

Видео:укладка коленвала в постель.Скачать

Как правильно уложить коленвал в постель блока цилиндров
Перед сборкой все масляные каналы блока цилиндров и коленчатого вала промывают на специальной установке или при помощи приспособлений горячим раствором (80…85 °С) препарата МС-8 концентрацией 10 г/л. Когда нет специальных установок и приспособлений, масляные каналы прочищают и промывают керосином при помощи ерша Yt продувают сжатым воздухом.
Сборка блока цилиндров. Сначала устанавливают на блок все недостающие шпильки и штифты. Высота их должна соответствовать техническим условиям, неперпендикулярность относительно привалочных поверхностей — не более 0,5 мм. Не разрешается устанавливать шпильки с прослабленной резьбой или с поврежденной. Перед завертыванием резьбу шпилек смазывают белилами или суриком. Запрессовывают штифты молотком с медным бойком, высоту их проверяют шаблоном или штангенглубиномером.
Затем устанавливают палец промежуточной шестерни, недостающие направляющие втулки и запрессовывают необходимые заглушки.
Рекламные предложения на основе ваших интересов:
После этого проверяют правильность комплектования крышек по постелям блока.
Сборка и укладка коленчатого вала. Проверяют, установлены ли сепарирующие трубки в полостях шатунных шеек; если нет, устанавливают.
Завертывают и шплинтуют заглушки. Выступание заглушек и шплинтов за плоскость щеки не допускается.
Запрессовывают установочные штифты во фланец коленчатого вала.
Нагревают в масле до температуры 110…130 °С шестерню или блок шестерен и напрессовывают на передний конец вала до упора меткой наружу.
Проверяют правильность комплектования коленчатого вала вкладышами: они должны быть подобраны в соответствии с маркировкой, нанесенной на площадке коленчатого вала, или в соответствии с ремонтным размером шеек коленчатого вала. Отвертывают гайки и снимают крышки коренных подшипников. Протирают вкладыши и гнезда подшипников, смазывают постели блока и поверхности крышек краской и устанавливают вкладыши в соответствии с порядковым номером коренного подшипника и условной маркировкой верхних и нижних вкладышей. Обычно во вкладышах, устанавливаемых в постель блока, предусмотрено отверстие для смазки, которое должно совпадать с масляным каналом в блоке, а во вкладышах, устанавливаемых в крышку, отверстий нет. Качание вкладышей в гнездах или зависание их на фиксирующих выступах не допускается.
Устанавливают упорные полукольца (если они имеются в конструкции), ставят крышки на место и затягивают их гайками с номинальным моментом затяжки, равным для двигателей СМД -14, например, 200…220 Н -м.
Подшипники затягивают в такой последовательности: 3, 1, 5, 2 и 4 опоры. Индикаторным нутромером измеряют внутренний размер вкладышей: он должен быть равен номинальному размеру установленных вкладышей. Конусность допускается не более 0,02, а овальность в плоскости разъема вкладышей — в пределах 0,02…0,03 мм. Нормальный зазор между шейкой вала и вкладышами для большинства двигателей равен 0,10…0,16 мм. Его определяют как разность между измеренным отверстием вкладышей, затянутых в блоке, и шейкой вала.
Затем снимают крышки и проверяют по краске прилегаемость вкладышей к постели блока и крышке; она должна быть не менее 85%.
После этого устанавливают вкладыши на место, протирают и обильно смазывают их маслом. Смазывают также шейки коленчатого вала, укладывают его в блок и повертывают на один-два оборота.
Устанавливают по своим местам крышки и затягивают гайки с нормальным усилием.
Вал должен свободно вращаться от усилия руки за штифт фланца. Нормальный осевой зазор вала составляет 0,2…0,4 мм, допускаемый — 0,5 мм. Гайки или болты коренных подшипников шплинтуют замковыми шайбами или проволокой.
Видео:Ремонт ( шлифовка ) коленвала после неправильной установки упорных полу колец ( боковых вкладышей )Скачать

