

- Зенковки для прирезки седел клапанов для 16 клапанов
- Инструмент для притирки клапанов (шарошки, зенковки) и его применение
- Как работает клапанный механизм автомобильного двигателя
- Инструменты для ремонта клапанного механизма
- Как восстановить седла клапанов
- Шарошки для седел клапанов и другой инструмент для притирки клапанов двс
- Шарошки седел клапанов — инструмент для ремонта автомобиля
- Назначение и устройство шарошек для клапанов
- Шарошки-зенкеры — инструмент для настоящих мастеров
- Технология шарошения или зенкования седел клапанов
- Шарошки для ремонта седел клапанов – инструкция для работы + видео
- Зенковки и шарошки для ремонта седел клапанов – что выбрать?
- Замена седел клапанов своими руками – разбираем специфику работы
- Цены на Шарошки (зенкеры) для правки седел клапанов, Гизматик для ремонта фаски клапана. — купить в интернет-магазине АвтоКлюч-63, в наличии
- Зенковки и шарошки для седел клапанов | Зенкера для расточки и прирезки клапанов купить по низкой цене
- Шарошки для седел клапанов – особенности инструмента
- Ассортимент инструмента для ремонта седел клапанов
- Использование шарошек
- Купить зенковки для прирезки седел клапанов в AIST
- Как правильно притереть клапана, приспособления для притирки, проверка
- Притирочная паста
- Шарошка для удаления выработки
- Инструмент для притирки
- Притирка клапанов
- Как проверить качество работы
- Купить шарошки для правки седел клапанов, гизматик для ремонта фаски клапана в Тольятти
- Замена седел клапанов ваз 2108 своими руками
- Как поменять седло клапана:
- Устройство клапанного механизма – принцип работы и возможные неисправности
- Извлечение седла
- Замена седел
- Удаление старых посадочных элементов
- Монтаж новых седел
- Выбор гаражных мастеров: простой и безопасный способ
- Заготовка седла клапана
- Характеристика инструмента
- Установка нового седла
- Стоимость инструмента для притирки
- Механическая обработка нового седла
- Зенкеры
Зенковки для прирезки седел клапанов для 16 клапанов
- В начало форума
- Правила форума
- Старый дизайн
- FAQ
- Поиск
- Пользователи

А «рябь» это скорость вращения большая
а по ширине соответствующих полосок для своих градусов
А «рябь» это скорость вращения большая
Блин, ну вот опять соберу все, а потом уже кто то отпишется. Жду только Ваших советов чтобы продолжить.
После попыток притирания клапан+седло стала видна серая полоса притертости на 40-80% седла. Что за фигня? У кого-нибудь такое было? Обидно что песец.
Направляющие менял. Если старые,люфт большой.
Нанеси риски на фаску клапана,и крутани на 90 гр. туда-сюда,раз с десять.Какой след останется.
Вся беда в чистоте поверхности фаски, после зенковки
либо на больших оборотах дрелью давал.
Смело могу предположить, что это результат не совсем точной зенковки, т.е. ось направляющей втулки не совсем перпендикулярно плоскости седла.
Лечится увеличением внутреннего диаметра сёдел, хотя бы на месте контакта с клапаном до 1 мм
Зенковал точно-не точно не знаю. На то и зенкер, чтобы этот перекос устранить, снимая «лишнее». Вроде бы и снялось все лишнее и тут нате.
Ну вот все и решилось, к сожалению, не в лучшую сторону.
Очередной раз сел и очень тщательно все проверил. Пользовался и женским карандашом, и обычным маркером, и даже смазку на седло наносил для проверок.
Делал так:
— проверочно притираю клапан к самому косячному седлу. Становится прекрасно видна притертая область, которую дополнительно проверяю нанося риски. Так же благодаря толстому слоя женского карндаша видна толщина зазора в не притертых областях.
— прижимаю зенкер в области, где необходимо снять металл и осторожно рукой зенкую.
— проверяю результат и опять повторяю действия.
Итог: притертая область «гуляет» по фаске, а это, как все понимают, означает только одно: дальнейшие действия только губительны.
Вывод из всего этого: дешевле для себя и намного выгоднее для личного времени, ресурса головки и денег ремонтировать головку в хороших сервисах.
Личное мнение: нельзя сказать что жалею, ибо получил бесценный опыт по этому вопросу и теперь никакой сервис по ремонту головок меня не проведет. Обидно что в мурзилках на это тупо не обращают внимание. Зато сетуют как стремно запрессовывать пальцы в шатуны, что оказалось на деле очень просто.
С тех пор несу головы со втулками на станок — там всё жёстко и точно получается — как говориться «в НОЛЬ»!
Вы относите её к себе на завод или в мастерскую где растачивают головы и распред валы?
И что в ручную эту операцию нормально не сделать?
Инструмент для притирки клапанов (шарошки, зенковки) и его применение
Шарошки для седел клапанов – это инструмент, при помощи которого автомобильный двигатель (а точнее, его клапанный механизм) возвращается в работоспособное состояние после выполненного ремонта. При помощи таких шарошек, которые также называют зенкерами, восстанавливается герметичность рабочих цилиндров двигателя, что является одним из основных условий его технически исправного состояния.

Полный комплект инструментов для ремонта седел клапанов
Как работает клапанный механизм автомобильного двигателя
Чтобы вникнуть в особенности применения шарошек или зенкеров для седел клапанов, необходимо сначала разобраться в том, как действует клапанный механизм двигателя автомобиля, а также в том, что может привести к появлению неисправностей в его работе.
Каждый из цилиндров любого двигателя внутреннего сгорания (ДВС) работает совместно с двумя клапанами, один из которых является впускным, а второй – выпускным. Работа ДВС осуществляется за счет повторяющихся процессов (циклов). Каждый из таких процессов заключается в том, что в рабочий цилиндр подается топливная смесь. Это происходит при открытии впускного клапана. После его закрытия и сгорания топливной смеси из цилиндра необходимо вывести отработанные газы, что и обеспечивается открытием выпускного клапана. Впускной и выпускной клапаны, находясь в закрытом состоянии, должны обеспечивать полную герметичность рабочего цилиндра.
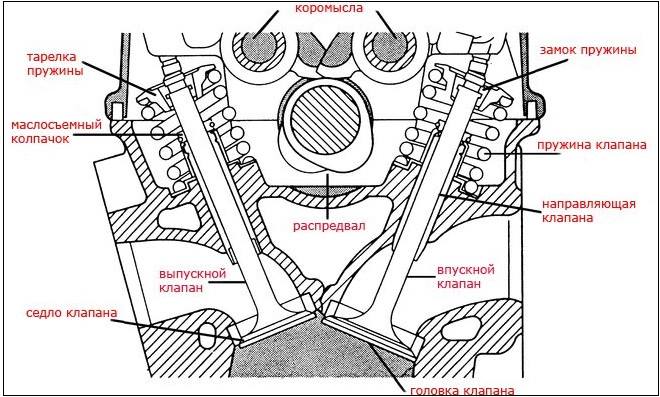
Схема клапанного механизма двигателя внутреннего сгорания
В процессе работы двигателя клапаны подвергаются как значительным механическим нагрузкам, так и различным воздействиям агрессивной среды, в которой они эксплуатируются:
- термическим;
- механическим;
- динамическим;
- химическим.
Чтобы клапаны были в состоянии выдерживать такие серьезные воздействия на протяжении длительного времени, для их изготовления используют высоколегированный стальной сплав, в химическом составе которого содержится значительное количество хрома и никеля.

