

- Трещина в блоке или головке блока цилиндров, симптомы, как определить и заделать
- Вероятные симптомы и причины
- Методы определения
- Как заделать поврежденные места
- Заделывание электросваркой
- Электродуговая сварка
- Заделка трещин ГБЦ
- Приварка заплаты
- Применение эпоксидной пасты
- Способы восстановления блока цилиндров
- Треснул блок двигателя: что делать?
- Удаление трещин в блоке цилиндров и ГБЦ
- Как найти трещину
- Ремонт трещин при помощи сварки
- Альтернативные способы
- 🌟 Видео
Видео:Трещина в ГБЦ: какие признаки и как проверить? Ремонт ГБЦ трещин 3 способа!Скачать

Трещина в блоке или головке блока цилиндров, симптомы, как определить и заделать
Независимо от того, какой металлический сплав применяется в изготовлении блока, со временем в ходе работы может образоваться трещина в блоке цилиндров двигателя.
Визуально можно выявить глубокие разрывы, а вот микротрещины «на глаз» не определить.
Видео:Зил 131 130 разморозил блок ремонт надёжный ремонт , заплатка , ремонт блока зил 130Скачать

Вероятные симптомы и причины

Ниже описаны признаки, по которым можно косвенно определить трещину в блоке или головке. Хотя, описанные признаки могут означать и иные неисправности.
- Перегрев двигателя, из системы полностью вытекает антифриз. Если не стоит вопрос о герметичности самой системы охлаждения, в этом случае необходимо проверить насколько хорошо затянуты болты ГБЦ. Важно: будьте осторожны, при протяжке болтов они могут лопнуть.
- Некорректная работа прибора управления температурой (термопары), вследствие перегрева происходит деформация головки блока цилиндров.
- Неисправность пробки расширительного бачка, в которой клапан не держит давления, образуются воздушные пробки.
- В тёплую погоду происходит колебание температуры двигателя. Стрелка термодатчика производит резкие скачки в сторону увеличения, либо уменьшения температур.
- Вибрация двигателя или «троение», особенно это ощутимо при подъёме в гору. Как показывает практика, это один из распространенных симптомов образования именно микротрещин. Важно: чтобы подтвердить наличие микротрещин на блоке цилиндров или убедиться, что есть трещина в ГБЦ, выкрутите свечу зажигания. Если свеча мокрая, попробуйте жидкость на язык. Сладкий вкус означает что это антифриз, попадающий через микротрещину в масло. Долейте охлаждающую жидкость и включите двигатель, не закрывая капот и крышку расширительного бака. Если жидкость сразу начнёт кипеть, это верный признак наличия трещины в ГБЦ.
- Велика вероятность появления трещин возле направляющей втулки или втулки впускного клапана. В этом случае головку придется менять.
- Уходят газы. Для определения утечки можно надеть резиновую медицинскую перчатку на расширительный бачок, или горловину радиатора, и закрепить канцелярской резинкой. Если перчатка надувается, значит проблема есть.

Антифриз лучше использовать импортный и безсиликатный G-11 – для алюминиевых блоков. Для чугунных блоков цилиндров лучше использовать антифриз красный, штатный. Он рассчитан под температуру -80 +135.
На заметку: на верхней плоскости блока цилиндров могут появиться трещины вследствие плохой промывки и продувки блока перед сборкой. В результате этого в резьбовых отверстиях под болты остается грязь и жидкость.
Видео:Головка блока ЗИЛ-130. Трещина. Труп.Скачать

Методы определения

Чтобы окончательно убедиться в образовании микротрещин, существует несколько способов определения дефектов.
- Производится установка магнитов по корпусу устройства или ГБЦ. Сверху насыпается металлическую стружку. Она начинает двигаться к местам установки магнитов, забиваясь в трещины.
- На тщательно промытую ацетоном либо керосином поверхность ГБЦ наносим особую жидкую краску и ждем 10 минут. После этого чистой тряпкой стираем оставшуюся краску. Дефекты после такого метода обнаруживаются сразу.
- Для проверки целостности можно использовать жидкость. Для этого необходимо герметично закрыть все отверстия и залить в канал воды. С помощью насоса закачиваем в канал воздух под давлением 0,7 Мпа. Оставляем блок в таком состоянии на несколько часов. Ушедшая вода скажет о том, что в головке блока присутствуют дефекты. Таким же образом целостность проверяется путем погружения блока в емкость с водой. В этом случае пузырьки покажут место трещин.
Читайте также: Ярко окрашенный деревянный или пластмассовый полый цилиндр
» alt=»»>
Места расположения дефектов, за устранение которых браться не стоит.
- на клапанных гнёздах;
- на зеркалах цилиндров;
- на плоскости прилегания блока и головки.
Видео:Проверка трещин головка ЗИЛ 130Скачать

