

Если на поршне есть задиры, следы прогара, глубокие царапины, трещины, замените поршень.
Прочистите канавки под поршневые кольца.
Видео:Зазор в поршневых кольцах Priora. Какой должен быть тепловой зазорСкачать


2. Прочистите отверстия для стока масла подходящим куском проволоки.

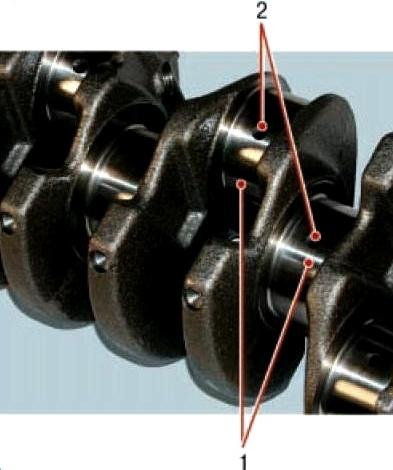
3. Проверьте зазоры между кольцами и канавками на поршне, предварительно очистив кольца от нагара.

0,04–0,075 – верхнее компрессионное кольцо 1;
0,03–0,065 – нижнее компрессионное кольцо 2;
0,02–0,055 – маслосъемное кольцо 3.
Предельно допустимый зазор для всех колец 0,15 мм.

4. Наиболее точно зазоры можно определить замером колец и канавок на поршне.
Для этого замерьте микрометром толщину колец в нескольких местах по окружности, затем с помощью набора щупов замерьте ширину канавок также в нескольких местах по окружности.
Вычислите средние значения зазоров (разница между толщиной кольца и шириной канавки).
Если хотя бы один из зазоров превышает предельно допустимый, замените поршень с кольцами.

5. Измерьте зазоры в замках колец, вставив кольцо в специальную оправку.
При отсутствии оправки вставьте кольцо в цилиндр, в котором оно работало (или будет работать, если кольцо новое), продвиньте поршнем как оправкой кольцо в цилиндр, чтобы оно установилось в цилиндре ровно, без перекосов и измерьте щупом зазор в замке кольца.
Номинальный зазор должен быть 0,25–0,45 мм, предельно допустимый (в результате износа) – 1,0 мм.
Если зазор превышает предельно допустимый, замените кольцо.

6. Если зазор меньше 0,25 мм, аккуратно сточите надфилем торцы кольца.

7. Измерьте диаметры цилиндра в двух перпендикулярных плоскостях (рис. 7) (В — вдоль, А — поперек блока цилиндров) и в четырех поясах (1, 2, 3 и 4).
Для этого необходим специальный прибор — нутромер.
Номинальный размер цилиндра (см. таблицу), овальность и конусность не должны превышать 0,05 мм.
Если максимальное значение износа больше 0,15 мм или овальность превышает указанное значение, расточите цилиндры до ближайшего ремонтного размера поршней, оставив припуск 0,03 мм на диаметр под хонингование.
Затем отхонингуйте цилиндры, выдерживая такой диаметр, чтобы при установке поршня расчетный зазор между ним и цилиндром был 0,025–0,045 мм.
Дефектовку, расточку и хонингование блока проводите в мастерских, имеющих специальное оборудование.
Номинальные размеры цилиндров и поршней
8. Проверьте отклонение от плоскостности поверхности разъема блока с головкой цилиндров.
Приложите штангенциркуль (или линейку) к плоскости:
– в продольном и поперечном направлениях;
В каждом положении плоским щупом определите зазор между линейкой и плоскостью.
Это и есть отклонение от плоскости.
Если отклонение превышает 0,1 мм, замените блок.
| Класс | Диаметр, мм | |
| цилиндра | поршня | |
| А | 82,00-82,01 | 81,965-81,975 |
| В | 82,01-82,02 | 81,985-81,995 |
| C | 82,02-82,03 | 82,005-82,015 |
| D | 82,03-82,04 | — |
| E | 82,04-82,05 | — |