В процессе эксплуатации седла клапанов изнашиваются в различной степени
Конструкция клапанов состоит из двух основных элементов: направляющего штока и головки, которая может иметь плоскую, выпуклую или тюльпанообразную форму. Направляющий шток клапана может быть полностью цилиндрическим или выполненным с фасонной проточкой, которая необходима для более надежной фиксации пружины.
То, что в клапанном механизме ДВС появились неисправности, можно определить по нескольким признакам, наиболее явными из которых являются:
- снижение мощности двигателя, что отражается на скоростных характеристиках автомобиля;
- нестабильная работа ДВС на любых оборотах;
- неестественный стук, раздающийся из моторного отсека автомобиля;
- большое количество дыма, выходящего из выхлопной трубы.

Появление зазора между клапаном и его посадочным местом приводит к образованию нагара, а в дальнейшем и к прогару седла клапана
Если говорить о наиболее распространенных неисправностях ДВС, связанных с его клапанным механизмом, то к ним относятся:
- появление зазора между корпусом блока цилиндров и головкой, которой оснащен такой блок, что связано с их неплотным прилеганием друг к другу (этот зазор, образующийся по ряду причин, приводит к разгерметизации системы);
- образование в местах, где клапан контактирует с блоком цилиндров, кокса и нагара (такой нагар не дает клапану полностью закрыть цилиндр, что также ведет к разгерметизации системы).
Инструменты для ремонта клапанного механизма
Наиболее распространенным инструментом для ремонта седел клапанов является шарошка (зенкер). Следует иметь в виду, что такой зенкер – это не зенковка, посредством которой осуществляют зенкование.
Специалисты, профессионально занимающиеся ремонтом двигателей автомобилей, стараются сразу приобрести набор шарошек для ГБЦ (головки блока цилиндров). В таком наборе шарошек для клапанов есть инструменты с различными геометрическими параметрами, что позволяет оптимально подобрать их для двигателя автомобиля определенной марки.

Для приведения седел клапанов в нужную форму потребуется шесть зенкеров: три для выпускного и три для впускного клапанов
В том случае, если отремонтировать двигатель своего автомобиля вы решили своими руками, не обязательно приобретать набор шарошек, можно купить один зенкер, параметры которого точно соответствуют характеристикам ДВС вашего транспортного средства.
Такой инструмент для ремонта седел клапанов, как шарошка, работает по принципу фрезы, снимая с седла клапана образовавшийся нагар и тонкий слой металла. Оснащенная твердосплавными режущими зубьями, расположенными на конусной рабочей части, шарошка крепится на оправку, для чего в ее корпусе имеется специальное отверстие. Угол, под которым выполнена рабочая часть шарошки, может находиться в интервале 15–60°. Именно такой угол является основным параметром инструмента, используемого для прирезки седел клапанов.

Шарошка вращается с помощью ключа с шестигранным отверстием, обеспечивающим легкую и точную установку
Как восстановить седла клапанов
В том случае, если предполагается не замена седел клапанов на новые, а восстановление старых, ремонтные работы выполняются в следующей последовательности:
- Головка блока цилиндров располагается на ровной поверхности.
- Шарошка фиксируется на оправке, устанавливаемой в патрон станка.
- Ось инструмента совмещается с осью отверстия в ГБЦ, предназначенном для направляющего штока клапана.
- Медленно и без сильного нажима вращая шарошку по часовой стрелке, с рабочей поверхности седла клапана снимают нагар и тонкий слой металла.

Обработка рабочей фаски седла шарошкой с углом в 45 градусов
Следует иметь в виду, что на седле клапана необходимо обработать три фаски: верхнюю, рабочую и нижнюю. Для обработки каждой из таких фасок используется свой зенкер, имеющий определенный угол наклона режущей части.
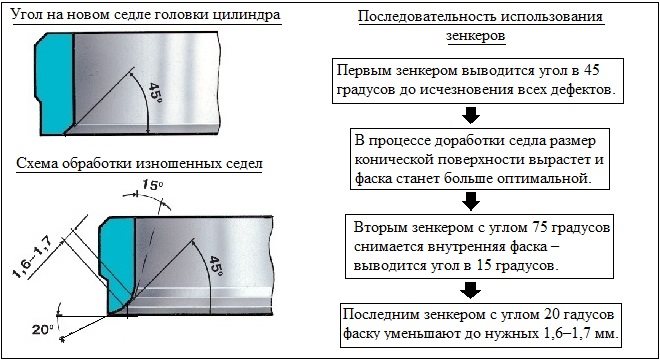
Схема обработки седла клапана (на примере двигателя ВАЗ)

Так выглядит фаска седла на различных стадиях работы
Для обеспечения максимально плотного контакта головки клапана с рабочей поверхностью седла после обработки зенкером необходимо выполнить их притирку. Такая операция, для осуществления которой используется абразивная паста, часто проводится вручную. Чтобы выполнить ее быстрее и с минимальными трудозатратами, можно использовать инструмент для притирки клапанов, в качестве которого может выступать обычная дрель.
В том случае, если выполняется не восстановление, а замена седла клапана, и при этом на новые заменяются и сами клапаны, процедуру притирки сопрягаемых поверхностей можно не выполнять.
Шарошки для седел клапанов и другой инструмент для притирки клапанов двс