Как заделать поврежденные места
Заделывание электросваркой

Засверлить трещины сверлом, чтобы они не пошли дальше и не начали увеличиваться во время работы. Зашлифовать.
Разогреваем блок до 600-650 градусов. Для заделки используем пруток присадочный из чугунно-медного сплава, диаметром 5 мм и флюс. Шов предохранить от окисления с помощью буры.
На поверхности в блоке двигателя должен остаться ровный слой с выступом не более 2 мм. После этого охлаждаем блок в термошкафу.
Электродуговая сварка
В этом случае подогрев блока не требуется. Электронная проволока идёт в качестве присадочного материала. Аргон используется как среда для сварки. Не допускайте перегрева свыше 60 градусов.
Заделка трещин ГБЦ
Нагреваем головку до температуры 200 градусов. Используем для этого ацетиленовую горелку. Заделывание производится при помощи постоянного тока. Диаметр электрода выбираем в зависимости от ширины и толщины стенки.
Приварка заплаты

Подбираем кусок металла, размером с трещину. Жестянкой обворачиваем медные электроды из медного сплава и привариваем заплату. Шлифуем и в довершение покрываем эпоксидной пастой.
Применение эпоксидной пасты
Разлом разделать шлифовкой и засверлить концы трещин сверлом, диаметром не более 85 мм. В отверстия засадить медные заглушки. По очертаниям трещин проходимся насечкой, для создания искусственной шероховатости.
Поверхность обезжириваем с применением ацетона, подогреваем с помощью инфракрасной лампы до температуры 80 градусов. На разлом наносим эпоксидную пасту в следующей последовательности:
- 1 слой 1 мм,
- второй 2-3 мм,
- третий 3-4 мм.
Выдержать в течение суток при температуре 20 градусов, затем необходимо просушить место ремонта в сушильной камере, при температуре 90 градусов, в течение одного часа.
» alt=»»>
После просушки склеенный участок зачистить и выровнять шлифовкой.
Видео:Как устранить трещину в блоке трактора без сварки.Скачать

Способы восстановления блока цилиндров
Блок цилиндров является базовой деталью, и выбраковывать его надо как можно реже, привлекая все возможные способы ремонта.
Восстановление резьбовых отверстий. При срыве или износе резьбы в отверстиях блока цилиндров нарезают резьбу ремонтного размера или ставят ввертыши. Забитую резьбу прогоняют метчиком. Ввёртыш можно ставить при условии, если стенки резьбового отверстия имеют достаточную толщину.
Резьбовое отверстие восстанавливают ввертышами так: поврежденное отверстие рассверливают и в нем нарезают резьбу, в которую на сурике ввертывают ввертыш. Головку ввертыша после установки его на место срезают, а ввертыш закрепляют в своем гнезде керновкой, пайкой медью или штифтом. После этого делают разметку, по которой сверлят новое отверстие и в нем нарезают резьбу.
Трещины в блоке цилиндров заделывают одним из следующих способов: постановкой заплат; штифтовкой; заделкой эпоксидными смолами; заваркой электродуговой сваркой.
При заделке трещин эпоксидными смолами применяют два рецепта клеевых мастик (в весовых частях):
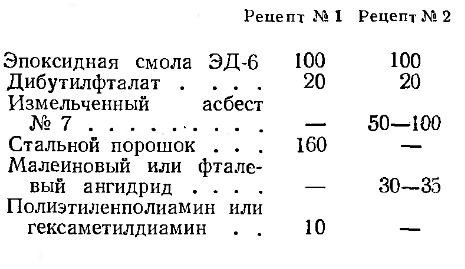
Два рецепта клеевых мастик
Порядок приготовления мастики следующий: эпоксидную смолу подогревают вместе с тарой в водяной ванне до температуры 60—80° С, после чего в нее вводят дибутил- фталат, служащий пластификатором. Смесь тщательно перемешивают и добавляют наполнитель. В качестве наполнителя служит стальной порошок. Смесь снова перемешивают, охлаждают до комнатной температуры и закупоривают.
Поверхность, подлежащую заделке, зачищают от ржавчины и грязи. Трещину засверливают по краям сверлом 3—3,5 мм, затем шлифовальным кругом снимают фаски с двух сторон под углом 90—120° на глубину, равную 4 /5 толщины стенки. Подготовленную поверхность обезжиривают ацетоном, выдерживая ее в течение 3—5 мин до полного испарения растворителя.
В подготовленную смесь эпоксидной смолы вводят отвердитель — полиэтиленполиамин (гексаметилдиамин) или малеиновый (фталевый) ангидрид. Смесь тщательно перемешивают. При введении отвердителя происходит самопроизвольный нагрев смеси, поэтому отвердитель надо вводить отдельными порциями, не допуская нагрева смеси выше 40° С.
Читайте также: Цилиндр electro vapmc elmc 50 60 чистящий
В таком виде мастика пригодна к использованию при температуре 15—20° С в течение 20 мин, а при нулевой температуре ее можно хранить 8 ч. Для лучшего сцепления мастики с металлом место, подлежащее заделке, подогревают до температуры 60— 80 е С.
Приготовленную смесь наносят шпателем, тщательно втирая ее в подготовленную поверхность. Второй слой мастики накладывают над трещиной, перекрывая ее на 10 мм по сторонам и на 2—3 мм выше плоскости блока.
После нанесения мастики можно наложить заплату из стеклоткани.
Для полного высыхания мастики, приготовленной по рецепту № 1 при температуре
15— 20° С, требуется 48 ч9 для ускорения процесса блок цилиндров надо подогреть. Высыхание мастики, приготовленной по рецепту № 2, требует подогрева до температуры 120—140° С и выдержки в течение 16— 24 ч.
Заварку трещин электродуговой сваркой выполняют медным электродом диаметром 3 мм, обернутым белой жестью или жестью, покрытой алюминием. Сварку ведут постоянным током при обратной полярности (минус на деталь, плюс на электрод). Силу сварочного тока рекомендуется поддерживать в пределах 120—130 а.
Трещину засверливают по концам сверлом 3—3,5 мм. Место сварки очищают от окислов, масла и грязи. Трещину разделывают, скашивая кромки так, чтобы общий угол был равен 60—70°.
Чтобы избежать появления новых трещин, блок цилиндров нельзя нагревать, а надо варить участками в 10—20 мм и давать остывать до температуры 50—70° С.
Меловая обмазка электрода повышает устойчивость сварочной дуги.
Дугу при сварке надо держать короткой, не допуская глубокого расплавления металла детали.
Видео:Лопнул чугунный блок ЗИЛ 130 клеем эпоксидкойСкачать