9. Проверьте зазоры между поршнями и цилиндрами.
Зазор определяется как разность между замеренными диаметрами поршня и цилиндра.
Номинальный зазор равен 0,025–0,045 мм, предельно допустимый – 0,15 мм.
Если зазор не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к номинальному.
Если зазор превышает 0,15 мм, расточите цилиндры и установите поршни соответствующего ремонтного размера. Измерьте диаметр поршня на расстоянии 10 мм от нижнего края юбки в плоскости, перпендикулярной поршневому пальцу.
10. При замене деталей шатунно-поршневой группы необходимо подобрать поршни к цилиндрам по классу и одной группы по массе, а также поршневые пальцы к поршням по классу и шатуны по массе.
Для подбора поршней к цилиндрам вычислите зазор между ними.
Для удобства подбора поршней к цилиндрам их делят в зависимости от диаметров на пять классов через 0,01 мм: A, B, C, D, E (таблица).
В запасные части поставляют поршни номинального размера трех классов: A, C, E и двух ремонтных размеров (1-й ремонтный размер — увеличенный на 0,4 мм, 2-й — на 0,8 мм).
По массе поршни разбиты на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г.
На двигатель должны быть установлены поршни одной группы.
Для поршней ремонтных размеров в запчасти поставляют кольца ремонтных размеров, увеличенных на 0,4 и 0,8 мм. На кольцах 1-го ремонтного размера выбито число «40», 2-го – «80».

11. Обозначения класса цилиндров выбиты на нижней плоскости блока (привалочная поверхность под масляный картер) напротив каждого цилиндра.

12. На днище поршня выбиты следующие данные:
1 – класс поршня по диаметру;
2 – стрелка, показывающая направление установки поршня;
13. Пальцы с трещинами замените.
Палец должен легко входить в поршень от усилия большого пальца руки.
Если при покачивании пальца ощущается люфт, замените поршень. При замене поршня подберите к нему палец по классу.


14. Замените сломанные кольца и расширитель маслосъемного кольца
13. Пальцы с трещинами замените. Палец должен легко входить в поршень от усилия большого пальца руки.
Читайте также: Слабая компрессия в одном цилиндре ваз 2114 причины
Если при покачивании пальца ощущается люфт, замените поршень.
При замене поршня подберите к нему палец по классу.
14. Замените сломанные кольца и расширитель маслосъемного кольца.
15. Замените сломанные или треснувшие стопорные кольца, удерживающие поршневой палец.
Концы стопорных колец должны находиться в одной плоскости.

16. Замените погнутые шатуны.
Замените шатун, если во втулке 1 верхней головки есть задиры и глубокие царапины.
Замените шатун, если при разборке двигателя обнаружено, что шатунные вкладыши провернулись в шатуне.
Предупреждение Шатуны обрабатывают совместно с крышками, поэтому их нельзя разукомплектовывать.

17. Вставьте палец в верхнюю головку шатуна.
Если при покачивании пальца ощущается люфт, замените шатун.
Шатуны в сборе с крышками по массе верхней и нижней головок разделены на классы.

18. В двигатель должны быть установлены шатуны одного класса.
Маркировка шатуна нанесена на нижней головке и крышке шатуна.


19. Если на поверхностях, по которым работают сальники, есть глубокие риски, царапины, забоины, коленчатый вал необходимо заменить.
20. Измерьте коренные и шатунные шейки коленчатого вала.
Номинальные диаметры шеек коленчатого вала, мм:
– шатунных – 47,830–47,850. Если износ или овальность шеек превышает 0,03 мм, нужно прошлифовать их до ближайшего ремонтного размера.
Существует четыре ремонтных размера с уменьшением диаметра шеек, мм:
21. Если на коренных и шатунных шейках 1 есть незначительные задиры, риски, царапины, нужно прошлифовать их до ближайшего ремонтного размера.
Эту работу рекомендуется выполнять в специализированной мастерской.
После шлифования отполируйте шейки и притупите острые кромки фасок масляных каналов 2 абразивным конусом.
Промойте коленчатый вал и продуйте масляные каналы сжатым воздухом.
Овальность и конусность всех шеек после шлифования не должны превышать 0,005 мм.
После шлифования шеек установите вкладыши ремонтных размеров.

22. Если на рабочих поверхностях упорных полуколец есть задиры, риски и отслоения, замените полукольца. На полукольцах запрещается проводить любые подгоночные работы
23. Измерьте осевой зазор коленчатого вала.
Для этого установите коленчатый вал и упорные полукольца в блок цилиндров и затяните болты крепления крышек коренных подшипников.