Регулируемые шарошки (зенкеры) для ремонта седел клапанов O40.34

Регулируемые шарошки (зенкеры) для ремонта седел клапанов Ø40.3

Шарошка для расточки седел клапанов 16 кл. двигателя, 45 градусов

Шарошка для расточки седел клапанов 8 кл. двигателя, 45 градусов

Регулируемые шарошки (зенкеры) для ремонта седел клапанов Ø40.3

Регулируемые шарошки (зенкеры) для ремонта седел клапанов O403

Регулируемые зенкеры (фрезы, шарошки) седел клапанов 025.44

Зенкеры регулируемые для ремонта седел клапанов 32.44

Шарошки седел клапанов 01-083, 2110, ЗМЗ 406, 6 зубов
Набор зенкеров для седел клапанов тверд. универсальные набор 14пр. АвтоDело (40040) (21218)
Шарошки твердосплавные а/м ВАЗ 08-099 (экспресс) САИ
Зенкеры регулируемые для ремонта седел клапанов 03242
Приспособление для обработки и восстановления фасок седел клапанов AI020065 «Jonnesway»
Зенковка абразивная для выпускных седел клапанов
Зенкеры регулируемые для ремонта седел клапанов 032.44
Пилот 8 мм для абразивной зенковки седел клапанов
Зенкеры регулируемые для ремонта седел клапанов 32.44
Зенкер цельный d 10,75 (№2) к/х Р18 Z=3 КМ1
Читайте также: Клапан обратный вертикальный dn 19 23мм прозрачный компрессионный mcalpine
Зенковки седел клапанов Д-240, Д-65, МТЗ, ЮМЗ
Зенковки седел клапанов Т-40, -25, -16, Д-37, -144, -20
Регулируемые зенкеры седел клапанов 05033
Зенковки седел клапанов КАМАЗ
Борфреза D1=03, L1=38, D2=03, L2=6, (Шарошка) Гиперболическая, тип G
Пилот для шарошек (зенковок) 8 мм
Пилот для шарошек (зенковок) 7 мм
Зенковки из стали HSS-XE d=10 мм, без покрытия Karnasch (Германия)
Зенкер цельный d 11,0 (№2) к/х Р18 Z=3 КМ1
Оправка для запрессовки седел выпускных клапанов 16 кл.
Оправка для запрессовки седел впускных клапанов 8 кл.
Оправка для извлечения седел выпускных клапанов Ваз 2101-2108
Оправка для извлечения впускных седел клапанов Ваз 2101-2108
Оправка для запрессовки седел выпускных клапанов 8 кл.
Оправка для запрессовки седел впускных клапанов 16 кл.
Борфреза D1=03, L1=38, D2=03, L2=6, (Шарошка) Параболическая тип F
Зенкер цельный d 13,0 (№2) к/х Р6М5 Z=3 КМ1
Зенковки из стали HSS-XE d=16,5 мм, без покрытия Karnasch (Германия)
Борфреза D1=10, L1=65, D2=08, L2=20, (Шарошка) Параболическая тип F
Зенковки сёдел клапанов 01-083, 2110, 21213, ЗМЗ 406, 7 резцов
Зенковки сёдел клапанов FORD 2,0 л.
Зенковки сёдел клапанов ВАЗ 01-083 6 резцов экспресс-ремонт
Зенковки сёдел клапанов МАЗ, ЯМЗ-7511, 9 резцов
Зенковки сёдел клапанов 2112
Зенковки сёдел клапанов ГАЗ 24-10, 7 резцов
Зенковки сёдел клапанов Ваз 2112 экспресс
Зенкер цельный d 14,0 (№2) к/х Р18 Z=3 КМ1
Зенковки сёдел клапанов Москвич
Зенковки сёдел клапанов двигателей СМД-17, СМД-18, СМД-20, СМД-22
Зенковки сёдел клапанов ЗИЛ-Бычок, МТЗ, 9 резцов
Зенковки сёдел клапанов ЗИЛ-130
Зенковки сёдел клапанов ГАЗ 24-10, 6 резцов
Зенковки сёдел клапанов МАЗ, ЯМЗ 236, СМД-60, А-41, 9 резцов
Зенковки сёдел клапанов ГАЗ 53
Зенковки сёдел клапанов двигателей Д-160, Д-180, Д-108
Зенковки сёдел клапанов Cummins ISF3.8, ISBe 185, 210, 245, 285, 300-30
Шарошки твердосплавные ДТ-75, комб. «Нива» (Д-17,18,20,22)
Зенкер цельный d 14,0 (№2) к/х Р9 Z=3 КМ1
Зенковки из стали HSS-XE d=30 мм, без покрытия Karnasch (Германия)
Пилоты конусные 5,0 мм 2 шт для регулируемых зенкеров 025
Пилоты конусные 5,0 мм 2 шт для регулируемых зенкеров 032
Пилот цанговый 6,0 мм для набора регулируемых зенкеров 032
Пилот цанговый 8,0 мм для набора регулируемых зенкеров 032
Ножи для регулируемых зенкеров L=12 мм (комплект 3 шт.)
Пилоты конусные 5,5 мм 2 шт для регулируемых зенкеров 032
Пилот цанговый 7,0 мм для набора регулируемых зенкеров 032
Пилоты конусные 5,5 мм для регулируемых зенкеров 025 2 шт
Пилот цанговый 6,0 мм для набора регулируемых зенкеров 025
Пилот цанговый 7,0 мм для набора регулируемых зенкеров 025
Зенкер цельный d 21,0 (№1) к/х Р6М5 Z=3 КМ2
Зенкер цельный d 24,0 (№2) к/х Р18 Z=3 КМ3
Зенковка из карбид вольфрама d=31 мм с покрытием BLUE-TEН Karnasch (Германия)
Зенкер цельный d 24,0 к/х Р6М5 Z=3 КМ3
Зенкер цельный d 26,44 к/х Z=3 КМ3
Зенкер цельный d 27,0 к/х Z=3 КМ3
Инструмент для ремонта фаски клапана «GIZMATIC» (Гизматик)
Зенкер цельный d 27,0 (№1) к/х Р6М5 Z=3 КМ3
Зенковки из порошковой стали ASP d=12,4 мм с покрытием BLUE-TEC Karnasch (Германия)
Зенкер цельный d 27,7 (№1) к/х Р18 Z=3 КМ3
Зенкер цельный d 11,0 (№1) к/х Р18 Z=3 КМ1
Зенкер цельный d 14,0 (№1) к/х Р18 Z=3 КМ1
Зенкер цельный d 17,0 (№2) к/х Р6М5 Z=3 КМ2
Шарошки твердосплавные ВАЗ 08-099 (экспресс)
Шарошки седел клапанов — инструмент для ремонта автомобиля

