

Цилиндрический редуктор представляет собой отдельный механизм с одной или более ступеней зацепления.
Основные этапы сборки цилиндрического редуктора
- Сборка вала с зубчатыми колесами и другими комплектующими. Все зависит от типа устройства. Если оно одноступенчатое, то валов будет два, если двухступенчатое, количество валов увеличивается до трех: ведущего, промежуточного, ведомого.
- Закладка шпоны, монтаж колес. Во время сборки цилиндрического редуктора шпонку закладывают в шпоночный паз. Затем в соответствии со схемой производителя одно или пара зубчатых колес напрессовываются. Для процедуры можно использовать ручной инструмент или профессиональный пресс. При наличии на входном валу запрессовка не нужна. Для некоторых моделей устройств понадобится предварительный нагрев ступиц зубчатых колес для достижения нужных показателей натяга.
- Установка колец и распорных втулок.
- Установка тел качения. Шарикоподшипники или роликоподшипники нужно установить в торец втулки или бортик на посадочные места до упора.
- Установка валов. Валы помещаются в корпус, мастер регулирует расстояние между ними, фиксирует шестеренки.
- Установка врезных крышек в корпусные пазы.
- Монтаж крышки редуктора на штифты.
- Монтаж редукторной крышки болтами, винтами, шайбами к корпусу.
- Монтаж прокладок, наружных крышек на болты.
- Фиксация пробки для пропуска масла, указателя масла.
- Заливка масла, монтаж люка с фиксацией винтами.
- Обкатка, предварительные испытания механизма.
Порядок сборки и разборки цилиндрического редуктора зависит от конструктивных особенностей конкретного устройства. Обязательно перед процедурой изучите техническую документацию от . Разборка всегда начинается со слива масла.
Зубчатые передачи: как правильно собрать?
Сборка цилиндрического редуктора осуществляется с помощью типовых соединений и комплектующих. К ним относят резьбовые соединения, шпонки, штифты, неподвижные и подвижные разъемные крепежные элементы, шлицы. Каждый узел собирают по инструкции. Сборка цилиндрического редуктора происходит по рассмотренной выше схеме, с применением разных способов установки деталей с натягом.
Чтобы быстро и без погрешностей выполнить все работы, следует приобрести определенные инструменты и оборудование. Для процедуры лучше привлечь квалифицированных инженеров или техников. Алгоритм сборки зубчатых передач включает 6 простых операций:
- Предварительная оценка деталей. Нужно внимательно осмотреть все комплектующие на наличие дефектов, сверить размеры деталей с инструкцией.
- Подготовка деталей передачи. Комплектующие очищаются от грязи, инструментами убирают задиры, иные повреждения поверхности. При механической обработке деталей следует помнить об их геометрии. Если в результате действий конструкция ослабнет, лучше поверхность комплектующих не обрабатывать.
- Сборка цилиндрического редуктора.
- Проверка всех выполненных операций.
- Регулировка передач. На этом шаге устанавливают полное зацепление зубьев шестерни, корректируют положение подшипников регулировочными крышками и кольцами, при необходимости проводят дополнительные операции.
- Обкатка собранного устройства.
Во время предварительного контроля необходимо изучить и сравнить внутренние диаметры зубчатых колес, наружные диаметры посадочных мест валов под шестерни и подшипники. Оценивать параметры следует не на глаз, а с помощью микрометра. Размеры должны находиться в пределах установленного схемами устройства допуска.
Два варианта сборки цилиндрического редуктора
Порядок сборки и разборки цилиндрического редуктора зависит от его конструкции. Всего существует два основных варианта компоновки изделия. Порядок действий при наличии разъемного в редукционном корпусе:
- Монтаж валов вместе с колесами и подшипниками.
- Фиксация крышки корпуса, ее крепеж.
- Монтаж подшипниковых крышек.
При отсутствии разъемов сборка цилиндрического редуктора становится сложнее. Алгоритм действий:
- Сборка на валу одного подшипника.
- Вставить свободный конец вала в корпус через расточку рядом с подшипниковым гнездом.
- Установка через окно в корпусе зубчатых колес, подшипников и других комплектующих.
- Монтаж вала в предназначенные для него расточки на корпусе.
- Установка подшипниковой крышки.