24. Установите индикатор так, чтобы его ножка упиралась во фланец вала.
Сдвиньте коленчатый вал от индикатора до упора и установите стрелку индикатора на ноль.
Сдвиньте вал в обратную сторону.
Индикатор покажет величину зазора.
Номинальный осевой зазор коленчатого вала 0,06–0,26 мм, предельно допустимый – 0,35 мм.
Если зазор превышает предельно допустимый, замените упорные полукольца.
В запчасти поставляются упорные полукольца двух размеров: номинального – 2,31–2,36 мм и ремонтного (увеличенного на 0,127 мм) – 2,437–2,487 мм.

25. Осмотрите шатунные и коренные вкладыши.
Замените вкладыши с трещинами, задирами, выкрашиванием.
На вкладышах запрещается проводить любые подгоночные работы.
Номинальная толщина вкладышей, мм:
Вкладыши поставляются в запасные части четырех ремонтных размеров, увеличенной толщины, мм:
26. Проверьте зазоры между вкладышами коренных подшипников и шейками коленчатого вала.
Эту работу рекомендуется выполнять в специализированной мастерской.
Измерьте диаметры шеек и коренных подшипников, установив крышки с вкладышами на блок и затянув их со ответствующими моментами. Вычислите зазор.
Зазоры между вкладышами и шейками коленчатого вала:
– коренные подшипники (номинальный 0,026–0,073 мм, предельно допустимый 0,15 мм);
– шатунные подшипники (номинальный 0,02–0,07 мм, предельно допустимый 0,1 мм).
Если зазор превышает предельно допустимый, коленчатый вал необходимо прошлифовать под следующий ремонтный размер.
При перешлифовке шатунных и коренных шеек коленчатого вала на ремонтный размер на первой щеке коленчатого вала необходимо поставить соответствующее клеймо, например Ш 0,25 и К 0,25 соответственно.
27. В специализированной мастерской можно измерить биение шеек коленчатого вала.
– коренные шейки и посадочная поверхность под ведущую шестерню масляного насоса не более 0,03 мм;
– посадочная поверхность под маховик не более 0,04 мм;
– посадочная поверхность под шкивы и сальники не более 0,05 мм.


28. Тщательно прочистите и промойте масляные каналы коленчатого вала.
29. Не рекомендуется выпрессовывать заглушки самостоятельно, для этого обратитесь в специализированную мастерскую

30. Тщательно очистите поверхности блока цилиндров от остатков старых уплотнительных прокладок.
Внимательно осмотрите блок. Если обнаружите трещины, блок надо заменить в сборе с крышками коренных подшипников.
31. Проверьте герметичность рубашки охлаждения блока цилиндров.
Для этого заглушите отверстие под водяной насос (установив насос с прокладкой) и залейте антифриз в рубашку охлаждения. Если в каком-нибудь месте заметна течь, значит, блок негерметичен и его надо заменить.

Если на зеркале цилиндров есть царапины, задиры, раковины и другие дефекты, расточите цилиндры под ремонтный размер (эту работу рекомендуется выполнять в специализированной мастерской) или замените блок цилиндров.
При различных дефектах глубиной более 0,8 мм блок ремонту не подлежит и его надо заменить.


33. Очистите нагар в верхней части цилиндров. Если там образовался поясок вследствие износа цилиндров, снимите его шабером
34. Проверьте наличие форсунок для охлаждения днища поршня и прочность их посадки в отверстиях постелей блока цилиндров.
Читайте также: Проверка плоскости блока цилиндров линейкой
После проведения дефектации и подгонки деталей двигателя можно приступать к сборке двигателя.
Сборка двигателя представлена в статье – «Сборка двигателя ВАЗ-21126».
Видео:(0.02 мм) ДВЕ СОТКИ которые СПАСУТ твой двигательСкачать

Зазоры поршень цилиндр приора
- В начало форума
- Правила форума
- Старый дизайн
- FAQ
- Поиск
- Пользователи