Существует такое приспособление, как шарошки седел клапанов. Если мы желаем, чтобы автомобиль служил нам долго и исправно, периодически придётся заниматься его ремонтом. Пока не появился вечный двигатель, и нет средства, которое полностью исключит разрушающую силу трения на детали, придётся время от времени доставать ящик с инструментами для ремонта.
Назначение и устройство шарошек для клапанов

Видео — шлифовка седла клапана
Для тех автолюбителей, которые стараются выполнять любые ремонтные работы самостоятельно, классического набора автоинструментов будет катастрофически не хватать. Чтобы произвести демонтаж, установку или обработку некоторых элементов, следует обзавестись специальными приспособлениями.
Шарошки седел клапанов — один из таких инструментов, который имеет специфическое назначение и может быть использован лишь с целью ремонта головки двигателя внутреннего сгорания. Другое его название зенкер — это абразивные или резцовые насадки на электрические или механические инструменты, позволяющие производить обработку внутренних поверхностей металлических деталей.
Применительно к ремонту головок ДВС, шарошка выполняет одну очень важную функцию. Её задача заключается в придании правильной формы внутреннему диаметру седел, позволяющей обеспечить плотное закрывание тарелки клапана.
Для газораспределительного механизма качество стыковки рабочей поверхности тарелки клапана и седла имеет огромное значение.
Чем герметичнее происходит смыкание, тем выше степень компрессии (рабочего давления), что соответственно приводит к получению максимальной мощности и экономному расходованию топлива.
В результате длительной эксплуатации вибрация, перепады температур и образование нагара могут стать причиной, по которой клапан перестаёт плотно закрываться.
Специалисты советуют активно использовать приспособление в следующих случаях:
- Замена направляющих втулок клапана, седел или клапанов;
- обработка седел после притирки клапанов на станках;
- повреждение рабочей поверхности сёдел, когда их замена не проводится.




Шарошки-зенкеры — инструмент для настоящих мастеров

Обработка сёдел клапанов
Шарошка для клапанов представляет собой небольшой металлический цилиндр со сквозным отверстием по оси и одной или двумя коническими поверхностями. Угол конуса может быть различным, но в наборах встречаются шарошки с углом 15, 30, 45 и 60 градусов. На конусе закрепляются резцы из прочной стали (ВК 4 или аналог).
Один и тот же набор шарошек можно использовать для ремонта двигателей автомобилей разных марок, независимо от диаметра тарелки клапана. Кроме этого, обязательно в работе должна присутствовать направляющая ось, которая обеспечит очень точную притирку.
Обработку седел и притирку клапанов лучше доверить специалисту, имеющему, кроме специального оборудования, необходимые навыки. Неумелое использование шарошки может привести к необходимости повторной замены сёдел, хотя ничего сложного в этой работе, на первый взгляд, нет.
Технология шарошения или зенкования седел клапанов
Ремонт головки двигателя автомобиля — очень ответственное мероприятие. Особенно это проявляется при необходимости использования такого инструмента, как шарошка. Поэтому при шарошении седел необходимо придерживаться определенного порядка технологических процедур.
- После того как выбран угол обработки седла, устанавливаются резцы на необходимый диаметр;
- шарошка устанавливается на направляющую соответствующего диаметра, которая вводится во втулку, прижимаясь резцами к седлу;
- вращательным движением производится притирка поверхности до образования ровного поля шириной около 1 мм.
Основная задача, которую выполняет шарошка — это начальная подготовка рабочей поверхности седла, после чего производится непосредственная притирка клапана к нему. Особенности конструкции двигателей могут потребовать обработки седел двумя или тремя зенковками с разным углом наклона резцов.
Шарошки для ремонта седел клапанов – инструкция для работы + видео
Шарошки для ремонта седел клапанов являются необходимостью при работе с этим механизмом, потому что более удобного и точного инструмента не найти. Единственной альтернативой могут служить зенковки. Обо всем этом и о самом процессе ремонта мы поговорим в статье.
Клапаны используются для герметизации цилиндров двигателя в процессе газообмена. Принцип их работы заключается в обеспечении впуска смеси топлива и воздуха для дальнейшего её сжатия. После воспламенения и отработки газы попадают в систему выпуска, за это также отвечают клапаны.
Этот механизм функционирует в агрессивных условиях двигателя внутреннего сгорания, постоянно подвергается большим динамическим нагрузкам, высоким скоростям движения и нагреву.
Чтобы снизить быстрый износ ходовых частей данной детали, материалы изготовления чаще всего имеют высокую степень легирования никелем и хромом.

Устройство клапанного механизма имеет два главных составных элемента: это головка и стержень. Данные узлы авто бывают с тюльпанообразной, плоской и выпуклой головкой. На конце стержня есть конусные, фасонные или цилиндрические проточки для фиксации на них пружин.
Основным проявлением неисправности клапанного механизма является потеря мощности двигателя, а также нестабильная работа мотора в целом. Неисправности такого типа происходят из-за залипания и появления зазора.
Нагар также может стать причиной этой проблемы, он накапливается у самого клапана и препятствует его закрытию.

Ещё один признак неисправности – это повышенное выделение дыма во время выхлопа. А изношенный стержень и направляющая данного механизма станет причиной неестественной шумности двигателя.
Зенковки и шарошки для ремонта седел клапанов – что выбрать?
Замена седел клапанов своими руками предусматривает наличие не только грубого инструмента, но и почти ювелирного – шарошки или зенкера. Эти узкоспециализированные инструменты используются только для ремонта двигателя внутреннего сгорания.
Набор шарошек для седел клапанов применяется для вытачивания нужной формы их внутреннего диаметра. Эта операция позволяет добиться от тарелки плотного закрытия.
Чтобы безошибочно обработать седло клапана, чертеж механизма желательно иметь под рукой.

Шарошка выполнена в виде металлического цилиндра, в котором есть отверстие и две или одна коническая поверхность, её угол может варьироваться от 15 до 60 градусов. На поверхности конуса есть резцы. Набор зенковок для ремонта седел клапанов применяется точно так же, как и шарошки, но имеется одно отличие. Зенкер можно использовать на механических и электрических инструментах.

Замена седел клапанов своими руками – разбираем специфику работы
Такая операция выполняется двумя способами. Первый – грубый, но самый простой и быстрый.
Осуществляется довольно примитивно: на изношенное кольцо седла приваривается старый клапан, а затем кольцо просто выбивается молотком из своего штатного места в головке блока цилиндров, она, кстати, может быть повреждена, что очень нежелательно. Дальше происходит процесс запрессовки нового.
Мягкий способ гораздо сложнее, тем не менее, он выполним в вашем гараже без вмешательства дорогого оборудования. Седло в этом методе аккуратно вытачивается на станке. После этого посадочное место вычищается и также обтачивается.

