

* — параметры и размеры изделия других производителей могут отличаться от указанных.
Для двигателя ВАЗ 21126 была разработана новая конструкция шатунно-поршневой группы. В разработке поршневой принимали участие специалисты фирмы Nural (Nural), входящей в состав корпорации Federal Mogul. Впервые для ВАЗовского двигателя, выбрана новая, Т-образная, конструкция поршня. Форма днища — плоская с 4-я мелкими выборками.
За счет применения «тонких» поршневых колец, удалось уменьшить высоту уплотнительного и огневого пояса. Использование в двигателе масляных форсунок, для подачи масла на внутреннюю поверхность поршня, обеспечило значительное снижение тепловой нагрузки на эту деталь. В поршне применен укороченный поршневой палец «плавающего» типа, с фиксацией стопорными кольцами и диаметром 18 мм. Это позволило, в конструкции поршня, убрать значительный объем металла в зоне бобышек, тем самым, увеличив размеры «холодильника» и уменьшив направляющие участки юбки поршня. Отвод излишков масла осуществляется в зону «холодильника», через отверстия выполненные в канавке под маслосъемное кольцо. Поршень 21126 изготавливается штамповкой(ковкой) и не имеет термокомпенсирующих элементов. Уменьшение веса шатунно-поршневой группы положительно повлияло на улучшение динамических характеристик двигателя.
Основные маркировки наносимые на днище детали.
1. Маркер ориентации — « » при установке, должен указывать направление в сторону привода распредвала
2. Маркер класса – один из символов ( « А »,« В»,« С») определяет отклонение по наружному диаметру.
4. Маркер модели, по классификации производителя.
Основные размеры
| Класс поршня по наружному диаметру | A | B | C |
|---|---|---|---|
| Диаметр поршня 82.0 (мм) | 81,965-81,975 | 81,985-81,995 | 82,005-82,015 |
Точность изготовления отверстия под поршневой палец обеспечивает зазор 0,001-0,002 мм и позволяет использовать палец одного размера (17,990-17,995мм).
Ряд сторонних производителей реализует поршни ремонтных размеров — 82,5 мм и 83,0 мм.
Дефектация деталей двигателя ВАЗ-21126
Разборка двигателя представлена в статье – «Разборка двигателя ВАЗ-21126»
После разборки тщательно очистите, промойте и просушите все детали
1. Очистите головку поршня от нагара.
Если на поршне есть задиры, следы прогара, глубокие царапины, трещины, замените поршень.
Прочистите канавки под поршневые кольца.

2. Прочистите отверстия для стока масла подходящим куском проволоки.

3. Проверьте зазоры между кольцами и канавками на поршне, предварительно очистив кольца от нагара.

0,04–0,075 – верхнее компрессионное кольцо 1;
0,03–0,065 – нижнее компрессионное кольцо 2;
0,02–0,055 – маслосъемное кольцо 3.
Предельно допустимый зазор для всех колец 0,15 мм.

4. Наиболее точно зазоры можно определить замером колец и канавок на поршне.
Для этого замерьте микрометром толщину колец в нескольких местах по окружности, затем с помощью набора щупов замерьте ширину канавок также в нескольких местах по окружности.
Вычислите средние значения зазоров (разница между толщиной кольца и шириной канавки).
Если хотя бы один из зазоров превышает предельно допустимый, замените поршень с кольцами.

5. Измерьте зазоры в замках колец, вставив кольцо в специальную оправку.
Читайте также: Subaru стук 4 цилиндра
При отсутствии оправки вставьте кольцо в цилиндр, в котором оно работало (или будет работать, если кольцо новое), продвиньте поршнем как оправкой кольцо в цилиндр, чтобы оно установилось в цилиндре ровно, без перекосов и измерьте щупом зазор в замке кольца.
Номинальный зазор должен быть 0,25–0,45 мм, предельно допустимый (в результате износа) – 1,0 мм.
Если зазор превышает предельно допустимый, замените кольцо.

6. Если зазор меньше 0,25 мм, аккуратно сточите надфилем торцы кольца.

7. Измерьте диаметры цилиндра в двух перпендикулярных плоскостях (рис. 7) (В — вдоль, А — поперек блока цилиндров) и в четырех поясах (1, 2, 3 и 4).
Для этого необходим специальный прибор — нутромер.
Номинальный размер цилиндра (см. таблицу), овальность и конусность не должны превышать 0,05 мм.
Если максимальное значение износа больше 0,15 мм или овальность превышает указанное значение, расточите цилиндры до ближайшего ремонтного размера поршней, оставив припуск 0,03 мм на диаметр под хонингование.
Затем отхонингуйте цилиндры, выдерживая такой диаметр, чтобы при установке поршня расчетный зазор между ним и цилиндром был 0,025–0,045 мм.
Дефектовку, расточку и хонингование блока проводите в мастерских, имеющих специальное оборудование.
Номинальные размеры цилиндров и поршней
8. Проверьте отклонение от плоскостности поверхности разъема блока с головкой цилиндров.
Приложите штангенциркуль (или линейку) к плоскости:
– в продольном и поперечном направлениях;
В каждом положении плоским щупом определите зазор между линейкой и плоскостью.
Это и есть отклонение от плоскости.
Если отклонение превышает 0,1 мм, замените блок.
| Класс | Диаметр, мм | |
| цилиндра | поршня | |
| А | 82,00-82,01 | 81,965-81,975 |
| В | 82,01-82,02 | 81,985-81,995 |
| C | 82,02-82,03 | 82,005-82,015 |
| D | 82,03-82,04 | — |
| E | 82,04-82,05 | — |