доброй ночи,
продолжаю ездить и периодически ремонтировать авто
возникли новые вопросы и пока ищу решения
итак, как все начиналось
стою в пробке под мостом,темп подскочила резко до 110, комп запищал
выскочил, долил тосол и медленно ползу на обочину. ну меееедленно. потом доливаю воды из омывателя.
появился легкий перестук на х.ходу.
долетел домой,стал искать-сгнила заглушка в районе грм.
поменял,до кучи залил новый тосол, поставил новый ремень и отрегулировал клапана.
отьездил 250 км,стук усилился. стало очково встать на трассе.
сегодня скинул голову-задиры на 2 стаканах под регул.шайбы,что стоят на клапанах. сгорело несколько маслосьемных колец, клапана-половина- болтаются как ведро в проруби.
ну это я понимаю,износ там,перегрев.
беру значит шуруповерт,одеваю ершик(не туалетный)
окунаю в миску с солярой и полирую головку и поршневую,все что могу достать. когда заблестело,стал смотреть зазоры.
стоят поршня- 3шт гр В2, 1шт гр С2. погонял их и в крайних положениях между поршнем и цилиндром(среднее по всем) получается зазор 0,35мм руками шатаются влегкую.
при условии,что поршень должен слегка удерживаться без колец в цилиндре и плавно опускаться в масле.
пощупал цилиндры,не увидел признаков износа,даже ступеньки от верхнего кольца не нащупал, эллипс тоже пальцем не засек.
собст-но дилемма-какие поршни ставить? смущает то,что они разных групп. Если уже стоит С2 и болтается- то искать Д? а соседние будут подклинивать? и что по кольцам подскажете? Манле и СТК пока не найти, ваз родной дорого, предлагают СМ по 800р
и что еще интересно-меня устраивает,как она тянет нагрузку.поршневая еще не убита полностью,тыщ 20-30 откатает спокойно.(сравнивая с 2107,там вообще не тянула под финал и в газоотвод летел просто столб дыма)
яндекс рулит
Цилиндры блока Поршни
A 82,00-82,01 81,965-81,975
B 82,01-82,02 81,975-81,985
C 82,02-82,03 81,985-81,995
D 82,03-82,04 81,995-82,005
E 82,04-82,05 82,005-82,015
Классы поршневых пальцев по наружному диаметру и диаметру отверстий под пальцы
Таблица 8.1.31.2 Класс Цвет маркировки Диаметр, мм
Палец Поршень Шатун
1 Синий 21,970-21,974 21,978-21,982 21,978-21,982
2 Зеленый 21,974-21,978 21,982-21,986 21,982-21,986
3 Красный 21,978-21,982 21,986-21,990 21,986-21,990
итого путем работы калькулятора получилось-надо Е3 и то болтаться должна!
может помочь только это-
Ремонтные поршни бывают двух размеров. Поршни номинального размера не маркируются. Поршни первого ремонтного размера изготавливаются с увеличенным на 0,4 мм диаметром и имеют маркировку в виде символа «►». Поршни второго ремонтного размера имеют увеличенный на 0,8 мм диаметр и маркируются символом «■»
по ремонтным поршням пока непонятка.
у меня общий 0,35 минус 0,035-итого 0.315 норма. а поршни ремонтные от 0.4 идут- след. 85 микрон лишних.
НЕ ВПЕНДЮРИТЬ!
тогда ставить Е3 и не париться?
путем сложных математических расчетов пришел к выводу,что разница между классами В и Е всего 0,03(а надо 0,3)
то есть ее почти нет. поможет только расточка до ремонтного размера.
ну его нафиг.точить не буду,на это денег нет.
кольца поменяю,все равно пока не гремит глухо на холодную(1й признак болтания поршней в цилиндрах).
а может — и кольца не менять? вот заморачиваться лазить там под ней..
как определить их реальный износ- посоветуете?
попробую завтра замки разглядеть на верхнем-макс износ 1мм
интересно-почему на цилиндрах не видно износа,а поршни болтаются как нечто в проруби. неужели так износились поршни? или воткнули что попалось?
сижу и думаю-может попробовать класс А первый ремонт?
завтра еще раз промерю уже только цилиндры.
ну не может поршень С класса болтаться ТАК на любой высоте в неизношенном цилиндре- только если цилиндр точили.
погда почему стоит С а не 1й ремонт?
Может я где то пропустил, а сколько авто прошла. Надо промерять цилиндры нутромером и на основании полученных размеров решать, точить или просто менять поршня. А элипс и износ пальцем засекать не реально.
стоят поршня- 3шт гр В2, 1шт гр С2. погонял их и в крайних положениях между поршнем и цилиндром(среднее по всем) получается зазор 0,35мм руками шатаются влегкую.
интересно-почему на цилиндрах не видно износа
Патамушта там его и нет
Ну, а если есть — то понты в 0.01-0.02
Из чего следует,
что надо запихнуть в этот несчастный блок группу Е и ехать дальше
По голове — смотри сам, я бы её выкинул и вкинул 16кл,
ты походу этого делать не будешь,
значь — выпуск, ВЕСЬ, менять обязательно.
Впуск — по настроению
как мерил поршни? да по голове,что видна.сдвигаешь до упора отверткой против оси пальца и в зазор суешь щуп.
но суть не в этом,хоть зазор и одинаков на всей высоте цилиндра,что наводит на хорошие мысли.
пришел в магаз,нашел группу 82а и стал мерять-
по юбке диам против оси пальца-82,1
по верху-голове- 81,4
это если считать нормой для него цилиндр-82.00-82.01
Читайте также: Цилиндр колесный заднего тормоза ваз 2107