Надёжная запрессовка происходит при охлаждении нового седла и нагреве головки блока цилиндров, только после такой работы можно будет гарантированно надёжно использовать механизм. Вся трудность метода заключается в нагреве и охлаждении, предварительно нужно будет продумать, как вы это будете делать.
Если седло не изношено донельзя, его можно подкорректировать. При использовании шарошки для ремонта применяются, в основном, несколько фрез с разными углами.
На оправку надевается первая грубая насадка, после чего круговыми движениями делается подготовка седла или прирезка, таким же образом могут использоваться и зенковки для прирезки седел клапанов.

Дальше приступаем к притирке, она осуществляется с помощью специального приспособления, предназначенного для этого, на конце которого есть конус. На фаску седла наносится абразивный порошок или паста.
Притирка проводится до тех пор, пока трение не будет издавать минимальный звук и скрежет. Остатки пасты или порошка тщательно убираются.
Качество работы можно оценить, перевернув головку и залив в неё керосин, если он не просачивается, значит, мы потрудились на славу.
Цены на Шарошки (зенкеры) для правки седел клапанов, Гизматик для ремонта фаски клапана. — купить в интернет-магазине АвтоКлюч-63, в наличии
Зенкеры (шарошки) настоящий профессиональный инструмент
Зенкера изготовлены на современном высокотехнологичном оборудовании. Высококачественный твердый сплав уникален по своим характеристикам и не имеет аналогов.
Высокое качество инструмента и простота в использовании позволит Вам сделать самостоятельно профессиональный ремонт головки блока цилиндров. Возможность регулировки ножей позволяет подобрать необходимый комплект для всех легковых автомобилей.
После обработки клапанов двигатель автомобиля имеет характеристики максимально приближенные к заводским. Инструмент ручной и не требует затрат электроэнергии. Одним комплектом шарошек можно обработать до 3000 клапанных седел.
Читайте также: Прокладка масляного поддона ваз 2112 16 клапанов
Получаемые точные параметры сопряжения клапан-седло значительно превосходят результаты всех традиционных методов ремонта и сравнимы лишь с результатами обработки новых изделий в промышленных условиях.
Гизматик для ремонта фаски клапана
Ручной инструмент для восстановления (шлифовки) рабочей фаски клапана, позволяет обрабатывать фаски клапанов любых встречающихся размеров, как по диаметру тарелки клапана (от 18 до 65 мм.), так и по диаметру стержня клапана (от 4 до 13 мм.).
Становясь нашим клиентом, Вы получаете возможность бесплатно консультироваться по всем вопросам, связанным с ремонтом ГБЦ, приобретать все сменные комплектующие.
У нас действует гибкая система скидок и бонусов.
| Простое оформление заказа | |||
| Сделать заказ легко! | Согласование с менеджером деталей доставки и оплаты. (Без согласования заявка не обрабатывается) | Как оплатить можно узнать здесь. | Самовывоз, доставка курьером по городу Тольятти, почтой или транспортными компаниями по всей России. |
по порядкупо росту ценыпо снижению ценыпо новизне
- р3247
 -44% Зенковка абразивная для выпускных седел клапанов
-44% Зенковка абразивная для выпускных седел клапанов
В наличии - Р3044 Оправка для извлечения впускных седел клапанов Ваз 2101-2108
В наличии - Р3043 Оправка для извлечения седел выпускных клапанов Ваз 2101-2108
В наличии - Новинкар3557 Оправка для запрессовки седел впускных клапанов 8 кл.
В наличии - Новинкар3559
Оправка для запрессовки седел выпускных клапанов 8 кл.
В наличии - Новинкар3558
Оправка для запрессовки седел впускных клапанов 16 кл.
В наличии - Новинкар3560
Оправка для запрессовки седел выпускных клапанов 16 кл.
В наличии - р3394
Пилот 8 мм для абразивной зенковки седел клапанов
В наличии - Топ продаж03242
Зенкеры регулируемые для ремонта седел клапанов 03242
В наличии - Топ продаж03244
Зенкеры регулируемые для ремонта седел клапанов 032.44
В наличии - Топ продажж3245
Шарошка для расточки седел клапанов 8 кл. двигателя, 45 градусов
В наличии - Топ продажж2545
Шарошка для расточки седел клапанов 16 кл. двигателя, 45 градусов
В наличии - Топ продаж02544
Регулируемые зенкеры (фрезы, шарошки) седел клапанов 025.44
В наличии - Топ продажж2530
Инструмент для ремонта фаски клапана «GIZMATIC» (Гизматик)
В наличии - Ж2550
Пилоты конусные 5,0 мм 2 шт для регулируемых зенкеров 025
В наличии - Ж2555
Пилоты конусные 5,5 мм для регулируемых зенкеров 025 2 шт
В наличии - р3161
Пилот для шарошек (зенковок) 7 мм
В наличии - р3160
Пилот для шарошек (зенковок) 8 мм
В наличии - ж2525
Ножи для регулируемых зенкеров L=8 мм (комплект 3 шт.)
В наличии - ж3232
Ножи для регулируемых зенкеров L=12 мм (комплект 3 шт.)
В наличии - ж4040
Ножи для регулируемых зенкеров L=15 мм (комплект 3 шт.)
В наличии - Топ продаж361007
Шарошки седел клапанов 01-083, 2110, ЗМЗ 406, 6 зубов
В наличии - Топ продаж361006
Зенковки сёдел клапанов 01-083, 2110, 21213, ЗМЗ 406, 7 резцов
В наличии - 361014
Зенковки сёдел клапанов ГАЗ 24-10, 7 резцов
В наличии
 -44% Зенковка абразивная для выпускных седел клапанов
-44% Зенковка абразивная для выпускных седел клапанов  Оправка для извлечения впускных седел клапанов Ваз 2101-2108
Оправка для извлечения впускных седел клапанов Ваз 2101-2108  Оправка для извлечения седел выпускных клапанов Ваз 2101-2108
Оправка для извлечения седел выпускных клапанов Ваз 2101-2108  Оправка для запрессовки седел впускных клапанов 8 кл.
Оправка для запрессовки седел впускных клапанов 8 кл. Зенковки и шарошки для седел клапанов | Зенкера для расточки и прирезки клапанов купить по низкой цене
Если вы не нашли подходящего предложения, вы всегда можете оставить заявку на интересующую вас продукцию
Если двигатель автомобиля теряет в мощности или наблюдается его нестабильная работа, то необходимо проверить корректность работы клапанного механизма головки. Скорее всего, подобные неисправности происходят из-за появления зазора или нагара в клапанах, которые мешают герметичному закрытию клапана.
Чтобы добиться герметичного закрытия клапана используется специализированный инструмент для ремонта седел клапанов, например, шарошки для седел клапанов. По-другому, они могут называться как зенковки для прирезки седел клапанов или фрезы.
Они используются исключительно для восстановления седел клапанов ДВС.
Шарошки для седел клапанов – особенности инструмента
Зенкера для прирезки седел клапанов изготовлены в виде металлического цилиндра конусной формы, в оси которого имеется сквозное отверстие.
Многие производители изготавливают двухсторонние зенкера для седел клапанов, которые с обеих сторон имеют конусную форму, но только под разными углами наклона. Данная особенность инструмента обоснована большей функциональностью.
Любой зенкер в своей конструкции имеет несколько резцов из прочной стали, которые обрабатывают поверхность клапанного отверстия. Режущий инструмент может иметь разные углы наклона конуса до 75 градусов наклона.
Ассортимент инструмента для ремонта седел клапанов
В каталоге AIST каждый инструмент для прирезки седел клапанов имеет описание и технические характеристики. Виды:
- Шарошки для седел клапанов;
- Пилоты;
- Держатели фрез для прирезки седел клапанов;
- Комплект инструмента для ремонта седел клапанов. В данный комплект входит весь необходимый инструмент.
Использование шарошек
Главная функция шарошки для седел клапанов — подготовка поверхности клапана для дальнейшей притирки клапана к седлу.
Обычно подобный инструмент используется мастерами и автосервисами, которые занимаются восстановлением и ремонтом ГБЦ. Частные умельцы чаще покупают зенкера для расточки седел клапанов по отдельности.
Автосервису же необходим целый комплект зенковок для прирезки седел клапанов, так как он обеспечит ремонт различных двигателей.