9. Проверьте зазоры между поршнями и цилиндрами.
Зазор определяется как разность между замеренными диаметрами поршня и цилиндра.
Номинальный зазор равен 0,025–0,045 мм, предельно допустимый – 0,15 мм.
Если зазор не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к номинальному.
Если зазор превышает 0,15 мм, расточите цилиндры и установите поршни соответствующего ремонтного размера. Измерьте диаметр поршня на расстоянии 10 мм от нижнего края юбки в плоскости, перпендикулярной поршневому пальцу.
10. При замене деталей шатунно-поршневой группы необходимо подобрать поршни к цилиндрам по классу и одной группы по массе, а также поршневые пальцы к поршням по классу и шатуны по массе.
Для подбора поршней к цилиндрам вычислите зазор между ними.
Для удобства подбора поршней к цилиндрам их делят в зависимости от диаметров на пять классов через 0,01 мм: A, B, C, D, E (таблица).
В запасные части поставляют поршни номинального размера трех классов: A, C, E и двух ремонтных размеров (1-й ремонтный размер — увеличенный на 0,4 мм, 2-й — на 0,8 мм).
По массе поршни разбиты на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г.
На двигатель должны быть установлены поршни одной группы.
Читайте также: Форма цилиндра фц 150 150х150
Для поршней ремонтных размеров в запчасти поставляют кольца ремонтных размеров, увеличенных на 0,4 и 0,8 мм. На кольцах 1-го ремонтного размера выбито число «40», 2-го – «80».

11. Обозначения класса цилиндров выбиты на нижней плоскости блока (привалочная поверхность под масляный картер) напротив каждого цилиндра.

12. На днище поршня выбиты следующие данные:
1 – класс поршня по диаметру;
2 – стрелка, показывающая направление установки поршня;
13. Пальцы с трещинами замените.
Палец должен легко входить в поршень от усилия большого пальца руки.
Если при покачивании пальца ощущается люфт, замените поршень. При замене поршня подберите к нему палец по классу.


14. Замените сломанные кольца и расширитель маслосъемного кольца
13. Пальцы с трещинами замените. Палец должен легко входить в поршень от усилия большого пальца руки.
Если при покачивании пальца ощущается люфт, замените поршень.
При замене поршня подберите к нему палец по классу.
14. Замените сломанные кольца и расширитель маслосъемного кольца.
15. Замените сломанные или треснувшие стопорные кольца, удерживающие поршневой палец.
Концы стопорных колец должны находиться в одной плоскости.

16. Замените погнутые шатуны.
Замените шатун, если во втулке 1 верхней головки есть задиры и глубокие царапины.
Замените шатун, если при разборке двигателя обнаружено, что шатунные вкладыши провернулись в шатуне.
Предупреждение Шатуны обрабатывают совместно с крышками, поэтому их нельзя разукомплектовывать.

17. Вставьте палец в верхнюю головку шатуна.
Если при покачивании пальца ощущается люфт, замените шатун.
Шатуны в сборе с крышками по массе верхней и нижней головок разделены на классы.

18. В двигатель должны быть установлены шатуны одного класса.
Маркировка шатуна нанесена на нижней головке и крышке шатуна.


19. Если на поверхностях, по которым работают сальники, есть глубокие риски, царапины, забоины, коленчатый вал необходимо заменить.
20. Измерьте коренные и шатунные шейки коленчатого вала.
Номинальные диаметры шеек коленчатого вала, мм:
– шатунных – 47,830–47,850. Если износ или овальность шеек превышает 0,03 мм, нужно прошлифовать их до ближайшего ремонтного размера.
Существует четыре ремонтных размера с уменьшением диаметра шеек, мм:
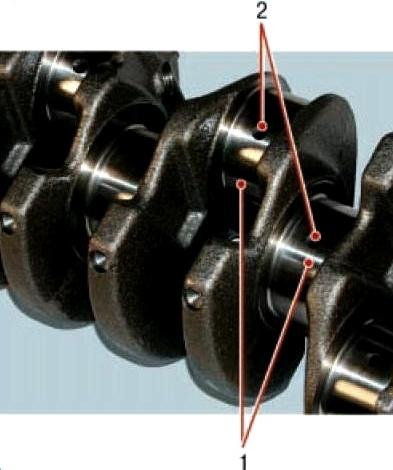
21. Если на коренных и шатунных шейках 1 есть незначительные задиры, риски, царапины, нужно прошлифовать их до ближайшего ремонтного размера.
Эту работу рекомендуется выполнять в специализированной мастерской.
После шлифования отполируйте шейки и притупите острые кромки фасок масляных каналов 2 абразивным конусом.
Промойте коленчатый вал и продуйте масляные каналы сжатым воздухом.
Овальность и конусность всех шеек после шлифования не должны превышать 0,005 мм.
После шлифования шеек установите вкладыши ремонтных размеров.