то зазор по голове получается- 0.6 . и это на новом.
норма на зазор-по таблице 0.035
померял и ремонтные поршни-82,4а-что хотел ставить-
по юбке-82,4
по голове-81,9
юбка не войдет,т к если по группе В зазор 0.45 (сегодня утром перемерял) и голова не изношена- то диам д.быть 81.85
померял и сами цилиндры сверху штангелем с выступающими губками. показал 82.00-82.10 (погрешность)
я чего то не понимаю-
как мне поможет Е размер?
продаваны заверяли,что верх поршня не изнашивается,только юбка.
и где развертки искать для втулок клапанов посоветуете?
посадил втулки и старые клопы не лезут.(чего и ждал,но только от новых)
седла растачивать фрезой не буду, так притру
(душит жаба-если брать фрезы-1100р-то в седла придется сажать только новые клопы 900р-2000 на вылет)
кстати-как втулки сажаете?
я так набрал гор воды с крана,утопил там голову
втулки-в морозилку
пока разогревался , изделия дошли до кондиции-и по 1 шт заколачивал.
седла растачивать фрезой не буду, так притру
таки нашел в архиве такого же измеряльщика
Что касается поршней, то измерив зазор между цилиндром и поршнем испугался сначало, т.к. он составлял 0,4мм, но потом просвятился, оказывается поршень к верху сужается, потому, что температура вверху выше и соответственно температурное расширение тоже.
Цилиндры надо обязательно промерять нутрометром, у меня тесть мерил, нашёл у кого-то и ещё к нему надо микрометр до 90-100мм для калибровки.
Сначало меряется зона цилиндра в самом верху, а потом в нижних зонах и сравнивается. У меня разница составила 0,01мм, по моему очень неплохо за 51000км.
в общем,оставлю наверное эти поршня с кольцами-пока не укатались полностью
дело за разверткой
Вообще говоря зазоры поршень-цилиндр на большинстве новых машин 0.2 мм. Начинать ремонт нужно если зазор превышает 0.4 мм. В мануале по Z16XЕ зазор указан 0.2-0.4 У меня зазор 0.3 мм, я мерял.
Зазор зазором, но компрессия то обеспечивается кольцами. Короче будем продолжать изучать
В общем такое, собранное с миру по нитке, резюме, относительно этих Z16XE Ecotec. У них конструктивно, очень большой зазор в паре клапан-втулка. Классически, на таком диаметре клапанов (5.995-5.970 мм), зазор составляет 0.03 мм на впускных клапанах и 0.04 мм на выпускных. Причем в мануале по этим двигателям, величина 0.03 мм указана как предельно допустимая. Кстати этот зазор соизмерим с толщиной масляной пленки.
С завода же, эти моторы идут с зазором клапан-втулка 0.07 мм (по словам ребят с Патона). Причем это действительно стандартный размер, т.к. промеряли диаметры стержня клапанов и нутриметром диаметры втулок. Втулки были не разбиты, все в заводском размере. Субъективно, там зазор был даже больше, т.к. рукой ощущался люфт клапана во втулке. Единое мнение всех мотористов, с которыми консультировался: это ненормально.
так какого диаметра искать развертку?
немножко теории
Вычитал способ «домашней промывки клапанов: Из бутылки с распылителем ,наполнненной теплой водой (а во втором случае тормозной жидкостью) подавать порции в систему питания при работающем при 1000 об. двигателе. Микровзрывы»,последующие за этим, очищают камеры сгорания и клапана от угольных отложений. потом проехать в агпессивном стиле километр И если троение не прекратится,повторить процедуру. Эффект несравним с «фирменной химией». знакомо?
Далее последовало такое объяснение. Раньше машины делали с показателем надежности 98% (что он имеет ввиду под этим показателем — я не знаю, но суть не в этом). Сейчас делают с показателем надежности 91%. Разница в общем небольшая, но эти 7% снижают себестоимость пр-ва в 2 раза, за счет удаления большого кол-ва ручных операций. Шлифовка клапанов и притирка седел автоматизации не поддаются. Поэтому для того что бы клапан не заклинило во втулке, если он с перекосом сядет в седло, увеличивают зазоры в паре клапан-втулка. Иначе с нормальными зазорами его придется вручную притирать. Отсюда, от увеличенного зазора, и жор масла. Причем этот ход использует большинство производителей авто. Откуда пошло мнение, что замена сальников клапанов снижает жор масла. От жигулей. Дело в том, что там применялись каучуковые сальники, которые довольно быстро дубели. Поэтому их и меняли часто и это помогало. Современные же сальники клапанов делают из полимеров, которые сохраняют эластичность достаточно долго, поэтому если их менять, то жор масла если и уйдет, то совсем ненадолго, примеры приводились в этой же теме, кажется.
Следовательно просто купив новые запчасти и собрав из них ГБЦ, жор масла навряд ли побороть удастся. Зазоры большие, клапана не притерты, может быть и голова тоже не совсем ровная (такой пример Николай тоже привел).
так выдергивать поршни или нет? зазор по верху поршня и цилиндра 0.45мм(щуп влазит одинаково на любой высоте цилиндра)
и если скину-войдут ли 1го ремонта?
💡 Видео
Приора ,группы поршнейСкачать