Укладка коленчатого вала в блок
Для укладки коленчатого вала блок устанавливается постелями коренных подшипников вверх. Протирается безворсными салфетками и обдуваются сухим сжатым воздухом детали коренных подшипников, шейки коленчатого вала и подвески. Смазываются рабочие поверхности коренных подшипников и шеек вала маслом для смазки дизеля.
Устанавливаются в постели верхние вкладыши согласно клеймам и тем местам, с которых они были сняты при разборке и укладывается на них коленчатый вал.
Смазываются контактные поверхности шайб и гаек, резьба болтов и гаек пастой ВНИИ НП-232.
Устанавливаются в подвесках нижние вкладыши и болты, а затем подвески с болтами и нижними вкладышами по местам в блок. Наворачиваются гайки вертикальных болтов подвесок.
Заворачиваются в подвески горизонтальные болты.
Производится затяжка вертикальных и горизонтальных болтов по подвескам в последующей последовательности, начиная затяжку горизонтальных болтов с правой стороны дизеля:
первый вертикальный болт моментом 450 Н•м — 500 Н•м (45-50 кгс•м) или ключом с длиной плеча 450 мм усилием одного человека до отказа;
второй вертикальный болт моментом 850 Н•м — 900 Н•м (85-90) кгс•м или ключом с длиной плеча 850 мм усилием одного человека до отказа;
первый болт дозатяните моментом 850 Н•м — 900 Н•м (85-90) кгс•м или ключом с длиной плеча 850 мм усилием одного человека до отказа;
первый верхний горизонтальный болт 5 моментом 300 Н•м — 350 Н•м (30-35) кгс•м или ключом с длиной плеча 350 мм усилием одного человека до отказа;
Читайте также: Главный тормозной цилиндр маниту
второй верхний горизонтальный болт 5 моментом 600 Н•м — 650 Н•м (60-65) кгс•м или ключом с длиной плеча 700 мм усилием одного человека до отказа;
первый нижний горизонтальный болт 4 моментом 300 Н•м — 350 Н•м (30-35) кгс•м или ключом с длиной плеча 350 мм усилием одного человека до отказа;
второй нижний горизонтальный болт 4 моментом 600 Н•м — 650 Н•м (60-65) кгс•м или ключом с длиной плеча 700 мм усилием одного человека до отказа
первый верхний горизонтальный болт 5 дозатянуть моментом 600 Н•м — 650 Н•м (60-65) кгс•м или ключом с длиной плеча 700 мм усилием одного человека до отказа;
первый нижний горизонтальный болт 4 моментом 600 Н•м — 650 Н•м (60-65) кгс•м или ключом с длиной плеча 700 мм усилием одного человека до отказа.
Проверяется щупом прилегание головок болтов к подвескам, шайб к стойкам, подвесок к блоку по горизонтальным и вертикальным стыкам.
Прохождение щупа 0,03 мм не допускается.
От «отправной точки» производится окончательная затяжка в следующей последовательности:
горизонтальные болты на 7 шлиц в два-три приема, чередуя между верхними и нижними болтами одной опоры;
гайки вертикальных болтов на 14 шлиц в два-три приема, чередуя гайки одной опоры;
гайки болтов десятого (выносного) подшипника поворачивается на 8 шлиц в два-три приема.
На дизель-генераторах 2А-9ДГ и 2В-9ДГ до № 34, имеющие болты с шагом резьбы 2 мм, гайки затягиваются на 21 шлиц, гайки болтов выносного подшипника — на 21 шлиц.
После окончательной затяжки болтов подвесок:
устанавливаются на горизонтальные болты резиновые уплотнения с колпачками и закрепляются;
проверяется укладка, осевой разбег коленчатого вала и зазоры на масло.
Проверка качества укладки коленчатого вала определяется по величине зазоров «на масло» в коренных подшипниках и по прилеганию шеек коленчатого вала к рабочей поверхности нижних вкладышей коренных подшипников.
Проверка производится следующим образом:
блок с уложенным коленчатым валом устанавливается опорными лапами на подставку;