В любом порядке сборки и разборки цилиндрического редуктора последовательность действий определяется заранее. Надо собрать необходимые инструменты и оборудование, оценить возможность возникновения затруднений.
Контроль и настройка зубчатых передач
Данный этап считается очень важным для сборки цилиндрического редуктора. Во время контроля определяется погрешность сделанных работ, устанавливаются нужные для долговременной эксплуатации устройства зазоры. Это завершающие этапы сборки цилиндрического редуктора. Они включают 3 операции:
- Проверка, регулирование биения зубчатых колес.
- Оценка пятна контакта зубьев в зацеплении передач.
- Установление боковых зазоров в зацеплении.
Контроль контактного пятна зубчатого зацепления производится краской. Зубья шестерни меньшего диаметра нужно смазать тонким слоем краски, а затем медленно провернуть на 2–3 оборота. Наличие смещения контактного пятна свидетельствует об изменении расстояния между осями или об осевом перекосе. Перечисленные проблемы могут привести к преждевременной поломке оборудования.
Параметры контактного пятна определяются степенью точности зубчатого зацепления. По высоте зуба оно должно составлять от 30 до 75%, а по длине — от 30 до 95%. Увеличение процентов означает увеличение точности зацепления. Боковой зазор определяют щупом. После монтажа и регулировки обязательно механизм проверяют на плавность хода и шумность. Устраняют возникшие проблемы повторной регулировкой или заменой дефектных комплектующих.
Приработка зубчатого зацепления
Завершающий этап сборки цилиндрического редуктора — приработка зубчатых передач. С помощью процедуры корректируются контактные пятна, исправляются имеющиеся дефекты, увеличивается площадь соприкосновения. После приработки уменьшается шероховатость поверхности зацепления, снижается уровень шума, увеличивается рабочий ресурс передач.
Читайте также: Bmw редуктор задний мост

Приработка поверхностей, контактирующих с зубчатым сцеплением, включает их шлифовку абразивной пастой. Зернистость материала подбирают исходя из точности зацепления, твердости зубьев. Рекомендуемый порядок обработки зацепления содержит техническая документация и инструкция. Общий алгоритм действий при приработке:
- Зубья покрывают тонким слоем абразивного материала.
- Механизм запускают на 5–10 минут. Частоту мотора выставляют на 20–30 оборотов в минуту.
- Удаляют с пары зубьев пасту, проверяют состояние рабочих поверхностей. Процедуру можно считать завершенной, если будут присутствовать следы контакта, а задиры и другие эффекты — отсутствовать.
- Пасту необходимо заменить, а затем снова запустить устройство, постепенно увеличивая тормозной момент на выходном валу.
- Каждые 30 минут механизм останавливают, проверяют рабочие поверхности, меняют абразивную пасту.
- После удаления абразивной пасты нужно провести обкатку механизма в течение 90–120 минут. На зубья надо периодически подавать индустриальное масло, чтобы поверхность стала гладкой и блестящей, а остатки абразивного материала полностью удалились.
При кратном числе зубьев в паре перед процедурами зуб шестерни и два входящих в зацепление зуба колеса нужно пометить. При компоновке их вводят в зацепление, чтобы обеспечить совпадение ранее приработанных зубьев. При нечетном количестве зубьев все элементы прирабатываются, поэтому помечать их не нужно.
Pereosnastka.ru
Обработка дерева и металла
Сборка зубчатых передач заключается в осуществлении типовых соединений — шпоночных, шлицевых, штифтовых, разъемных подвижных и неподвижных, резьбовых и др. Последовательность сборки каждого узла определяется его конструкцией. Выполняют сборку рассмотренными ранее методами, способами и приемами, используя соответствующий инструмент, оборудование и приспособления.
Сборка передач включает в себя предварительный контроль и подготовку деталей передачи; собственно сборку; проверку; регулировку и обкатку.
Последовательность и приемы выполнения соединений определяются конструкцией изделия. Например, если корпус зубчатой передачи имеет разъем по осям валов, то валы в корпус устанавливают в сборе с колесами и подшипниками. Затем устанавливают верхнюю часть корпуса и закрепляют ее. В заключение собирают крышки подшипников. В том случае, если такого разъема нет, сборка усложняется. На валу сначала собирают один из подшипников, свободный конец вала вставляют в корпус через расточку, в которой монтируется собранный на валу подшипник. И уже через окно в корпусе собирают зубчатые колеса, детали их крепления, второй подшипник на валу. Потом вал устанавливают подшипниками в соответствующие расточки корпуса и ставят на место крышки подшипников.