Если седло клапана не до конца сношено, его еще возможно отремонтировать. Поэтому применять зенкера для седел клапанов необходимо аккуратно, придерживаясь некоторыми правилами:
- Направляющий пилот фрезы вставляется с минимальным зазором во втулку;
- Производится обработка поверхности клапана под различными углами;
- После произведенной обработки необходимо притереть сами клапана, чтобы добиться полной герметичности.
Купить зенковки для прирезки седел клапанов в AIST
Приобрести необходимый инструмент возможно в каждом из наших магазинов или через интернет-магазин. В магазинах AIST по выгодным ценам представлены как отдельные предметы, так и наборы инструмента. Консультанты всегда готовы подобрать необходимые инструменты. Также возможно купить приспособления с доставкой по всей России и в страны СНГ.
Как правильно притереть клапана, приспособления для притирки, проверка
Капремонт двигателя – трудоемкая и довольно дорогостоящая процедура. Многие операции, самостоятельно в гаражных условиях, выполнить невозможно по причине отсутствия необходимого оборудования, но на некоторых вполне удастся сэкономить. Один из путей уменьшения затрат на приведение двигателя в порядок – притирка клапанов своими руками.
Чтобы мотор работал с максимальной эффективностью, клапаны должны закрываться очень плотно, чтобы исключить потери энергии. Для того чтобы добиться плотного прилегания их к седлам, выполняют их притирку. Для работы потребуется:
- шарошка для удаления выработки;
- притирочная паста;
- инструмент для притирки.
Притирочная паста
Правильная притирка начинается с похода в автомагазин за абразивным материалом. Притирочная паста – это главное, что необходимо приобрести до начала работ. Данный абразивный материал наносится на кромки клапанов в процессе притирки.
В магазинах предлагается широкий выбор паст разных производителей. Отличаются они друг от друга главным образом ценой.
Качественно выполнить притирку клапанов и седел можно как дешевым, так и дорогим материалом, поэтому особого смысла переплачивать нет.
Приобрести нужно два тюбика: крупнозернистую пасту для черновой обработки, и мелкозернистую – для финишной. С таким набором работа будет выполнена быстрее и качественнее.
Шарошка для удаления выработки
С помощью этого инструмента производится восстановление седел клапанов. Чтобы определить, нужно ли воспользоваться шарошкой, или можно обойтись без нее, следует осмотреть седла.
Они могут быть покрыты нагаром и раковинами, но если фаски имеют правильную коническую форму, можно сразу переходить к притирке, в противном случае, если фаски скруглены или на них имеются ступеньки, потребуется придать им правильную форму при помощи шарошки.
Поскольку формы и размеры седел на разных головках различны (например, у ВАЗ-2106 и ВАЗ-2109), нужно подобрать подходящий инструмент. Обработку седел можно провести вручную или, для экономии времени, с помощью дрели.
Для этого шарошка закрепляется в патроне, как обычное сверло, и под ее воздействием удаляется поверхностный слой металла.
Сигналом к прекращению удаления выработки служит появление блестящего ровного круга, по форме соответствующего тарелке клапана.
На видео можно посмотреть, как седла обрабатываются шарошкой.
Инструмент для притирки
Приспособление для притирки клапанов можно сделать из дрели, сверла, шланга и двух хомутов. В патрон дрели зажимается сверло, на него надевается один конец шланга и затягивается хомутом. Другой конец шланга надевается на стержень клапана, вставленного на свое место.
В качестве альтернативы может быть использована специальная присоска, которая одним концом зажимается в патрон дрели, а другим прилепляется к тарелке клапана. При покупке следует ее проверить, обратить внимание на качество материала, из которого изготовлена присоска, поскольку некачественное приспособление будет постоянно отлепляться, и работа значительно усложнится.
После этого остается только нанести притирочную пасту, и можно приступать к процессу. Притирка клапанов и седел должна производиться с соблюдением следующих условий:
Притирка клапанов
Прежде, чем приступать к работе, следует внимательно осмотреть клапана: если они хотя бы немного искривлены, необходима замена. Попытки выправить их самостоятельно положительного результата не дадут.
Притирка клапанов ВАЗ-2106 (2109) выполняется следующим образом: до начала обработки под клапан ставится слабая пружина, на фаски наносится крупноабразивная притирочная паста, и начинается сам процесс.
Обработка продолжается до тех пор, пока не будут удалены все дефекты.
После этого наносится мелкоабразивная паста, и обработка продолжается, пока притираемые поверхности не приобретут равномерный матовый цвет.
На видео представлена притирка клапанов ВАЗ-2109.
Как проверить качество работы
Сигналом к завершению служит появление ровного пояска шириной около полутора миллиметров. После этого необходимо проверить, насколько хорошо притерты клапана.
Для этого нужно смыть остатки пасты и нанести масло, после чего еще некоторое время выполнить притирку. При этом станут видны не удаленные раковины и царапины, если таковые остались.
Если же их нет – работу можно считать оконченной.
Следует отметить, что во время работы двигателя, клапана пройдут процесс приработки уже без стороннего вмешательства, поэтому не стоит тратить время, чтобы довески качество притирки до идеала.
Если проверить притирку керосином, горючая жидкость может немного просачиваться из-под закрытого клапана, однако после того, как двигатель поработает несколько дней, герметичность значительно улучшится.
Купить шарошки для правки седел клапанов, гизматик для ремонта фаски клапана в Тольятти
В этой группе товаров Вы можете подобрать зенкеры-шарошки для ремонта вашего автомобиля. Универсальные зенкера-шарошки представляют собой настоящий профессиональный инструмент.
Высокое качество инструмента и простота в использовании позволит Вам сделать самостоятельно профессиональный ремонт головки блока цилиндров.
Возможность регулировки ножей позволяет подобрать необходимый комплект для всех легковых автомобилей.