периодически поворачивая коленчатый вал с помощью валоповоротного механизма в удобное положение, замеряется щупом сверху коренных шеек с обеих сторон подшипника величины зазоров на масло, которые должны быть в пределах, указанных в приложении 1 настоящего Руководства;
периодически поворачивая коленчатый вал в удобное положение, проверяется щупом с обеих сторон подшипника прилегание коленчатого вала к нижним вкладышам, а при наличии зазоров под валом замерьте их величину.
Допускается прохождение щупа толщиной не более 0,05 мм под шестой, седьмой и восьмой коренными шейками. При этом суммарный зазор по щупу на масло и под коренными шейками должен быть не менее 0,14 мм. Под остальные несмежные коренные шейки допускается прохождение щупа толщиной не более 0,05 мм на глубину не более 10 мм.
При неудовлетворительной укладке коленчатого вала в коренных подшипниках производится исправление укладки перезатяжкой болтов крепления подвесок или заменой вкладышей и повторно производится проверка укладки вала.
Крышки цилиндров, клапаны и их направляющие, пружины клапанов, сухари клапанов, тарелки, колпачки,
Индикаторные краны
Крышки цилиндров
Очищаются от нагара днище крышки, каналы впуска и выпуска газа, водяные полости от накипи. Для выявления трещин крышка цилиндра опрессовывается на стенде водой давлением 13 кгс/см 2 в течение пяти минут. При наличии трещины в районе огневой поверхности днища (камеры сгорания), а также в местах запрессовки втулок направляющих клапанов, крышка заменяется. При пропуске воды по пробкам крышки, пробки заменяются. Другие трещины завариваются по технологии завода-изготовителя. После заварки и обработки швов водяная полость крышки повторно опрессовывается водой.
Проверяется осевой ход седла в крышке цилиндра. При увеличении осевого разбега больше 0,35 мм, седло заменяется новым, изготовленным по размерам места.
Замена седла клапана крышки цилиндра выполняется в следующей последовательности:
седло закрепляется и срезается резцом на станке до появления стопорного кольца;
снимается стопорное кольцо и вынимается оставшаяся часть седла из гнезда;
гнездо седла очищается и проверяется на отсутствие трещин;
обрабатывается опорная поверхность гнезда под седло;
изготовляется новое седло с учетом обеспечения осевого хода при установке в пределах 0,16. 0,6 мм (изготовление производится из седла ремонтной градации);
притирается новое седло к гнезду крышки цилиндра и проверяется по краске прилегания седла, которое должно быть не менее 75% с равномерным распределением по поверхности;
устанавливается седло в гнездо крышки цилиндра после предварительной установки стопорного кольца;
проверяется зазор между гнездом крышки и седлом, седло должно вращаться легко и без заклинивания;
вмятины на фаске седла, площадью более половины ширины фаски, исправляются;
притирается клапан по седлу при прижатом седле к крышке.
При наличии забоин, рисок, вмятин пояска газового стыка последний разрешается восстанавливать наплавкой с последующей обработкой и доводкой до чертежных размеров.
На конусной поверхности под форсунки риски, прогары, задиры и вмятины, вдоль образующей конуса, не допускаются. Прилегание форсунки по конусной поверхности крышки должно быть непрерывным по окружности поясом шириной не менее 7 мм на расстоянии не более 1 мм от наименьшего диаметра конуса.
Читайте также: Бак имеющий форму цилиндра налито 15 литров
Дефектные резьбовые отверстия крышки цилиндра разрешается перерезать на следующий размер по ГОСТу с изготовлением новых сопрягаемых деталей или ступенчатых шпилек.
Видео:Как правильно установить коренные вкладыши и упорные полукольца коленвала .Скачать