После сборки передачу контролируют и регулируют радиальное биение зубчатого колеса, площадь контакта зубьев зацепляющихся зубчатых колес и боковой зазор в зацеплении. Для проверки пятна контакта один из элементов зубчатого зацепления (обычно меньшее колесо или червяк) смазывают тонким слоем краски и медленно проворачивают его на несколько оборотов. Смещение пятна контакта говорит об уменьшенном или увеличенном межосевом расстоянии, перекосе осей. В зависимости от степени точности зубчатого колеса и его типа пятно контакта должно быть не менее 30—75% по высоте зуба и 30—95% по длине зуба. Большие площади контакта соответствуют более точным зубчатым колесам.
Боковой зазор в цилиндрических и конических передачах определяют щупом или прокатыванием между зубьями свинцовой проволочки, диаметр которой в полтора раза больше допускаемого зазора. Гарантированный боковой зазор в червячной передаче определяют по углу поворота червяка при закрепленном червячном колесе.
Собранные передачи проверяют на плавность хода и уровень шума. При наличии дефектов осуществляют регулировку передачи, а при невозможности устранения дефектов заменяют соответствующие детали.
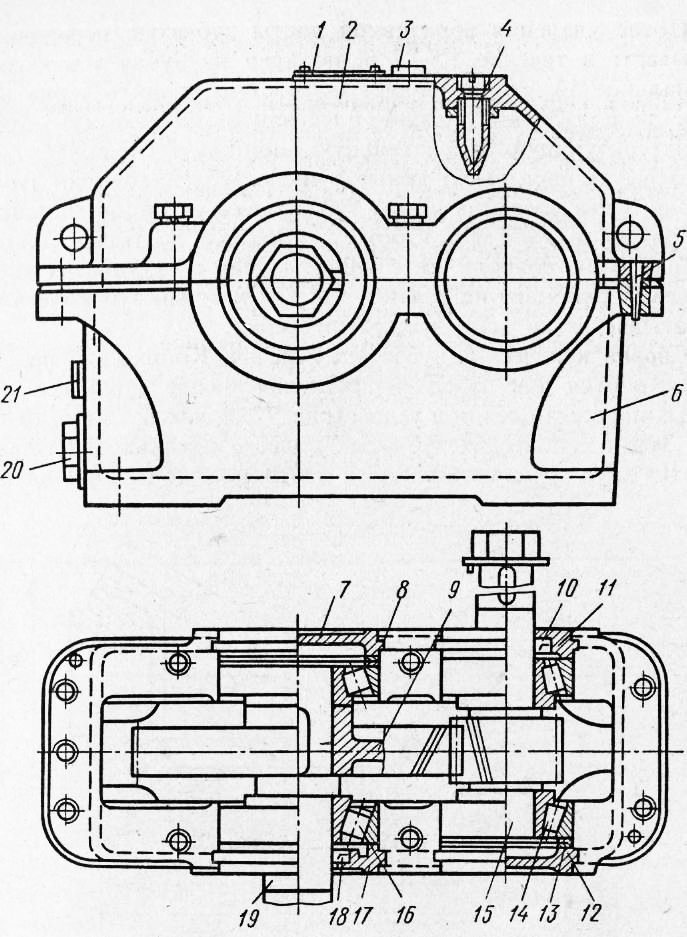
Сборка редуктора цилиндрического одноступенчатого с косо-зубыми колесами. Базовой деталью сборочной единицы редуктора является его корпус, который для сборки выверяют в горизонтальной плоскости с точностью до 0,1 мм на длине 1000 мм с помощью контрольной линейки и уровня, уложенных на поверхность разъема. Как правило, редукторы имеют плоскость разъема по оси валов, что обеспечивает хорошие условия сборки.
В корпус редуктора 6 первым устанавливают собранный ведомый вал с колесом и двумя роликоподшипниками и набором регулировочных колец, устанавливаемых между торцом наружного кольца подшипника и закладными крышками. Выходные концы валов уплотняют манжетами.