Треснул блок двигателя: что делать?

Среди поломок ДВС стоит отдельно отметить появление трещин блока цилиндров и головки блока цилиндров. Такие трещины в корпусе двигателя и других составных элементах достаточно распространены. В процессе эксплуатации многие узлы в конструкции ДВС подвергаются серьезным механическим и температурным нагрузкам, которые создают естественный износ силового агрегата. Блок также трескается в результате аварий, стенки блока цилиндров или головки блока цилиндров могут пробиваться деталями двигателя (шатун и т.д.) в результате заклинивания силовой установки.
Видео:Секрет сварки чугунного блока двигателя авто после ДТП! Своими руками!Скачать

Удаление трещин в блоке цилиндров и ГБЦ
Блоки и гловки блоков двигателя состоят из различных металлических сплавов. Существующие сегодня технологии зачастую позволяют восстановить поврежденные элементы. Далее мы рассмотрим способы устранения поломки и ответим на вопрос, как убрать трещины блока цилиндров и отремонтировать трещины ГБЦ. В ряде случаев ремонт трещин можно выполнить своими руками.
Одним из наиболее широко применяемых способов устранения трещин блока цилиндров и ГБЦ является заделывание дефектов силуминовых и чугунных блоков при помощи сварки.
Видео:Ремонт трещин ГБЦ и прогара прокладок. Металлогерметики Hi-GearСкачать

Как найти трещину
Для выявления трещин применяют следующие способы:
- метод ультразвукового обнаружения;
- использование магниточувствительного оборудования;
- метод пневматической опрессовки;
- поиск трещин посредством гидроконтроля;
На практике обнаружение трещин во многих автосервисах производится посредством закачки в неисправный элемент двигателя воздуха или воды. В случае с воздухом деталь дополнительно погружают в ванну и находят дефекты по пузырькам. Если в элемент закачивается вода, тогда необходимость погружения исключается, так как трещины диагностируют по просачиванию жидкости.
Для определения точных границ трещины с обеих сторон от раскола крепятся пару магнитов, пространство между магнитами засыпается специальными проводящими опилками. Наличие трещины приведет к тому, что линии магнитного поля разорвутся, опилки будут частично группироваться на поверхности раскола. Данный способ позволяет четко выявить трещину блока цилиндров или ГБЦ.
Видео:варим размороженный блок зил. еще походит))) герметик для системы охлождения хайгирСкачать