Как правильно уложить коленвал в постель блока цилиндров
Перед сборкой все масляные каналы блока цилиндров и коленчатого вала промывают на специальной установке или при помощи приспособлений горячим раствором (80…85 °С) препарата МС-8 концентрацией 10 г/л. Когда нет специальных установок и приспособлений, масляные каналы прочищают и промывают керосином при помощи ерша Yt продувают сжатым воздухом.
Сборка блока цилиндров. Сначала устанавливают на блок все недостающие шпильки и штифты. Высота их должна соответствовать техническим условиям, неперпендикулярность относительно привалочных поверхностей — не более 0,5 мм. Не разрешается устанавливать шпильки с прослабленной резьбой или с поврежденной. Перед завертыванием резьбу шпилек смазывают белилами или суриком. Запрессовывают штифты молотком с медным бойком, высоту их проверяют шаблоном или штангенглубиномером.
Затем устанавливают палец промежуточной шестерни, недостающие направляющие втулки и запрессовывают необходимые заглушки.
Рекламные предложения на основе ваших интересов:
После этого проверяют правильность комплектования крышек по постелям блока.
Сборка и укладка коленчатого вала. Проверяют, установлены ли сепарирующие трубки в полостях шатунных шеек; если нет, устанавливают.
Завертывают и шплинтуют заглушки. Выступание заглушек и шплинтов за плоскость щеки не допускается.
Запрессовывают установочные штифты во фланец коленчатого вала.
Нагревают в масле до температуры 110…130 °С шестерню или блок шестерен и напрессовывают на передний конец вала до упора меткой наружу.
Проверяют правильность комплектования коленчатого вала вкладышами: они должны быть подобраны в соответствии с маркировкой, нанесенной на площадке коленчатого вала, или в соответствии с ремонтным размером шеек коленчатого вала. Отвертывают гайки и снимают крышки коренных подшипников. Протирают вкладыши и гнезда подшипников, смазывают постели блока и поверхности крышек краской и устанавливают вкладыши в соответствии с порядковым номером коренного подшипника и условной маркировкой верхних и нижних вкладышей. Обычно во вкладышах, устанавливаемых в постель блока, предусмотрено отверстие для смазки, которое должно совпадать с масляным каналом в блоке, а во вкладышах, устанавливаемых в крышку, отверстий нет. Качание вкладышей в гнездах или зависание их на фиксирующих выступах не допускается.
Устанавливают упорные полукольца (если они имеются в конструкции), ставят крышки на место и затягивают их гайками с номинальным моментом затяжки, равным для двигателей СМД -14, например, 200…220 Н -м.
Подшипники затягивают в такой последовательности: 3, 1, 5, 2 и 4 опоры. Индикаторным нутромером измеряют внутренний размер вкладышей: он должен быть равен номинальному размеру установленных вкладышей. Конусность допускается не более 0,02, а овальность в плоскости разъема вкладышей — в пределах 0,02…0,03 мм. Нормальный зазор между шейкой вала и вкладышами для большинства двигателей равен 0,10…0,16 мм. Его определяют как разность между измеренным отверстием вкладышей, затянутых в блоке, и шейкой вала.
Затем снимают крышки и проверяют по краске прилегаемость вкладышей к постели блока и крышке; она должна быть не менее 85%.
После этого устанавливают вкладыши на место, протирают и обильно смазывают их маслом. Смазывают также шейки коленчатого вала, укладывают его в блок и повертывают на один-два оборота.
Устанавливают по своим местам крышки и затягивают гайки с нормальным усилием.
Вал должен свободно вращаться от усилия руки за штифт фланца. Нормальный осевой зазор вала составляет 0,2…0,4 мм, допускаемый — 0,5 мм. Гайки или болты коренных подшипников шплинтуют замковыми шайбами или проволокой.
Видео:Как проводится дефектовка коленчатых валовСкачать