Подобным образом собирают вал-шестерню с коническими роликоподшипниками и регулировочными кольцами закладной крышкой; уплотняют манжетой и закрывают крышкой. Плоскости разъема корпуса и крышки при сборке покрывают пастой «герметика» для обеспечения плотности; затем ставят болты и конический штифт.
Для осмотра зубьев зацепления и залива масла при сборке в крышке имеется смотровое окно, закрываемое крышкой. Для залива масла при эксплуатации имеется отверстие, закрываемое пробкой. Для циркуляционной смазки установлено сопло (при смазке колес погружением сопло отсутствует). Масло сливается через отверстие в нижней части корпуса, закрываемое пробкой. Для контроля уровня масла служит контрольная пробка.
Читайте также: Дефектовка редуктора мотоцикла урал
Приработка зубчатых передач. Приработку передач делают для исправления неправильного пятна касания, т. е. для увеличения площади контакта по длине и высоте зубьев до размеров, требуемых техническими условиями, для уменьшения шероховатости рабочих поверхностей зубьев, уменьшения шума и увеличения долговечности зубчатых передач. В процессе приработки поверхности зубьев подвергаются взаимному шлифованию абразивными пастами, помещаемыми между зубьями.
Для приработки применяют абразивные пасты и пасты ГОИ . Зернистость пасты выбирают в зависимости от степени точности, твердости поверхности зуба и модуля зубчатого зацепления. Для приработки зубья колеса покрывают тонким сплошным слоем абразивной пасты и с помощью электродвигателя, соединенного с ведущим валом редуктора, дают пробную приработку с частотой вращения 20 — 30 об/мин в интервале 5—10 мин. Удалив с нескольких зубьев пасту, проверяют состояние их рабочих поверхностей. Отсутствие задиров и других дефектов, а также появление следов контакта свидетельствует о нормальном протекании процесса. В дальнейшем приработку ведут с постепенным повышением тормозного момента на выходном валу редуктора.
Процесс приработки через каждые 30 мин прерывают, чтобы осмотреть состояние поверхностей зубьев, определить величину пятна касания и заменить отработанную пасту новой.
После удаления абразивной пасты зубчатые передачи обкатывают в течение 1,5 — 2 ч, подавая на зубья масло индустриальное, что позволяет полностью удалить зерна абразива и получить гладкую блестящую поверхность зубьев, характеризующую окончательную площадь пятна контакта. Если зубчатая пара имеет кратное число зубьев, то один зуб шестерни и два соседних с ним зуба колеса с торцов маркируют (например, буквой О), чтобы в процессе монтажа приработанные зубья совпали. Для зубчатых пар с некратным числом зубьев маркировку не делают, так как каждый зуб колеса прирабатывается ко всем зубьям шестерни.
Сборка конических зубчатых передач. Конические передачи применяются для передачи вращения между валами, оси которых пересекаются под углом (рис. 2, а), как правило, равным 90°.
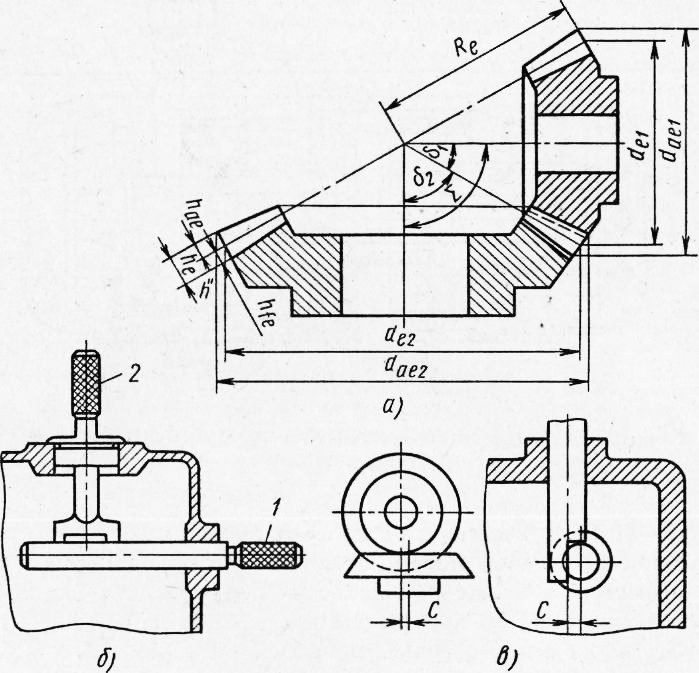
Основные размеры конического зубчатого колеса обычно рассматриваются во внешнем сечении, где зуб имеет наибольшие размеры на поверхности дополнительного конуса (внешний делительный диаметр de = mzl, диаметр вершин зубьев d = т (z + 2aS5), где 6 — угол делительного конуса — угол между осью конического колеса и образующей его делительного конуса, рис. 2, а). Они могут рассматриваться и в любом другом сечении (среднем, внутреннем и др.).