22. Если на рабочих поверхностях упорных полуколец есть задиры, риски и отслоения, замените полукольца. На полукольцах запрещается проводить любые подгоночные работы
23. Измерьте осевой зазор коленчатого вала.
Для этого установите коленчатый вал и упорные полукольца в блок цилиндров и затяните болты крепления крышек коренных подшипников.

24. Установите индикатор так, чтобы его ножка упиралась во фланец вала.
Читайте также: Как вывести момент инерции для цилиндра
Сдвиньте коленчатый вал от индикатора до упора и установите стрелку индикатора на ноль.
Сдвиньте вал в обратную сторону.
Индикатор покажет величину зазора.
Номинальный осевой зазор коленчатого вала 0,06–0,26 мм, предельно допустимый – 0,35 мм.
Если зазор превышает предельно допустимый, замените упорные полукольца.
В запчасти поставляются упорные полукольца двух размеров: номинального – 2,31–2,36 мм и ремонтного (увеличенного на 0,127 мм) – 2,437–2,487 мм.

25. Осмотрите шатунные и коренные вкладыши.
Замените вкладыши с трещинами, задирами, выкрашиванием.
На вкладышах запрещается проводить любые подгоночные работы.
Номинальная толщина вкладышей, мм:
Вкладыши поставляются в запасные части четырех ремонтных размеров, увеличенной толщины, мм:
26. Проверьте зазоры между вкладышами коренных подшипников и шейками коленчатого вала.
Эту работу рекомендуется выполнять в специализированной мастерской.
Измерьте диаметры шеек и коренных подшипников, установив крышки с вкладышами на блок и затянув их со ответствующими моментами. Вычислите зазор.
Зазоры между вкладышами и шейками коленчатого вала:
– коренные подшипники (номинальный 0,026–0,073 мм, предельно допустимый 0,15 мм);
– шатунные подшипники (номинальный 0,02–0,07 мм, предельно допустимый 0,1 мм).
Если зазор превышает предельно допустимый, коленчатый вал необходимо прошлифовать под следующий ремонтный размер.
При перешлифовке шатунных и коренных шеек коленчатого вала на ремонтный размер на первой щеке коленчатого вала необходимо поставить соответствующее клеймо, например Ш 0,25 и К 0,25 соответственно.
27. В специализированной мастерской можно измерить биение шеек коленчатого вала.
– коренные шейки и посадочная поверхность под ведущую шестерню масляного насоса не более 0,03 мм;
– посадочная поверхность под маховик не более 0,04 мм;
– посадочная поверхность под шкивы и сальники не более 0,05 мм.


28. Тщательно прочистите и промойте масляные каналы коленчатого вала.
29. Не рекомендуется выпрессовывать заглушки самостоятельно, для этого обратитесь в специализированную мастерскую

30. Тщательно очистите поверхности блока цилиндров от остатков старых уплотнительных прокладок.
Внимательно осмотрите блок. Если обнаружите трещины, блок надо заменить в сборе с крышками коренных подшипников.
31. Проверьте герметичность рубашки охлаждения блока цилиндров.
Для этого заглушите отверстие под водяной насос (установив насос с прокладкой) и залейте антифриз в рубашку охлаждения. Если в каком-нибудь месте заметна течь, значит, блок негерметичен и его надо заменить.

Если на зеркале цилиндров есть царапины, задиры, раковины и другие дефекты, расточите цилиндры под ремонтный размер (эту работу рекомендуется выполнять в специализированной мастерской) или замените блок цилиндров.
При различных дефектах глубиной более 0,8 мм блок ремонту не подлежит и его надо заменить.


33. Очистите нагар в верхней части цилиндров. Если там образовался поясок вследствие износа цилиндров, снимите его шабером
34. Проверьте наличие форсунок для охлаждения днища поршня и прочность их посадки в отверстиях постелей блока цилиндров.
После проведения дефектации и подгонки деталей двигателя можно приступать к сборке двигателя.
Сборка двигателя представлена в статье – «Сборка двигателя ВАЗ-21126».