Как правильно уложить коленвал в постель блока цилиндров
Здравствуйте Уважаемые друзья! Мы сегодня, в этой статье разберемся и научимся правильно устанавливать коленвал двигателя ЗМЗ 511 и модификации. Перед тем, как начать сборку двигателя, нужно учесть что коленчатый вал в сборе с маховиком и сцеплением должны быть динамически сбалансированы. Допустимый дисбаланс 70 Гсм.
Примечание: во время разборке двигателя, перед капитальным ремонтом, я рекомендую Вам делать метки на снимаемых, сбалансированных деталях, как сняли так и ставьте, по сделанной метке. Это нужно что бы не нарушилась заводская балансировка коленвала в сборе с маховиком и сцеплением. Если конечно Вы не меняете детали такие как маховик, коленвал и ведущий диск сцепления, ну , а если меняли, то нужна балансировка.
При балансировке снимают лишнюю массу с тяжелой стороны, высверливанием металла маховика на расстоянии 6 мм от зубчатого венца сверлом диаметром 8 мм на глубину не более 10 мм. Если дисбаланс собранного вала превышает 180 Гсм, вал разбирают и балансируют каждую деталь отдельно. Дисбаланс маховика не должен превышать 35 Гсм; дисбаланс нажимного диска в сборе с кожухом — 36 Гсм; Дисбаланс ведомого диска— 18 Гсм.
Перед балансировкой проверить свободу и легкость вращения диска путем выключения сцепления и перемещения оттяжных рычагов на 11,7 мм. При этом размер от рабочей поверхности маховика до верхних головок оттяжных рычагов должен быть в пределах 53—54,5 мм. При отсутствии свободного вращения диска, а также при отступлении в размере узел необходимо раскомплектовать.
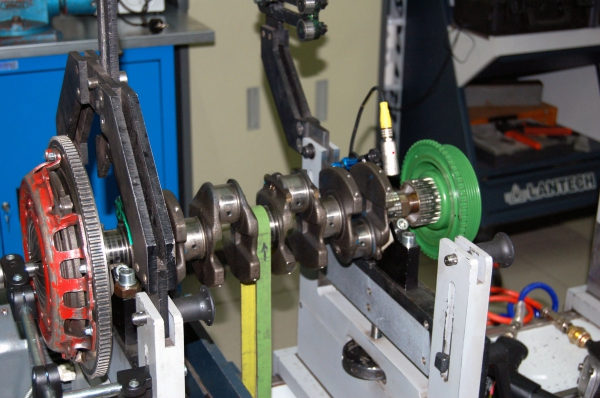
Примечание: хочу Вас немного огорчить, если Вы произвели замену таких деталей как коленвал, маховик и ведущий диска сцепления, то как уже говорилось, желательно произвести балансировку коленвала в сборе и думаю понимаете что в домашних условиях нам этого не сделать. Балансировка делается на стенде. Рисунок 1. Когда будете обращаться к шлифовщику коленвала, то попросите что бы сделали Вам балансировку коленвала они обычно делают. Не забудьте взять с собой маховик и сцепление в сборе, они понадобятся при балансировке.
Рисунок 1. Балансировка коленвала на стенде.
Читайте также: Цилиндр тормозной задний 3309 с абс 3309 3502340
Сборка коленчатого вала с маховиком и сцеплением и установка его в блок цилиндров.
Перед установкой коленчатого вала в блок цилиндров все сопрягаемые поверхности должны быть тщательно протерты. Масляные каналы коленчатого вала и блока должны быть продуты сжатым воздухом. Вкладыши коренных подшипников должны быть смазаны маслом для двигателя. Размер вкладышей коренных подшипников должен соответствовать размеру коренных шеек коленчатого вала. Момент затяжки гаек шпилек крепления крышек коренных подшипников должен соответствовать 11—12 кГм.
Номинальные и ремонтные размеры передней и задней шайб упорного подшипника приведены в таблице 1. При окончательно затянутых коренных подшипниках коленчатый вал должен свободно поворачиваться за маховик от руки.
Таблица 1. Номинальный и ремонтные размеры
передней и задней шайб упорного подшипника
При установке маховика, гайки крепления его, должны быть затянуты равномерно с усилием 7,6—8,3 кГм. Биение плоскости трения маховика — не более 0,15 мм на радиусе 165 мм. Если биение превышает 0,15 мм, узел необходимо раскомплектовать. Подшипник направляющего конца ведущего вала коробки передач должен быть заполнен смазкой УТВ 1-13 и установлен в гнезде коленчатого вала при помощи специальной оправки.
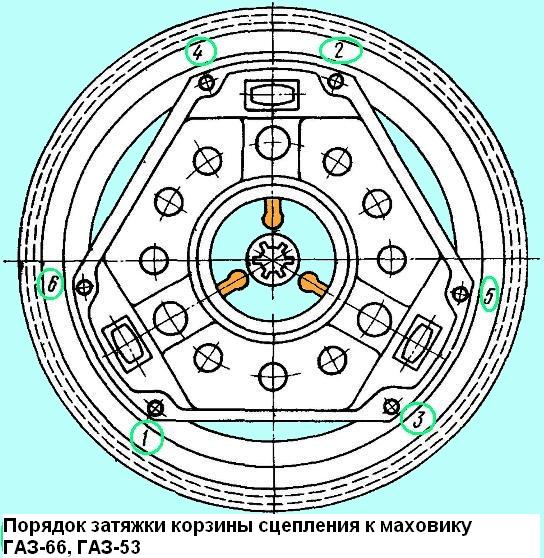
При установке сцепления должно быть обеспечено совпадение оси ведомого диска с осью коленчатого вала. Болты крепления кожуха сцепления к маховику должны быть равномерно затянуть в порядке, указанном на рисунке 2. Момент затяжки болтов должен быть в пределах 2—З кГм.
Рисунок 2. Затяжка корзины.
Крышки коренных подшипников и сальникодержатель.
Крышки коренных подшипников изготовлены в виде крышки из ковкого чугуна марки КЧ 35-10. Кроме данной крышки, на задней стенке блока имеется сальникодержатель. Сальникодержатель и крышки коренных подшипников растачиваются вместе с блоком, в следствии чего они не могут меняться местами и после разборки должны ставиться на свои прежние места. Четыре крышки, за исключением передней, одинаковые и на них нанесены порядковые номера 2,3 и 4. На пятой крышке номер не наносится.
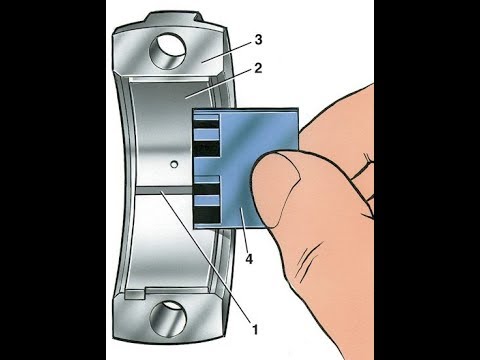
Задний конец коленвала уплотняется сальником из асбестового шнура. Все, обычно называют этот сальник набивкой. Куски асбестового шнура, пропитанные в маслографитовой смеси, укладываются в специальные канавки блока цилиндров и сальнико-держателя, обжимаются и затем подрезаются заподлицо с плоскостью разъема. Шейка коленвала, по которой работает сальник, оснащен маслогонной накаткой А рисунок 3.
Установка заднего сальника (набивки).