Требования, предъявляемые к коническим зубчатым передачам, как и приемы их сборки и установки на валу, такие же, как и цилиндрических зубчатых колес.
Пригонку колес целесообразно вести так, чтобы зубья соприкасались рабочей поверхностью ближе к тонким концам, так как тонкая сторона быстрее прирабатывается и при нагру-жении вследствие деформации тонкого конца зубьев достигается их прилегание на всей длине.
Перед установкой зубчатых колес проверяют межосевой угол и смещение осей. Перпендикулярность осей проверяют цилиндрической оправкой и оправкой, имеющей два выступа, плоскости которых перпендикулярны оси. Щупом замеряют зазор между выступами. Совмещение осей проверяют оправками, аналогичными оправкам со срезанными до половины концами (рис. 2, в). При совмещении оправок щупом замеряют зазор С между ними.
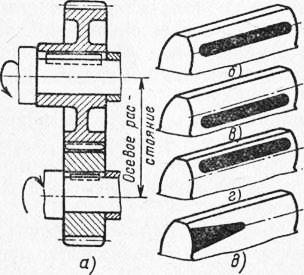
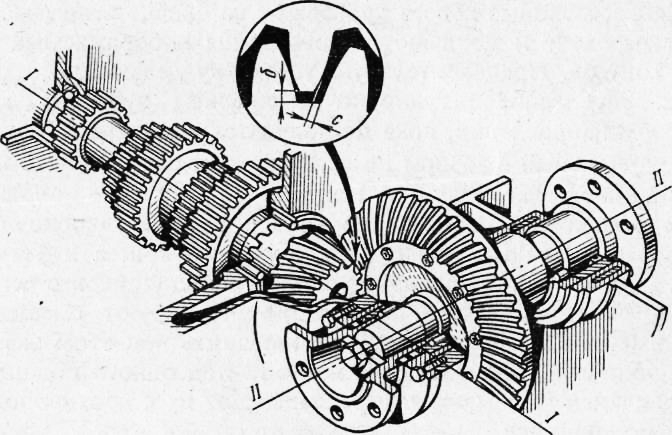
Напрессованные колеса проверяют на биение венца, монтируют передачу и добиваются совпадения воображаемых вершин конусов. Предварительную установку делают по торцам колес. Зацепление регулируют смещением зубчатых колес в осевом направлении, пока не получатся одинаковые боковой С„ и радиальный зазоры по всей окружности. Смещать можно или одно колесо, или оба. Найденное правильное положение колес фиксируют набором прокладок или регулировочными кольцами, закладываемыми между торцом колеса и уступом вала. При наличии радиально-упорных подшипников с регулировочными прокладками зацепление регулируют смещением вала вместе с колесом. Чтобы не нарушить при этом зазоров в подшипниках, для смещения колес из-под одного подшипника прокладки вынимают и перекладывают их к противоположному подшипнику.
Правильность зацепления проверяют на краску. На зубья одного колеса наносят краску и прокатывают колеса до получения отпечатка. При расположении отпечатка не по центру зуба зацепление регулируют.
Если зубчатое колесо, сидящее на оси II – II, сдвинуть влево — в направлении вершины начального конуса, то зазоры в зацеплении уменьшатся. Если боковой зазор нельзя измерить щупом из-за затрудненного подхода к передаче, то пользуются тонкими свинцовыми пластинками, толщина которых в 1,5 раза превышает величину требуемого зазора. Для этого отмечают мелом три зуба, равномерно расположенных по окружности и вставляют между ними свинцовые пластинки. Затем вращают один из валов. Сжимаясь между зубьями, пластинки расплющиваются. Измерив микрометром толщину каждой пластинки и вычислив среднее арифметическое трех измерений, получают значение бокового зазора.