Ремонт трещин при помощи сварки
Необходимо отметить, что устранять расколы нужно в строгом соответствии со всеми рекомендациями. Механические напряжения остаточного типа в зоне шва могут привести к нарушениям его целостности и необходимости повторного ремонта.
Читайте также: Блок цилиндров с крышками коренных подшипников
Блок из чугуна восстанавливают при помощи засверливания концов трещины и последующей шлифовки всей длины раскола под углом 90 градусов. Засверливать необходимо для того, чтобы предотвратить дальнейшее распространение. Что касается сварки, на начальном этапе блок цилиндров разогревается до 650 градусов по Цельсию. После этого наносится сплошной шов при помощи присадочного чугунно – медного прута и флюса. Завершающим этапом становится постепенное охлаждение детали, для чего требуется специальный термошкаф.
Для того чтобы не прогревать блок, можно воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончании поверхность полученного шва обезжиривается при помощи ацетона и дополнительно наносится слой эпоксидной пасты специальным шпателем. Эпоксид застывает в течение 24 часов при комнатной температуре и около 2 часов при нагреве до 100 градусов по Цельсию. Завершающим этапом станет шлифовка обработанного шва.
Видео:Причина эмульсии. ГБЦ ЗИЛ-130 - трещина в клапанной полостиСкачать

Альтернативные способы
Начнем с того, что незначительные трещины можно также заделать путем использования эпоксидной пасты и стеклоткани. Перед началом работ поверхность металла нужно хорошо обезжирить. Слои пасты и стеклоткани при нанесении чередуются, последним слоем должен являться эпоксид.
Среди наиболее востребованных сегодня технологий стоит также отметить решение под названием SEAL-LOCK. К преимуществам данного способа относят отсутствие необходимости демонтировать двигатель. Способ подходит для восстановления серьезных пробоин или трещин в блоке цилиндров. Также для ремонта не требуется применение сварочного аппарата.
В основе способа лежит заполнение трещины специальной прослойкой из мягкого металла, который в результате надежно скрепляется с поверхностью восстанавливаемой детали.
- Трещину локализуют, после чего происходит засверливание краев раскола. Далее поперек трещины насверливают отверстия с установленным технологией шагом. В эти отверстия вставляются стяжки-скобы, которые связывают оба края трещины. Скобы подбираются в соответствии с видом раскола, так как могут иметь различную длину и отличаться по своей форме.
- Далее в пространстве между установленных скоб высверливается отверстие, после чего происходит нарезка конусной резьбы при помощи специального метчика. После этого необходимо произвести обработку полученного отверстия составом для устранения окисной пленки. Затем в обработанное резьбовое отверстие с небольшим усилием вкручивается заглушка-конус, материал которой активно контактирует с металлом ремонтируемой детали.
- Далее часть заглушки, которая возвышается над плоскостью, нужно немного подпилить, после чего вкручивание осуществляется с большим усилием, которое создается специальным инструментом. Под таким усилием мягкая заглушка сломается в том месте, где ранее был сделан подпил. Выступающие остатки дополнительно шлифуют.
- Следующим шагом становится сверление следующего отверстия. Это отверстие сверлят так, чтобы добиться частичного перекрытия предыдущего резьбового отверстия с установленной заглушкой. Процедура ремонта предполагает заполнение заглушками всей трещины.
Расклепывание шва позволяет устранить возможные пустоты, а также ускоряет диффузию материалов заклепок и детали. Результатом станет появление пластичного шва, который имеет прочную связь с поверхностью. Такой шов имеет ряд преимуществ сравнительно со сварным швом:
- не страдает от температурных перепадов;
- способен сохранять целостность в условиях работы при высоких температурах;
- не получает значительного напряжения;
Что касается установки больших латок, которыми можно буквально «заклеить» треснувший блок цилиндров двигателя или головку блока, тогда способ решения по схеме реализации напоминает описанный выше.
Потребуется вырезать и подогнать латку из металла, после чего производится ее установка путем заполнения всего периметра стяжками и конусными заглушками. Последующая проверка готового шва на герметичность осуществляется при помощи опрессовки под давлением около 6 атмосфер.
🌟 Видео
Трещина в блоке цилиндров: что делать?Скачать

# ремонт # блока #трещин.Скачать

размороженный блок цилиндров зил, ремонт сваркой или как спасти рядового "хлебушка"Скачать

Ремонт блока ТрещинаСкачать

Сварка чугунного блока автомобиля ЗИЛСкачать

ДЫРА в БЛОКЕ ДВИГАТЕЛЯ - Как починить?Скачать

Сварка блока зил 130Скачать

ТРЕЩИНА В БЛОКЕ ДВИГАТЕЛЯСкачать

Трещина в блоке цилиндров lada largus и её устранениеСкачать

Трещина в головке блокаСкачать