Уплотнение заднего конца коленчатого вала: а — задний конец коленчатого вала; б — сальникодержатель и уплотняющие детали; 1 — масляный картер; 2 — прокладка масляного картера; 3, 7 — соответственно нижний и верхний отрезки асбестового шнура; 4 — сальникодержатель; 5 — крышка коренного подшипника; 6 — вкладыш коренного подшипника; 8 — блок цилиндров; 9 — боковой резиновый уплотнитель; А — маслосгонная накатка; Б — гребень; В — маслоподводящая канавка.
К задней торцевой части блока присоединяется картер сцепления, чье точное расположение на блоке обеспечивается двумя установочными штифтами. Привалочная плоскость на картере сцепления для установки коробки передач и установочное отверстие обрабатываются вместе с блоком цилиндров во время расточки постелей коренных подшипников, в следствии чего замена картера с блока на блок не желательна, без специальной подгонки.
Крышки коренных подшипников устанавливают так, чтобы фиксирующие выступы вкладышей находились с одной стороны, а номера или метки, выбитые на крышках, соответствовали номерам постелей. При установке передней крышки необходимо следить, чтобы фиксирующий усик задней шайбы упорного подшипника вошел в паз крышки, и чтобы не образовывалось ступеньки между торцом крышки и торцом блока цилиндров. Гайки крепления крышек коренных подшипников затянуть (момент 11—12 кГм). После затяжки и шплинтовки гаек крышек коренных подшипников коленчатый вал должен легко вращаться от небольших усилий.
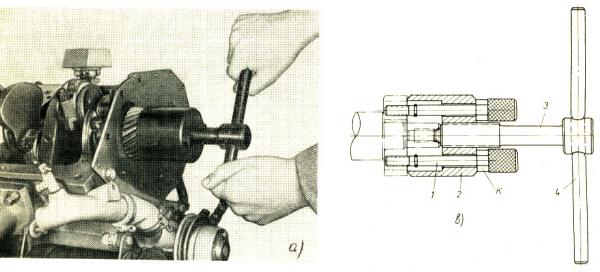
После напрессовки шестерни коленчатого вала (рисунок 4), при помощи съемника и упорной втулки, проверить осевой зазор коленчатого вала, для чего отжать коленчатый вал к заднему концу двигателя и при помощи щупа определить зазор между торцом задней шайбы упорного подшипника и торцом передней коренной шейки коленчатого вала. Зазор должен быть в пределах 0,075 — 0,175 мм.
Рисунок 4. Напрессовки шестерни коленчатого вала.
Ну что же, думаю на этом, пока, закончим с коленвалом и крышками коренных вкладышей. Продолжим, так сказать, наши занятия, в следующей статье, а вот как она будет называться и чему посвящена Вы скоро узнаете. Если вдруг возникнуть проблемы и вопросы пишите мне, оставляйте комментарий я обязательно отвечу. Спасибо за внимание!
📸 Видео
Подклинивает коленвал, при сборке на новые вкладыши. Совет старого моториста.Скачать