Регулировка зацепления на краску по характеру пятна контакта состоит в следующем. Зубья одного колеса смазывают тонким слоем краски и оба колеса провертывают на 2 — 3 оборота. На зубьях колеса, не смазанного краской, получается отпечаток, по которому судят о зацеплении. Величина пятна зависит от класса точности передачи и должна составлять 40 — 60% длины зуба и 20-25% высоты рабочей части.
Читайте также: Стартер мтз 82 с редуктором вместо пускача
Если следы краски расположены плотно на одной стороне зуба на узком конце, а на другой стороне — на широком конце, то это свидетельствует о перекосе зубчатых колес. Эти погрешности должны быть исправлены путем дополнительных пригоночных операций. Передачу разбирают и проверяют, правильно ли установлены зубчатые колеса на валах и положение осей в корпусе.
Требуемое пятно контакта в конических передачах получают приработкой с абразивными пастами, как и для цилиндрических передач.
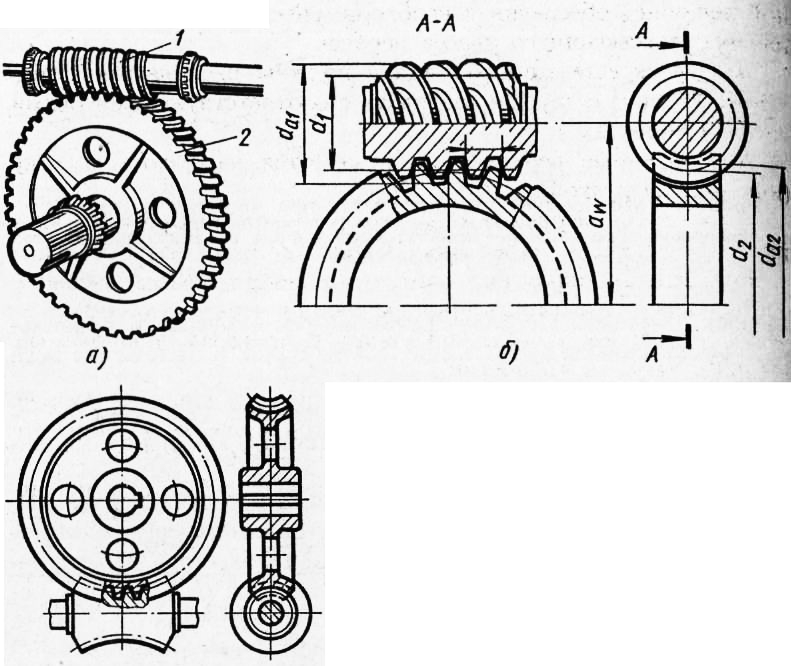
Сборка червячных передач. Червячные передачи применяют для передачи вращения между двумя валами, перекрещивающимися под углом 90°, и для получения большого передаточного числа. Обычно передача осуществляется от червяка к колесу. Червячная передача состоит из червяка 1 — винта с модульной трапецеидальной резьбой (угол профиля 40е) и червячного колеса.
Передаточное число червячной передачи — отношение числа зубьев колеса z2 к числу заходов червяка zu т. е. и — z2/zv
Для червячных передач ГОСТ 2144 — 66 предусматривает передаточные числа от 8 до 80. Червячные передачи имеют сравнительно невысокий к. п. д.
Червяки могут быть однозаходными и многозаходными и выполняться заодно с валом либо насадными, изготовляемыми отдельно и крепящимися на валу с помощью шпонок.
Расстояние между соседними витками червяка — шаг Р (рис. 80, б). Делительный диаметр червяка d = qm, где q — коэффициент диаметра червяка (q = 7,1 – 2,5).
Червячное колесо имеет вогнутые зубья спиральной формы. В осевом сечении у него те же элементы и геометрические зависимости, как и у цилиндрического зубчатого колеса. Червяк изготовляется из сталей 40, 45, 40Х, 40ХН с последующей закалкой (лучше токами высокой частоты) или цементируемых сталей 15Х, 20Х, 20ХНЗА, 20ХФ и др. Витки червяков шлифуются.