Шарошки для клапанов – это инструмент, который стоит на первом месте среди остальных, предназначенных для работы с клапанами. Его сильные стороны — это высокая точность работы и превосходное удобство эксплуатации. Особенность этого инструмента в том, что он ручной. Применяют его в шлифовке седел клапанов.
Также на эту роль могут подойти зенкеры. Хотите купить шарошки и зенкеры седел клапанов? Вы можете сделать это у нас на сайте по доступной цене.Наборы шарошек и зенкеров, представленные на нашем сайте, производятся в САИ г. Воронеж.
Качество инструмента высокое, очень удобны в использовании. У нас вы можете найти шарошки с регулируемыми ножами, которые помогут вам в восстановлении седел клапанов. Также эта способность ножей шарошек дает возможность подобрать нужный комплект для всех легковых автомобилей.
Шарошки, которые вы можете найти в нашем интернет-магазине, подойдут для автомобилей ВАЗ, ГАЗ, ЗИЛ, КАМАЗ и т.д.
Также здесь вы можете найти наборы ножей для шарошек и разнообразные наборы шарошек и зенкеров.
Читайте также: Инс клапан стальной игольчатый муфтовый 15с54бк ду15
Купив шарошки на нашем сайте, вы точно получите качественный товар, который прослужит вам много лет и всегда будет удивлять вас конечным результатом работы! Заказывайте у нас – выбирайте лучшее.
Включен режим редактирования. Выйти из режима редактирования
Замена седел клапанов ваз 2108 своими руками
Как поменять седло клапана:
Клапаны вместе с сёдлами подвержены большим термическим нагрузкам, вследствие чего на них появляются дефекты, такие как трещины, пригары, раковины вследствие перегрева, либо в двигатель попадают посторонние предметы, которые повредят седло.
Если головка перегревалась, то может возникнуть несоосность седла и направляющей клапана, что приводит к негерметичности.
Износ седла также идёт неравномерно, а по оси кулачка, из-за чего седло приобретает овальность.
Все эти изъяны необходимо править с использованием фрез, шарошек или зенкеров, а потом притирать клапана; на специализированном оборудовании поправить седло можно в один заход без последующей притирки.
Если старое седло невозможно поправить, то его нужно заменить на новое, а потом уже обработать и нарезать на нём фаску под новый клапан. Процесс замены можно условно разделить на несколько частей: извлечение седла клапана, подготовка заготовки для нового седла, установка новой детали и завершающая обработка с подгонкой фаски под новый клапан. Разберём всё по порядку.
Устройство клапанного механизма – принцип работы и возможные неисправности
Клапаны используются для герметизации цилиндров двигателя в процессе газообмена. Принцип их работы заключается в обеспечении впуска смеси топлива и воздуха для дальнейшего её сжатия. После воспламенения и отработки газы попадают в систему выпуска, за это также отвечают клапаны.
Этот механизм функционирует в агрессивных условиях двигателя внутреннего сгорания, постоянно подвергается большим динамическим нагрузкам, высоким скоростям движения и нагреву.
Чтобы снизить быстрый износ ходовых частей данной детали, материалы изготовления чаще всего имеют высокую степень легирования никелем и хромом.
Устройство клапанного механизма имеет два главных составных элемента: это головка и стержень. Данные узлы авто бывают с тюльпанообразной, плоской и выпуклой головкой. На конце стержня есть конусные, фасонные или цилиндрические проточки для фиксации на них пружин.
Основным проявлением неисправности клапанного механизма является потеря мощности двигателя, а также нестабильная работа мотора в целом. Неисправности такого типа происходят из-за залипания и появления зазора.
Нагар также может стать причиной этой проблемы, он накапливается у самого клапана и препятствует его закрытию.
Ещё один признак неисправности – это повышенное выделение дыма во время выхлопа. А изношенный стержень и направляющая данного механизма станет причиной неестественной шумности двигателя.
Извлечение седла
Сначала рассмотрим, как не надо делать, хотя некоторые гаражные гуру автомобилестроения рекомендуют делать именно так.
-сварка клапана + выбивание
Сначала старый ненужный клапан подгоняют под размеры седла, вставляют на посадочное сесто и приваривают клапан к седлу. Пока ещё не остыло, выбивают клапан, и он выходит вместе с седлом. За счёт разного расширения металлов- стали и алюминия- натяг уменьшается, когда остынет, будет не так легко выходить.
Почему так делать не надо? При сварке нагревается вся головка и её непременно поведёт, она станет кривая и в дополнение к этому откроются скрытые трещины, там, где были внутренние напряжения металла (а они есть в любом случае). Потом будете удивляться, почему моя головка вдруг оказалась пробитой.
Оптимальный способ: растачивание седла клапана на станке, пока он не станет размером с фольгу и сам не выпрыгнет из посадочного отверстия. Но… это нельзя реализовать в гараже из-за дороговизны оборудования, да и не в каждом селе будет такой станочек. Поэтому рассмотрим ещё один способ, лёгкий и безопасный, и реализуемый в любом гараже.
Замена седел
Процедура замены состоит из двух ответственных процедур: удаления старых деталей и монтажа новых.
Удаление старых посадочных элементов
Замена седел клапанов выполняется на демонтированной ГБЦ с разобранным газораспределительным механизмом. Удалить старое кольцо можно с использованием сварочного аппарата, если материал, из которого оно изготовлено, позволяет это сделать.
Для выполнения процедуры изготавливается съемник седел клапанов — берется старый ненужный клапан, тарелку которого необходимо проточить до размеров внутреннего диаметра седла.
После этого полученный инструмент утапливают в посадочное место, не доходя до края 2-3 мм и «прихватывают» сваркой в 2-3 местах. После клапан вместе с металлическим кольцом выбивают с обратной стороны молотком.
Важно! Процедура с использованием сварки может привести к некоторой деформации посадочного места. При этом стандартные седла будут иметь слабое закрепление, что может привести к их самопроизвольному демонтажу в процессе работы мотора. Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ.