РАСТАЧИВАЕМ ДВИГАТЕЛЬ.ЗАЗОР ПОРШЕНЬ-ЦИЛИНДР.опять про это?для мясников.Скачать

зазоры поршневых колец , как их проверитьСкачать

Тепловой зазор между поршнем и цилиндромСкачать

Как подобрать поршень под рабочий цилиндрСкачать

Зазорам - быть, чтобы Двигатель "Не Жрал" масло. Как Правильно? Ч.2Скачать

допустимый люфт в поршневой. Люфт в блоке, допуски по люфту.Скачать

как замерить выработку поршня и цилиндраСкачать

КАК правильно УСТАНОВИТЬ наборные поршневые КОЛЬЦА SM и ПОРШНИ на двигатель автомобиля ВАЗСкачать

Какой Должен Быть Зазор в Поршневых Кольцах Двигателя МашиныСкачать

Идеальная безвтыковая поршневая - СТК. Секрет «вечной» безмасложорной поршневойСкачать

Поршень и зазоры, чтобы Двигатель "Не Жрал" масло. Как Правильно? Ч.1Скачать

"ГТ" КАК СТУЧИТ ПОРШЕНЬ С БОЛЬШИМ ЗАЗОРОМ ПРИ ПЕРЕКЛАДКЕ..Скачать

Зазор между поршнем и цилиндромСкачать

Зазор в поршневых кольцах Ваз. Какой должен быть тепловой зазор в поршневых кольцахСкачать

Масложор у приоры устранить за 1 день? Замена поршней с кольцами ВАЗ 2170Скачать

Цена замены колец на 16 клапанном моторе вазСкачать

Какой зазор между поршнем и цилиндром делать при расточке цилиндровСкачать
