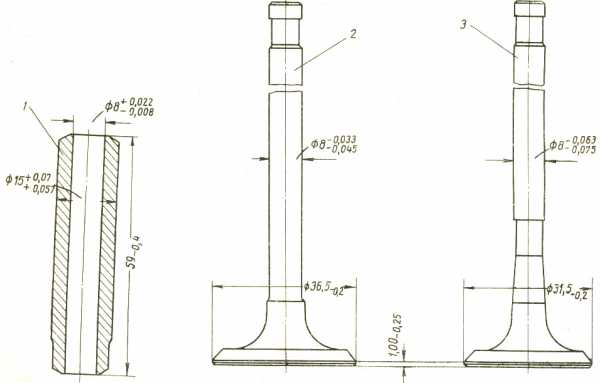
Рис. Основные размеры клапанов и направляющей втулки: 1 — направляющая втулка клапана; 2 — впускной клапан; 3 — выпускной клапан
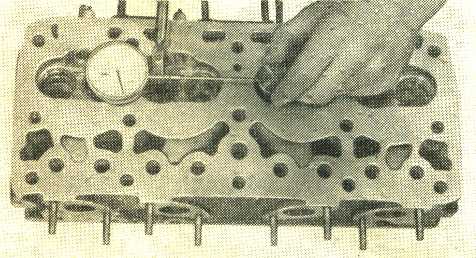
Рис. Измерение диаметрального зазора между стержнем клапана и направляющей втулкой
При измерении зазора клапан должен быть выдвинут из направляющей втулки так, чтобы торец его стержня был заподлицо с торцом направляющей втулки. При покачивании клапана в направлении к индикатору и обратно индикатор укажет значение диаметрального зазора между стержнем клапана и направляющей втулкой, увеличенное в 2,8 раза. Зазор не должен превышать 0,1 мм для впускного и 0,15 мм для выпускного клапана.
Величина диаметрального зазора является критерием для решения вопроса о целесообразности дальнейшего использования в двигателе данного клапана и его втулки. В ряде случаев для обеспечения указанных выше зазоров или приближения к зазорам нового двигателя может потребоваться замена клапана или направляющей втулки, либо замена обеих этих деталей одновременно.
Видео:стоит ли менять направляющие клапановСкачать

Проверка зазора между стержнем клапана и направляющей втулкой
Применимость для следующих годов выпуска и кузовов: 2005, 2006, BE1
Выньте клапан примерно на 10 мм из его направляющей втулки, затем измерьте зазор между стержнем клапана и направляющей втулкой с помощью стрелочного индикатора, качая стержень в перпендикулярном направлении (метод качания).
Если результат измерения превышает рабочий предел, повторите его еще раз с использованием нового клапана.
Если теперь результат измерения находится в пределах рабочего диапазона, соберите узел с использованием нового клапана.
Зазор между стержнем впускного клапана и направляющей втулкой
💡 Видео
Проверка зазора клапан/направляющая.VAG 1,8 NE.Ауди 80.Скачать

На сколько надо разворачивать направляющие втулки ГБЦ .Развёртки для впускных и выпускных втулок ГБЦСкачать

Правильный замер износа направляющих втулок клапанов 1.8TSI 2.0TFSIСкачать

Основы ремонта двигателя: ГБЦ часть 1 (зазор клапан-направляющая)Скачать

Правильный люфт клапана в направляющей ВАЗ 2110Скачать

люфт направляющих втулок клапанов. 11183 Калина 140 000кмСкачать

Измерения расчетного зазора направляющих втулок клапановСкачать

Lada Niva Направляющие втулки клапанов ВАЗ 21011 .Нива ВАЗ 21213-14Скачать

Люфт клапанов в направляющих после чудоремонтаСкачать

Дефектовка направляющих втулок клапана на примере Vоlkswagеn 1,9 Ремонт ГБЦСкачать

какой зазор делать между клапаном и втулкой ч.2Скачать

Почему разбило направляющую втулку клапана ?Скачать

Правильная замена направляющих втулок клапанов Инструменты Оправки На что обратить вниманиеСкачать
Нереальный износ направляющих втулок клапанов Ланос 1,5Скачать

Восстановление направляющих втулок клапанов методом накатки.Скачать

как развернуть направляющую втулку клапана вазСкачать

Замена направляющих втулок клапанов ВАЗ подручными средствамиСкачать