Седло клапана, изготовленное из металлов, не подлежащих сварке, можно удалить путем вкручивания в него отрезка трубы, используемого как съемник седел клапанов. Для этого на внутренней поверхности кольца нарезается резьба. Аналогичную резьбу наносят на внешнюю поверхность подходящей по диаметру металлической трубы.
Берется старый клапан, который предварительно приваривают к торцу трубы в обратной положении. При этом ножка клапана проводится в предназначенное для нее отверстие, труба вкручивается в резьбу, после чего элемент удаляют постукиваниями по ножке.
Монтаж новых седел
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием. При этом важно, чтобы кольцо встало без перекоса.
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Важно! При стандартной процедуре замены тарелки всех клапанов оказываются посажены достаточно высоко. Однако некоторые специалисты рекомендуют обрабатывать фаски таким образом, чтобы выпускные клапаны сидели несколько глубже нормального положения. Седло впускного клапана при этом оставляют в штатном положении.
Выбор гаражных мастеров: простой и безопасный способ
Стачиваем фрезой седло насквозь с одного края. Седло ослабнет, потеряет натяг и само выпрыгнет из посадочного отверстия, даже не придётся его насквозь точить, доходя до посадочной плоскости, когда останется чуть меньше, чем 0,5 мм натяга уже не хватает, чтобы удержаться. Разомкнув кольцо, седло больше не сможет сопротивляться.
Фреза для дрели продаётся в любом строительном магазине, стоит не дороже, чем сверло, поэтому данный метод такой доступный.
Теперь, когда седло извлечено, надо подумать, что мы будем туда вставлять.
Заготовка седла клапана
Для всех популярных моторов предлагаются заготовки сёдел клапанов, как стандартных размеров, так и ремонтных, с увеличенным внешним диаметром. Для редких двигателей заготовки надо заказывать или изготавливать на заказ.
Такие заготовки достаточно дешёвые, если не нашлось для какого-то мотора, можно подобрать по размеру из имеющихся наименований. Но и не забывайте, что фирмы, производящие детали двигателя (Kolbenschmidt), в частности клапана, производят ещё и сёдла тех же размеров, так что спрашивайте в магазинах вашего города. После установки седло надо будет обработать- нарезать фаску под клапан.
Характеристика инструмента
Шарошка для седел клапанов – довольно незамысловатое приспособление, которое очень хорошо выполняет свои функции. Внешне деталь представляет собой конусообразную насадку со сквозным отверстием. На боковой поверхности находятся крепления для специальных резцов.
При их установке шарошка для седел клапанов вращательными движениями срезает слой фаски. Детали придаётся идеально округлая форма. Шарошки в единичном виде не бывает – это всегда набор из конусов различного угла.
Угол составляет от 15 до 60 градусов, поскольку фаски седел на разных моторах различны. Также обработка проводится в несколько этапов, с постепенным увеличением угла. Для качественной работы обязательно должна быть горизонтальная направляющая.
Для чего она нужна? Горизонтальная направляющая обеспечивает соосность и ровную обработку седла по всей окружности.
Установка нового седла
Седло клапана правильно устанавливать с азотом, все другие методы не такие надёжные. В нормальном состоянии при комнатной температуре дивметр седла больше диаметра отверстия в головке, поэтому после установки получается некоторый натяг. Чтобы засунуть седло, его надо уменьшить в размере, для этого и нужен азот.
Азот в жидком состоянии сохраняет очень низкую температуру. Охлаждаясь в азоте, клапан сжимается в диаметре, и охладившись может свободно залезть в посадочное отверстие головки.
В то же время, чтобы увеличить посадочное отверстие в головке, головку можно нагреть, тогда отверстие расширится и зазор увеличится.
Если нагреть головку, то тогда не надо так сильно охлаждать седло, достаточно будет просто положить в морозилку и разницы температур будет достаточно.
Устанавливать седло без предварительной термической обработки нельзя, не будет достигнут необходимый натяг и седло выпадет в процессе эксплуатации.
При установке нужно забить седло, чтобы оно стало на место, сильно бить не надо, достаточно лёгких ударов.
Стоимость инструмента для притирки
Набор шарошек для седел клапанов включает в себя комплект конусов различного диаметра и угла, сменных резцов и вертикальной направляющей. При помощи последней устанавливается соосность рабочей поверхности.
Полупрофессиональный набор из 6-10 элементов отечественного производства имеет стоимость 1-3 тысячи рублей. Профессиональные инструменты, состоящие состоят из 13-15 предметов, стоят около 10-15 тысяч рублей.
Ввиду высокой цены, такая шарошка для седел клапанов используется лишь в автосервисах. Практически все наборы — универсальны и позволяют провести фрезерование седел и притирку практически на любых автомобилях.
Встречаются также комплекты, предназначенные для конкретных марок. Например, это шарошки для седел клапанов ВАЗ. Подходят, как для классических карбюраторных моделей, так и для более современных, инжекторных.
Механическая обработка нового седла
На новом установленном седле надо нарезать фаску. Лучше всего это сделать на специализированном станке, так получится обработать наиболее точно. Это реализуется благодаря жёсткой центровке резца, чего невозможно добиться используя ручные шарошки.
Но если в вашей местности нет подобного оборудования, шарошки- это всё, на что вы можете рассчитывать. Если есть поблизости металлообрабатывающий цех, можно попробовать обработать клапана на фрезерном станке, результат вполне сойдёт.
На седле надо нарезать три кромки- внешнюю, внутреннюю и сверху них центральную, самую узкую, по которой седло будет соприкасаться с клапаном.
Не нашли интересующую Вас информацию? на нашем форуме.
Зенкеры
При ремонте можно использовать и шарошки-зенкера для седел клапанов. Их отличие от фрез заключается в установке несъемного (а иногда и регулируемого) резца. Достоинство таких приспособлений в том, что ими можно сформировать всю рабочую поверхность седла сразу.
Еще одно отличие заключается в другом способе установки опоры. Одна опора устанавливается на втулку клапана, вторая — на кронштейн. Это значительно увеличивает точность обработки рабочей поверхности.