Установка вкладышей. От этого зависит долгая жизнь мотораСкачать

Может кому и пригодится! Как измерить зазор между коленвалом и вкладышем. Лучший способ.Скачать
РЕМОНТ ПОСТЕЛИ КОЛЕНЧАТОГО ВАЛА | Восстановление работоспособности двигателя | МеханикаСкачать

что будет если поменять вкладыши без ремонта коленвалаСкачать

Как проводится обработка постели коленвалаСкачать

Как замерить зазор между вкладышем и коленвалом ВЕК ЖИВИ ВЕК УЧИСЬ @user-fc5yc8os8bСкачать

установка коленчатого вала ваз 2108-2110Скачать

Тугой коленвал при новых вкладышахСкачать

Как проточить коленвал, в домашних условиях самомуСкачать

Восстановление постели коленвала в блоке цилиндровСкачать

Затяжка шатунов, проверка правильности установки поршнейСкачать

РЕМОНТ ПОСТЕЛИ КОЛЕНВАЛА ПОСЛЕ ПРОВОРОТА ВКЛАДЫШЕЙ В БЛОКЕ BMW N57. Минск. AvtoPro.byСкачать

Как без станка проточить шатунные шейки коленвала 2103Скачать

Как аккуратно и быстро снять коренные вкладыши коленвалаСкачать

Установка коленчатого вала(коленвала) на ВАЗ 2108-2110-2115Скачать