Червячные колеса для повышения к. п. д. передачи выполняются из бронзы Бр.ОФЮ-1, Бр.ОНФ, Бр.АЖ9-4. Колеса тихоходных передач изготовляют из чугуна. Для экономии дорогих бронз из них изготовляют только венец. Его напрессовывают на чугунную или стальную ступицу и крепят винтами или болтами.
Помимо червячных передач, у которых червяк имеет прямолинейную образующую делительного цилиндра (архимедовы червяки), имеются передачи с эвольвентными червяками (у них профиль витков эвольвентный), а также глобоидные передачи с червяками вогнутой формы.
К червячным передачам предъявляются следующие технические требования:
1. Профиль и шаг резьбы червячного колеса и червяка должны соответствовать друг другу.
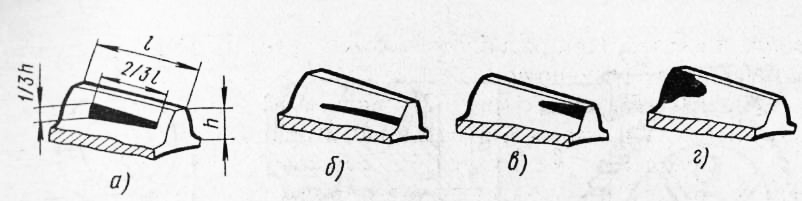
2. Червяк должен соприкасаться с каждым зубом червячного колеса на протяжении не менее 2/3 длины дуги зуба червячного колеса.
3. Радиальное и торцовое биение червячного колеса не должно выходить за пределы норм, установленных для соответствующих степеней точности.
4. Межосевые расстояния должны соответствовать расчетной величине, обеспечивая необходимый зазор, установленный для соответствующего класса передач.
5. Оси скрещивающихся валов должны располагаться под углом 90° друг к другу и совпадать с соответствующими осями гнезд в корпусах.
6. Собранные передачи испытываются на холостом ходу (или под нагрузкой).
7. Величина мертвого хода червяка (угол поворота червяка при неподвижном закреплении колеса) должна быть не выше установленных норм для соответствующего класса передач; при проверке на легкость проворачивания червяка добиваются, чтобы крутящий момент находился в пределах, допустимых техническими требованиями.
8. Во время испытания собранной передачи под нагрузкой проверяют плавность хода и нагрев подшипниковых опор, который должен быть не выше 323 – 333 К (50-60°С).
9. При проверке передачи должны работать плавно и бесшумно.
Сборку червячной передачи начинают с проверки межосевых расстояний корпуса редуктора. Способ контроля межосевых расстояний показан на рис. 6, а. В корпус устанавливают контрольные оправки. На.одну из них устанавливают шаблон с тремя выступами. По величине зазора между выступом шаблона и оправкой определяют отклонение межосевого расстояния.
Способы контроля перекоса осей (угол скрещивания) показаны на рис. 81,6.
1. Проверяют оправками и шаблоном, как и межосевое расстояние. Замеряют зазор между выступами шаблона и берут разность показаний. Величина перекоса по ширине колеса получится умножением полученной разности на отношение размеров ширины колеса к расстояйию между выступами.
2. На вал червячного колеса или оправку надевают рычаг с индикатором. Подводя штифт индикатора попеременно к левому и правому концам вала червяка или оправки, по разности отклонения судят о перекосе осей.
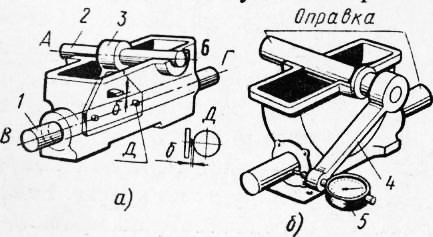
На выступающих концах червяка и колеса крепят рычаги, касающиеся индикаторов, замечают положение стрелки индикатора (следовательно, и червяка) в начальном положении, а затем червяк слегка повертывают до начала отклонения рычага, при этом значение угла ср (в угловых секундах) равно показанию индикатора (разность между конечным и начальным значениями), умноженному на L: 3600 (L — расстояние от оси червяка до шарика индикатора).
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала